Материал: m33170
Сборку стержней в каркасы и сетки осуществляют в основном контактной точечной сваркой. При изготовлении предварительно напряженных конструкций натяжение арматуры производят механическим (при помощи гидравлических домкратов) или электромеханическим способом на специальных стендах.
На заводах сборного железобетона формы являются основным технологическим оборудованием. В зависимости от способа производства формы могут быть переносными, передвижными и стационарными, по положению изделия при формовании – горизонтальными или вертикальными; формы могут быть индивидуальными и групповыми.
Процесс формования складывается из укладки бетонной смеси в подготовительную форму, ее уплотнения и отделки открытых поверхностей. Бетонную смесь укладывают самоходными бетонораздатчиками, бетоноукладчиками. Уплотняют бетонную смесь трамбованием, вибрацией, штампованием, прокаткой на специальных станах, центрифугированием, вакуумированием. Способ уплотнения зависит от вида изготавливаемых изделий и принятой технологии.
Тепловлажностная обработка – наиболее эффективный из существующих способов ускорения твердения бетона. Она является важной технологической операцией при производстве сборных железобетонных изделий. Из различных видов тепловлажностной обработки (пропаривание, автоклавное твердение, контактный обогрев, электропрогрев) основное место занимает пропаривание при атмосферном давлении. Пропаривание ведут до получения не менее 50–70% проектной марочной прочности бетона. При температуре 80–100 0С процесс пропаривания составляет 8– 15 ч в пропарочных камерах периодического и непрерывного действия.
При стендовом способе производства основные процессы изготовления сборного железобетона выполняются в неподвижных формах на стенде (рис. 31).
Изделия до приобретения бетоном необходимой прочности остаются на месте, в то время как технологическое оборудование последовательно перемещается от одной формы на стенде к другой. Тепловлажностную обработку осуществляют за счет теплоты пара, подаваемого в полости форм. Стендовый способ применяют
146
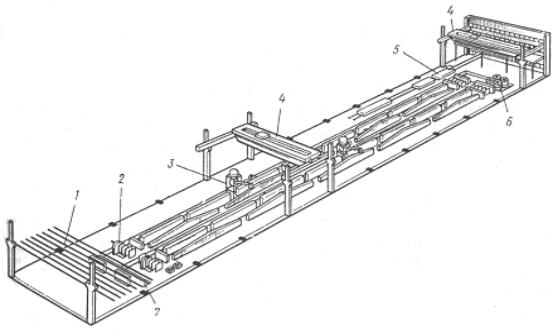
на полигонах и в условиях механизированного заводского производства для изготовления крупноразмерных и массивных конструкций.
Рис. 31. Схема технологической линии по производству длинномерных изделий стендовым способом:
1 – эстакада для подачи бетона; 2 – гидравлические домкраты; 3 – бетонораздатчик; 4 – мостовой кран; 5 – самоходная тележка для вывоза готовых изделий на склад; 6 – бухтодержатель; 7 – лебедка для протягивания проволоки
Разновидностью стендового способа является кассетный, при котором одновременно изготавливаются несколько изделий в вертикальных формах – кассетах.
Конвейерный способ отличается от поточно-агрегатного большой расчлененностью технологических операций по отдельным специализированным постам. Всего количество таких постов на конвейерной линии доходит до 9: распалубка изделий, чистка и смазка форм, осмотр форм, укладка арматуры и закладных деталей, укладка бетонной смеси, уплотнение бетонной смеси, выдержка изделий перед тепловой обработкой (рис. 32).
Изделия формуют на вагонетках-поддонах, оснащенных специальной оснасткой, образующей стенки форм. В процессе выполнения операций формовочного комплекса вагонетка толкателем ритмично через каждые 12–15 мин перемещается от поста
147
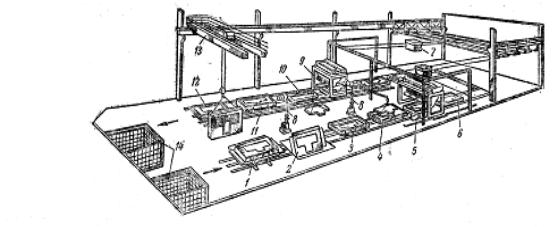
к посту по специально проложенным путям. Сформованные изделия подвергают затем пропариванию в камере непрерывного действия. Подъем и спуск изделий производится специальными подъемниками.
Рис. 32. Схема конвейерного способа производства панелей наружных стен:
1 – передаточная тележка; 2 – чистка и смазка форм; 3 – укладка фактурного слоя; 4 – укладка арматурного каркаса, закладных деталей, столярных блоков; 5 – вибронасадка; 6 – укладчик бетона; 7 – вибрирование с пригрузом; 8 – технический контроль; 9 – подъемник; 10 – камера теплообработки; 11 – снижатель; 12 – кантователь; 13 – отдел комплектации
Способ непрерывного формования осуществляется на вибропрокатных станах (рис. 33). Стан имеет непрерывно движущуюся ленту, состоящую из отдельных объемных или плоских пластин; первые обеспечивают получение ребристой поверхности, а вторые – гладкой. На непрерывно движущуюся ленту вначале стана укладывается арматура, затем на следующем участке подается бетонная смесь и уплотняется вибрированием и частично прокатом калибрующими валками; последние позволяют получать изделия строго постоянной толщины и с гладкой поверхностью. Сформованные изделия по мере движения ленты поступают в зону тепловлажностной обработки и после двухчасового пропаривания в готовом виде сходят с ленты и направляются на склад.
При поточно-агрегатном способе (рис. 34) все операции (распалубка, очистка, сборка, смазка форм, армирование, укладка и уплотнение смеси, тепловлажностная обработка и др.) осущест-
148
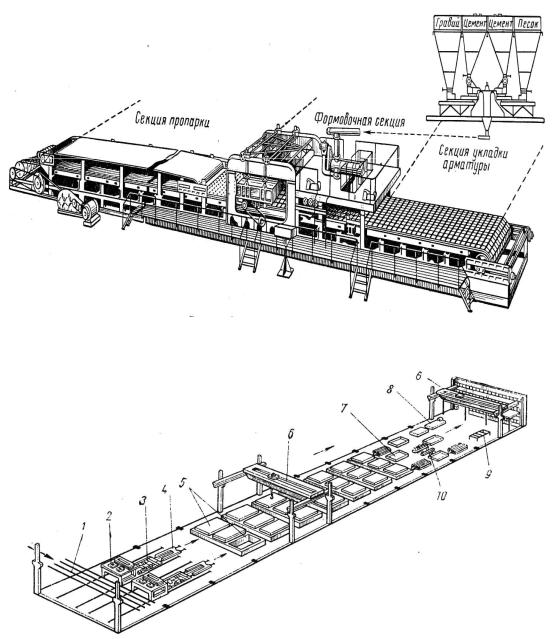
вляют в перемещаемых формах на специализированных рабочих местах.
Рис. 33. Схема вибропрокатного стана
Рис. 34. Схема размещения технологического оборудования в цехе по производству сборных железобетонных изделий агрегатно-поточным методом:
1 – эстакада для подачи бетонной смеси; 2 – самоходный бетоноукладчик; 3 – виброплощадка; 4 – пустотообразователи; 5 – пропарочные камеры ямного типа; 6 – мостовой кран; 7 – пост распалубки; 8 – самоходные тележки для вывоза готовых изделий; 9 – стенд для отделки и контроля готовых изделий; 10 – установка для натяжения стержней
149
Способ уплотнения центрифугированием обычно при-
меняют для изготовления железобетонных труб. В круглую металлическую форму устанавливают арматуру, укладывают бетонную смесь и постепенно придают цилиндрической форме вращение до 600-1000 об/мин. В результате бетонная смесь распределяется ровным слоем по внутренней поверхности формы, с большой силой прижимается к ней и уплотняется.
При уплотнении из бетонной смеси отжимается воздух и значительная часть избыточной воды. Процесс центрифугирования продолжается 15-20 мин. Изготовленное изделие направляют в камеру твердения, после чего его освобождают от формы и направляют на склад.
Железобетонные трубы и трубопроводы по конструктивным особенностям и способу изготовления подразделяют по следующим признакам.
.По способу сооружения трубопровода – монолитные и сборные. Монолитные применяются сравнительно редко: при сооружении водоводов, трубопроводов насосных станций, дюкеров и других сооружений диаметром более 150 см, рассчитанных на внутреннее давление до 0,5 МПа и небольшой протяженности (до
300 м).
По величине диаметров – малых диаметров (50 см и менее), средних диаметров (60-120 см) и больших (140 см и более). Типовые железобетонные трубы выпускают диаметрами 30, 40, 50, 60, 80, 100, 120, 140, 160, 200 и 240 см. Трубы диаметром бо-
лее 240 см разрабатывают для конкретных условий строительства.
По внутреннему давлению трубы разделяют на безнапорные и напорные. Напорные делятся на низконапорные (при давлении до 0,3 МПа), средненапорные (0,5-1,0 МПа), высоконапорные (свыше 1,5 МПа).
По виду армирования трубы железобетонные трубы бывают с ненапрягаемой арматурой и предварительно напряженной арматурой. Безнапорные и низконапорные трубы армируют ненапрягаемой арматурой, средне- и высоконапорные – предварительно напряженной. Напорные трубы изготовляют только круглыми, а безнапорные – любых поперечных сечений.
150