Материал: m33170
нифоли, едкого натра и воды; смоло-сапонинового – из растительного мыльного корня и воды; пенообразователя ГК.
Газосиликат – пористый материал того же состава, что и пеносиликат, но образование его пористой структуры происходит при введении в смесь алюминиевой пудры.
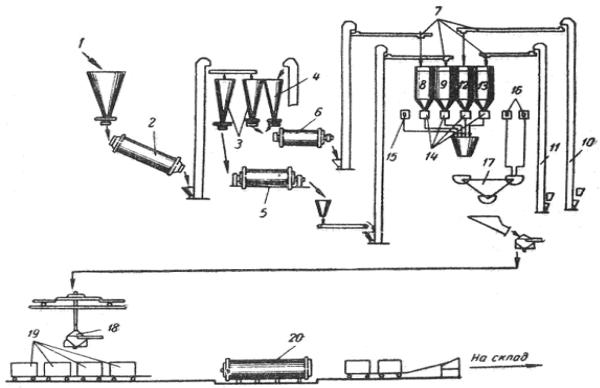
Технологический процесс производства ячеистых силикатных изделий состоит из следующих основных операций (рис. 40):
Рис. 40. Технологическая схема производства пеноблоков: 1 – склад песка; 2 – сушильный барабан; 3 – бункер сухого песка; 4 – бункер извести; 5 – шаровая мельница для помола песка; 6 – шаровая мельница для совместного песка и извести; 7 – система шнеков; 8 – бункер для известково-песчаной смеси; 9 – бункер для молотого песка; 10, 11 – элеватор подачи молотой извести; 12,13 – бункера молотой извести; 14 – весовые дозаторы; 15 – дозатор воды; 16 – дозатор пенообразователя; 17 – пенобетономешалка; 18 – подъемник для разлива массы в формы; 19 – вагонет-
ка с формами; 20 – автоклав
– приготовление известково-песчаного вяжущего совместным помолом извести и части песка (количество песка от веса извести составляет 20–50 %);
166
–измельчение песка по сухому или мокрому способу;
–приготовление пеноили газобетонной массы;
–заливка металлических форм;
–срезание избытка массы;
–выдержка;
–пропаривание в автоклаве.
Ячеистые силикатные изделия изготовляют как армированными, так и неармированными.
В армированных силикатных изделиях стальная арматура более подвержена коррозии, чем в цементных бетонах, поэтому ее покрывают защитными составами (цементно-казеиновыми, полимерцементными).
Силикатные изделия из ячеистого бетона подразделяются
на:
1)теплоизоляционные со средней плотностью до 500 кг/м3
ипределом прочности на сжатие до 2,5 МПа;
2)конструктивно-теплоизоляционные со средней плотностью 500–800 кг/м3 и пределом прочности при сжатии 2,5–7,5 МПа;
3)конструкционные со средней плотностью выше 800 кг/ м3 и пределом прочности 7,5 – 15 МПа.
Мелкие неармированные блоки из конструкционного пено-
игазосиликата применяют для кладки стен зданий. Размеры блоков: длина – 50–90 см, ширина – 25–40 см, толщина – 20–25 см.
Из теплоизоляционных ячеистых бетонов изготовливают
термовкладыши, применяемые для утепления стен, скорлупы для тепловой изоляции трубопроводов и т.д.
Для покрытий промышленных зданий широко применяют армированные прямоугольные плиты из конструкционного ячеистого бетона. Такие плиты по сравнению с железобетонными намного легче, их не требуется особо теплоизолировать, и в то же время они достаточно прочны и долговечны.
Магнезиальные вяжущие вещества отличаются высокой прочностью по сравнению с другими воздушными вяжущими, при этом они надежно сцепляются с древесноволокнистыми материалами, не разрушая их и защищая от гниения.
Путем смешивания магнезиальных вяжущих с затворителем (преимущественно водным раствором хлористого кальция) и древесными опилками или стружками получают строительные
167
материалы, которые называют ксилолит и фибролит. В ксилолите заполнителем являются опилки, в фибролите – стружки.
Фибролит - теплоизоляционный и конструкционный материал. Теплоизоляционный фибролит применяют для утепления стен, полов и перекрытий каркасных зданий, а конструкционный
– для заполнения стен, перегородок и перекрытий; фибролитовую фанеру используют в качестве штукатурки.
Ксилолит представляет собой затвердевшую смесь древесных опилок с магнезиальным вяжущим, затворенным раствором хлористого магния. Из ксилолита изготовляют бесшовные полы и ксилолитовые плитки размером 20х20 или 15х15 см и толщиной 12–15 мм. Применяют ксилолитовые плитки для настилки полов в тех помещениях промышленных зданий, где нет большого увлажнения.
На основе магнезиальных вяжущих веществ приготовляют также пено- и газомагнезиты – высокоэффективные теплоизоляционные материалы. Их получают смешиванием каустического магнезита, затворенного раствором хлористого магния, с устойчивой пеной или с газообразователем.
6.4. Асбестоцементные изделия и технология их изготовления
Асбестоцемент представляет собой искусственный каменный материал, получаемый в результате затвердевания смеси, состоящей из цемента, асбеста и воды. Асбест – тонковолокнистый минерал, расщепляющийся (при соответствующей обработке) на гибкие и тонкие волокна толщиной до 0,5 мкм. Волокна асбеста могут быть различной длины (от долей миллиметра до 40 мм), что оказывает большое влияние на качество асбестоцементных изделий: чем больше средняя длина волокон асбеста, тем выше его сорт. Для изготовления асбестоцементных изделий используют коротковолокнистый асбест 3, 4, 5 и 6-го сортов. Наибольшее применение получил при производстве асбестоцементных изделий хризотил-асбест. Этот минерал представляет собой водный силикат магния с химической формулой 3MgO × 2SiO2 × 2H2O . Асбест армирует цементный камень, обеспечивая высокую прочность изделий на растяжение и изгиб. Асбестоцементные изделия
168
обладают рядом ценных технических свойств: они имеют высокую механическую прочность при изгибе, относительно небольшую среднюю плотность, малую теплопроводность и водопроницаемость, высокую морозо- и огнестойкость, а также стойкость против выщелачивания минерализованными водами. Недостатками асбестоцемента являются пониженная прочность при насыщении водой, хрупкость и коробление при изменении влажности.
Асбестоцементные изделия в зависимости от назначения разделяют на кровельные, стеновые, трубы и короба, электроизоляционные доски и изделия специального назначения.
Асбестоцементные плитки кровельные в зависимости от назначения подразделяют на рядовые, краевые и фризовые, которые имеют размеры соответственно 400х400, 400х333 и 400х200 мм при толщине 4 мм. Предел прочности при изгибе должен быть не менее 24,0 МПа, водопоглощение плиток не должно превышать 18%. Применяют для покрытия кровель жилых и общественных зданий.
Листы профилированные кровельные выпускают вол-
нистые (обыкновенного и усиленного профиля) и полуволнистые. Листы волнистые усиленного профиля имеют размеры: длина – 175 или 200 см, ширина – 100 см при толщине 8 мм. Листы волнистые обыкновенного профиля имеют размеры 120х70 см при толщине 6 мм. Предел прочности при изгибе для обычных листов должен быть не менее 14,0 МПа, усиленного профиля – не менее 18,0 МПа. Водопоглощение не должно превышать 30%. Применяют их для покрытия кровель жилых, общественных и промышленных зданий.
Листы облицовочные плоские выпускают трех марок:
НП – непрессованные, П – прессованные и ПО – прессованные и офактуренные. Длина непрессованных листов – от 60 до 160 см, ширина – 30–120 см, толщина – 6–10 мм. Прессованные листы имеют длину 60–120 см, ширину 30–80 см и толщину 4–8 мм. Предел прочности при изгибе для непрессованных должен быть не менее 15,0 МПа, а для прессованных – не менее 18,0 МПа. Водопоглощение для непрессованных – не более 30%, для прессованных – не более 21%. Морозостойкость должна быть не менее МРЗ 25.
169
Асбестоцементные панели представляют собой трехслойные крупноразмерные изделия, состоящие из двух плоских листов, между которыми заложен утеплитель (чаще всего минеральный войлок). Панели изготовляют размером на комнату, и они имеют высоту 270 см, ширину 320 см и толщину 12–16 см в зависимости от вида утеплителя.
Асбоцементные трубы применяют для трубопроводов низкого и высокого давления (для простой, минерализованной и морской воды), канализации жидкостей, а также для устройства нефтепроводов, газопроводов, вентиляционных каналов, прокладки кабелей и т.д.
В условиях службы в подземных водопроводных сетях асбоцементные трубы значительно долговечнее чугунных и стальных. Они не подвергаются разрушению от блуждающих токов, более стойки против морской и минерализованной вод. Трубы должны быть водонепроницаемыми, и они подразделяются на 4 марки: ВТ3; ВТ6; ВТ9 и ВТ12, соответственно выдерживающие давление 3, 6, 9 и 12 атм. Длина труб – 295–395 см, внутренний диаметр – от 50 до 500 мм, толщина стенок - от 9 до 43,5 мм.
Канализационные трубы выпускают длиной 250, 300 и 400 см, внутренним диаметром до 600 мм и толщиной стенок от 7 до
18 мм.
При изготовлении листовых материалов асбеста берут 9– 18% по весу, цемента – 82–91%, а при изготовлении труб расход асбеста доходит до 21%.
Технологический процесс производства асбестоцементных изделий состоит из следующих операций:
1)распушка обогащенного асбеста;
2)приготовление асбестоцементной массы;
3)формование из асбестоцементной массы изделий;
4)твердение отформованных изделий.
Распушка асбеста – одна из важнейших операций в производстве асбестоцементных материалов. Ее целью является увеличение количества и уменьшение толщины волокон для улучшения армирования асбестом цементного камня. В результате распушки адсорбирующая поверхность волокон асбеста резко возрастает.
170