Материал: m33170
Физико-механические свойства канализационных труб приведены в таблице 15.
Таблица 15. Физико-механические свойства канализационных труб
Диаметр |
Прочность трубы |
Водопрони- |
Водопогло- |
Кислото- |
труб, мм |
на 1 м длины, кгс |
цаемость, |
щение, % |
стойкость, |
|
|
МПа |
|
% |
150-250 |
2000-2400 |
0,15 |
7,5-8 |
93-94 |
300-450 |
2500-3200 |
|||
500-600 |
3000-3500 |
|
|
|
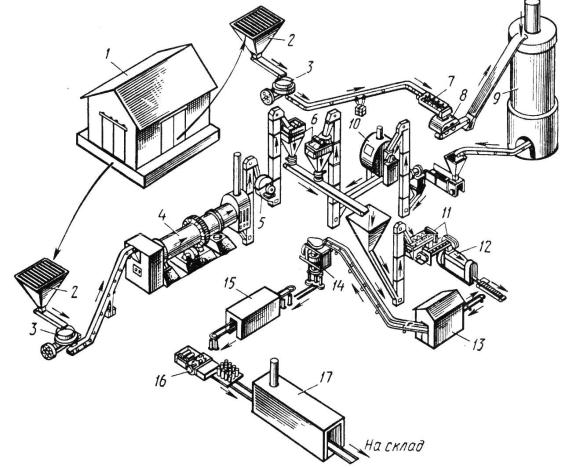
Технология изготовления труб следующая (рис. 17). Глину освобождают от крупных камней и подвергают грубому помолу, после чего подсушивают, измельчают в дезинтеграторах и просеивают.
Параллельно идет приготовление из глины шамота, т.е. измельчение и увлажнение глины, ее обжиг на шамот и дробление шамота. Отдозированную глину и шамот подают последовательно в два глиносмесителя. В первом материалы перемешивают насухо, а во втором – влажное перемешивание до заданной пластичности. Из приготовленной массы на ленточных прессах формуют полуфабрикаты (валюшки), которые направляют на вылеживание в камере, а затем – в формовочные отделения. Формование производят на специальных трубных прессах. После подвяливания производят сушку в вертикальном положении в туннельных сушилках, глазурование и обжиг - в туннельных печах в течение 45 – 60 ч.
Дренажные трубы изготавливают из пластичных глин на специальных ленточных прессах. У дренажных труб диаметр - 50, 75, 100, 125, 150, 175, 200 и 250 мм, длина - 333–500 мм, свер-
ху они покрыты глазурью и имеют отверстия диаметром 5 мм, через которые поступает вода.
Санитарно-технические изделия могут быть:
–из твердого фаянса, отличающегося пористым черепком;
–из санитарного фарфора, обладающие спекшимся череп-
ком;
– из полуфарфора, имеющие полуспекшийся черепок. Фаянс, полуфарфор и фарфор вырабатывают из одинаково-
го сырья, взятого в различных соотношениях для изделий каждой
71
группы (беложгущиеся огнеупорные глины и каолины, кварц, полевой шпат).
Рис 17. Принципиальная технологическая схема производства керамических канализационных труб:
1 – склад сырья; 2 – бункер с решеткой; 3 – стругач для измельчения глины; 4 – сушильный барабан; 5 – дезинтегратор для измельчения глины; 6 – дозатор глины и шамота; 7 – шнек для увлажнения и смешения глины; 8 – вальцы для брикетирования глины; 9 – шахтная печь для обжига глины на шамот; 10 – измельчитель шамота; 11 – шнек для смешения глины и шамота с увлажнением; 12 – формовочный пресс; 13 – склад для выдерживания полуфабрикатов; 14 – трубный пресс; 15 – туннельная сушилка; 16 – ванна для глазурования труб; 17 – туннельная печь
В настоящее время в нашей стране санитарно-строитель- ную керамику (унитазы, смывные бачки, умывальники, ванны) изготовляют преимущественно из твердого фаянса.
72
Сырьевые материалы, применяемые для изготовления са- нитарно-технических изделий, проходят следующую переработку: помол, отмучивание, просеивание и другие операции, при помощи которых обеспечивается однородность и тонкое измельчение материалов. После этого их замешивают водой в сметанообразную массу – шликер. Санитарно-технические изделия изготавливают преимущественно способом литья в гипсовых формах. После впитывания гипсом избытка воды изделия вынимают из гипсовых форм, подвяливают, оправляют и подают в сушилку для досушивания, затем покрывают глазурью и обжигают при температуре 1250–1300 °С или обжигают сырец, а затем покрывают глазурью и обжигают снова.
3.5.Изделия на основе минеральных расплавов
итехнология их получения
Кгруппе изделий из минеральных расплавов относят изделия из стекла, каменного и шлакового литья, ситаллов и шлакоситаллов.
По виду основного сырья изделия из минеральных расплавов делят на стекольные, каменные и шлаковые; по структуре – на стекловидные и стеклокристаллические. Стекловидные получают из силикатных расплавов, способных при быстром охлаждении переходить в стеклообразное состояние, для которого характерны изотропность свойств, отсутствие определенной температуры плавления и непрерывное изменение свойств при нагревании с переходом в жидкоподвижное состояние. Стеклокристаллические материалы – ситаллы и шлакоситталы сочетают в себе положительные свойства стекла и кристаллических веществ.
Группы изделий из минеральных расплавов объединяются не только схожими свойствами, но и общими технологическими принципами их получения: подготовка и расплавление исходного сырья, охлаждение полученной стекломассы, формования изделий с последующей обязательной термической обработкой для снятия внутренних напряжений и получения изделий с заданными свойствами.
Стеклом называют изотропные прозрачные тела, получаемые путем переохлаждения расплава кремнезема, сульфата натрия и других компонентов.
73
В строительстве применяют различные виды листового и строительно-архитектурного стекла. Основным видом стекла, используемым в строительстве, является листовое. Свойства стекла определяются прежде всего входящими в его состав оксидами. Главными стеклообразующими оксидами являются кремнезем, оксиды фосфора и бора. Подавляющее большинство промышленных стекол являются силикатными. Обычные силикатные стекла хорошо пропускают всю видимую часть спектра и незначительную часть ультрафиолетовых и инфракрасных лучей.
Строительное стекло имеет следующие основные свойства: твердость – 5–7 по шкале твердости; предел прочности при изгибе не менее 45 МПа, при сжатии – до 1000 МПа, плотность –
2450–2550 кг/м3.
Химический состав стекол в значительной степени влияет на их свойства. Строительное стекло содержит 71,5–72,5% SiO2; 1,5–2% Al2O3; 13–15% Na2О; 6,5–9% CaO; 3,8–4,3% MgO и не-
значительное количество других окислов (Fe2O3, K2O, SO3). Силикатные стекла отличаются высокой стойкостью к
большинству химических реагентов, за исключением плавиковой и фосфорной кислот. Химическая устойчивость силикатных стекол объясняется образованием при воздействии воды, кислот и солей защитной пленки из кремнекислоты.
Технологическая схема производства строительного стекла показана на рис. 18.
Особое внимание обращают на подготовку исходных компонентов, их химическую однородность и чистоту, на процесс приготовления шихты, варку стекла и его вытягивание.
При варке стекла процесс перехода шихты при нагревании сопровождается сложными физико-химическими процессами и проходит в несколько стадий. Важнейшие из них: силикатообразование, стеклообразование, осветление, гомогенизация и охлаждение стекломассы.
Стадия силикатообразования требует нагрева шихты до
800–900 °С, в этот момент происходит испарение влаги из шихты, диссоциация углекислых и сернокислых солей кальция, магния и натрия с выделением газообразных продуктов (CO2, SO2, H2O), взаимодействие между компонентами шихты с образованием силикатов.
74
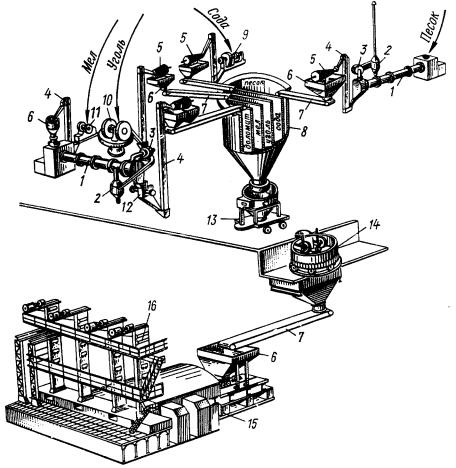
Рис. 18. Технологическая схема производства листового строительного стекла:
1 – сушильный барабан; 2 – циклон; 3 – вентилятор; 4 – элеватор; 5 – сито; 6 – бункер; 7 – транспортер; 8 – секционный бункер сырья (мела, угля, соды и т.д.); 9 – дезинтегратор; 10 – бегуны; 11 – щековая дробилка; 12 – молотковая дробилка; 13 – вагонетка-
весы; 14 – смешение шихты; 15 – стекловаренная печь; 16 – машина для вытягивания стекла
Стадия стеклообразования наблюдается при повышении температуры до 1150–1200 °С, в этот момент завершаются процессы силикатообразования, образуется неоднородная, пронизанная пузырьками газа стекломасса.
Стадия дегазации наступает при повышении температуры до 1400–1500 °С, в этот момент происходит удаление газов и ос-
75