Материал: m33170
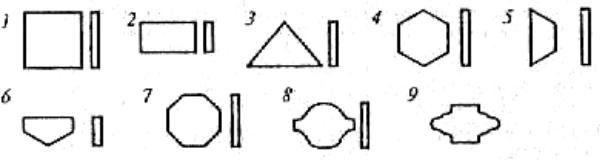
Рис. 15. Типы керамических плиток для полов:
1 – квадратная; 2 – прямоугольная; 3 – треугольная; 4 - шестигранная; 5 – четырехгранная; 6 – пятигранная; 7 – восьмигранная; 8, 9 – фигурные
Основные размеры плиток приведены в таблице 13. Применяют в помещениях с влажным режимом и повышенной интенсивностью движения – бани, ванные комнаты, кухни, коридоры, станции метрополитена, промышленные здания.
Таблица 13. Основные размеры плиток для полов
Координационные раз- |
Номинальные размеры, мм |
||
меры, мм |
|
|
|
длина |
ширина |
длина и ширина |
толщина |
Квадратные плиты |
Устанавливает предпри- |
не менее 7,5 |
|
500 |
500 |
ятие-изготовитель, чтобы |
|
400 |
400 |
ширина шва составляла |
|
|
|
от 2 до 5 мм |
|
330 |
330 |
|
|
300 |
300 |
|
|
250 |
250 |
|
|
200 |
200 |
|
|
150 |
150 |
|
|
Прямоугольные плиты |
|
|
|
500 |
300 |
|
|
400 |
300 |
|
|
300 |
200 |
|
|
250 |
200 |
|
|
200 |
150 |
|
|
Примечание. Координационный размер соответствует суммарной величине номинального размера плитки и ширины шва.
66
Полы из керамических плиток практически водонепроницаемы, характеризуются малым истиранием, не дают пыли, легко моются, долговечны, обладают стойкостью к действию кислот и щелочей. Недостатком таких полов являются высокая хрупкость, большая теплопроводность и высокая трудоемкость их возведения.
Плиты керамические фасадные предназначены для облицов-
ки фасадов зданий. В зависимости от конструкции, способов изготовления и методов крепления плиты разделяют на закладные и прислонные. Закладные плиты устанавливают во время кладки стен, а прислонные крепят на растворе после возведения и осадки здания. Выпускают плиты размером от 50х50 мм до 300х150 с допусками ± 5 мм по длине и ± 3 мм по ширине. Морозостойкость - не менее МРЗ 25, водопоглощение должно быть не более 12%.
Огнеупорные материалы изготовляют в виде кирпича, блоков, плит и фасонных элементов из различных сырьевых компонентов по технологии, близкой к керамической (формование или прессование, сушка, обжиг). По степени огнеупорности их разделяют на огнеупорные (1580–1770 °С), высокоогнеупорные (1770– 2000 °С) и высшей огнеупорности (выше 2000 °С), а в зависимости от химико-минералогического состава - на кремнеземистые, алюмосиликатные, магнезиальные, хромистые, углеродистые. Наибольшее распространение получили кремнеземистые и алюмосиликатные огнеупорные изделия.
Кремнеземистые (динасовые) изделия получают из кварце-
вых пород (кварц, кварцит, кварцевый песок) с добавкой глины обжигом. Огнеупорность изделий до 1730°С, они имеют достаточную прочность (15–35 МПа). Применяют динасовые изделия для кладки сводов и стен мартеновских и стекловаренных печей. Кварцевое стекло получают плавлением кварца. Оно обладает хорошей термостойкостью и весьма высокой плотностью.
Алюмосиликатные огнеупоры в зависимости от содержания SiO2 и Аl 2О3 в обожженном продукте разделяют на три вида:
полукислые, шамотные и высокоглиноземистые.
П о л у к и с л ы е о г н е у п о р ы изготовляют обжигом кварцевых пород на глиняной или каолиновой связке. Огнеупорность изделий на каолиновой связке не ниже 1710°С, на глиняной
67
– не ниже 1580°С. Их применяют для футеровки коксовых линий, вагранок и т.д.
Ш а м о т н ы е о г н е у п о р ы получают из огне-
упорных глин и каолинов, отощенных шамотом из этой же глины. Огнеупорность шамотных материалов – до 1730°С, а прочность при сжатии - 10–12,5 МПа. Они отличаются термической стойкостью. Применяют их для кладки доменных печей, облицовки топок паровых котлов, дымоходов и т.д.
В ы с о к о г л и н о з е м и с т ы е о г н е у п о р ы изготов-
ляют из высокоглиноземистого глинистого сырья с содержанием глинозема более 45% (бокситы, диаспор, корунд) обжигом до спекания или методом литья из расплавов. Эти изделия имеют огнеупорность до 2000°С и высокую теплоустойчивость. Применяют для кладки стекловаренных печей.
Гравий керамзитовый (пористый гранулированный материал ячеистого строения с закрытыми мелкими порами) получают путем обжига, сопровождающегося вспучиванием легкоплавкой глиняной массы.
По размеру зерен гравий подразделяют на три фракции: 5(3)–10; 10–20; 20–40 мм. Основной характеристикой керамзитового гравия является средняя насыпная плотность, по которой его подразделяют на 12 марок (от 150 до 800 кг/м3). Содержание в гравии расколотых зерен не должно превышать 15% по массе, морозостойкость должна быть не менее F15, причем потеря массы не должна превышать 8%, водопоглощение по массе должно быть не более 15–25% в зависимости от марки гравия.
Сырьем для производства гравия служат легкоплавкие глины, содержащие 6–12% окислов железа, 2–3% щелочных окислов и до 3% органических примесей, трепелы, глинистые сланцы, а также золы тепловых станций, способные вспучиваться при термической обработке.
Технологический процесс производства керамзитового гравия можно разделить на четыре этапа: подготовка глиняной массы, формование гранул, тепловая обработка, охлаждение готового гравия.
Глиняную массу можно подготовить сухим или пластическим способом. Более распространен пластический способ. Им перерабатывают рыхлые глины, которые после обработки на
68
зубчатых вальцах и в глиномешалке поступают на дырчатые вальцы, где формуют гранулы. Керамзитовый гравий обжигают во вращающихся печах барабанного типа при температуре до 1300 °С в течение 30–60 мин, затем охлаждают в барабанных охладителях.
Черепица глиняная изготавливается шести типов: пазовая штампованная и ленточная, плоская и волнистая ленточная, S- образная ленточная и коньковая.
По форме и размерам черепица должна соответствовать требованиям стандарта, не иметь короблений и трещин, искривление поверхности ребер допускается не более 3 мм, иметь морозостойкость не менее F25, глубина пазов черепицы должна быть не менее 5 мм, высота шпонов для подвески должна быть не менее 20 мм, на тыльной стороне черепицы должно иметься ушко с отверстием для привязки ее к обрешетке.
Основным сырьем для производства черепицы является легкоплавкая пластичная глина, которую тщательно обрабатывают для разрушения природной структуры, удаления твердых включений и повышения пластичности. Целесообразно вводить в
глиняную массу 10-15% шамота, что уменьшает усадку и коробление изделий. Схема производства ленточной черепицы показана на рис. 16.
Керамические канализационные трубы изготовляют диамет-
ром от 150 до 600 мм с градацией 50 мм (табл.14), они имеют плотный спекшийся черепок и покрыты изнутри и снаружи глазурью. Морозостойкость – не менее F15.
Сырьем для производства служат огнеупорные и тугоплавкие глины с добавкой тонкомолотого шамота. Канализационные трубы формуют с раструбом на трубных прессах, высушивают, покрывают глазурью и обжигают при температуре 1250–1300 °С. Глазурь создает внутри труб гладкую водонепроницаемую поверхность, увеличивает их химическую стойкость и уменьшает гидравлическое сопротивление при прохождении сточных жидкостей.
69
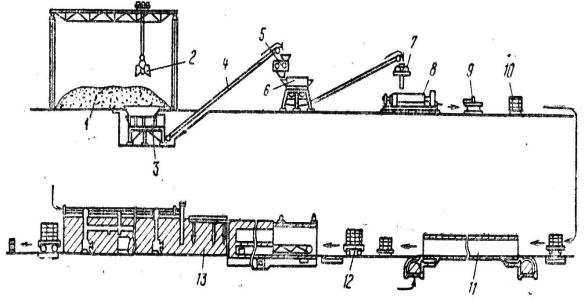
Рис. 16. Технологическая схема производства ленточной черепицы:
1 – хранилище глины; 2 – грейферный кран; 3 – ящичный подаватель; 4 – конвейер; 5 – камневыделительные вальцы; 6 – бегуны мокрого помола; 7 – вальцы тонкого помола; 8 – вакуумный пресс; 9 – автомат разрезки; 10 - вагонетки;11 – туннельная сушилка; 12 – вагонетка; 13 – туннельная печь
Таблица 14. Размеры керамических канализационных труб, мм
|
Ствол трубы |
|
Раструб трубы |
Номи- |
||||
внутренний |
номиналь- |
номи- |
внутренний |
номи- |
нальная |
|||
диаметр |
ная длина |
нальная |
диаметр |
нальная |
толщина |
|||
номи |
предел |
(± 20) |
длина |
номи- |
предел |
глубина |
стенки |
|
наль- |
откло- |
|
нарезки, |
наль- |
откло- |
(± 5) |
ствола и |
|
ный |
нений |
|
(± 5) |
ный |
нений |
|
раструба |
|
|
|
|
|
|
|
|
(± 4) |
|
150 |
± 7 |
1000, 1100, |
|
224 |
± 7 |
|
19 |
|
200 |
|
282 |
|
20 |
||||
|
1200, 1300, |
60 |
|
60 |
||||
250 |
± 9 |
340 |
± 9 |
22 |
||||
1400, 1500 |
|
|
||||||
300 |
± 10 |
|
398 |
± 10 |
|
27 |
||
|
|
|
||||||
350 |
|
|
|
456 |
|
|
28 |
|
400 |
± 11 |
1000, 1100, |
70 |
510 |
± 11 |
70 |
30 |
|
450 |
1200, 1300, |
568 |
34 |
|||||
500 |
|
1400, 1500 |
|
622 |
|
|
36 |
|
550 |
|
|
|
678 |
|
|
39 |
|
600 |
± 12 |
|
|
734 |
± 12 |
|
41 |
|
70