Материал: m33170
Керамическая масса представляет собой пресс-порошок с небольшой влажностью (8–12% при полусухом и 2–8% при сухом способе формования), поэтому изделия из таких масс формуют под большим давлением на специальных автоматических прессах. Изделия после прессования можно сушить быстрее или совмещать сушку с обжигом, что ведет к ускорению производства, сокращению расхода топлива и удешевлению продукции.
В отличие от пластического способа прессования можно использовать малопластичные глины, что расширяет сырьевую базу производства. Полусухим способом прессования можно изготовлять кирпич сплошной и пустотелый, облицовочные плитки, а сухим способом – плитки для полов, дорожный кирпич, изделия из фаянса и фарфора.
Сухой способ является разновидностью современного развития полусухого способа производства керамических изделий. Пресс-порошок при этом способе готовится с влажностью 2-6%. При этом полностью устраняется необходимость операции сушки. Таким способом изготавливают плотные керамические изделия: плитки для полов, дорожный кирпич.
При изготовлении изделий шликерным способом исходные материалы измельчают и тщательно смешивают с большим количеством воды (до 40–50%) до получения однородной текущей массы. Этот способ применяют для изготовления фаянсовых, фарфоровых изделий, облицовочных плиток.
Сушка изделий – весьма ответственный этап технологии, так как трещины возникают на этом этапе, а при обжиге они лишь окончательно проявляются. Обычно достаточным является высушивание сырца до остаточной влажности 5–6%. Прежде сырец сушили в естественных условиях (сушильные сараи). Этот способ не требует затрат энергии, но занимает много времени (до 10–20 суток). В настоящее время применяют искусственную сушку в специальных сушилках периодического или непрерывного действия, используя дымовые газы обжигательных печей. Срок сушки сокращается иногда до 2–3 ч.
Важной стадией является о б ж и г керамических изделий. При обжиге сырца образуется искусственный каменный матери-
56
ал, который в отличие от глины не размывается водой и обладает высокой прочностью.
При нагреве сырых керамических изделий до температуры 120°С удаляется свободная вода и керамическая масса становится непластичной, а при нагреве до 450–600°С удаляется химически связанная вода и выгорают органические примеси. Затем происходит разложение глинистых минералов вплоть до распада кристаллической решетки и образования аморфной смеси глинозема и кремнезема. При дальнейшем нагреве до температуры 1000°С возможно образование новых кристаллических силикатов типа Аl 2О3 × Si О . Одновременно с этим легкоплавкие соединения кера-
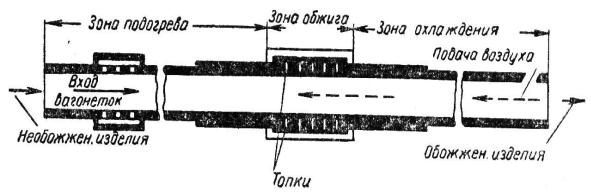
мической массы и минералы-плавни создают некоторое количество расплава. Расплав, обволакивая нерасплавившиеся частицы, заполняет поры между ними и, обладая силой поверхностного натяжения, стягивает их, вызывая их уплотнение. В результате после остывания образуется прочный монолитный черепок. Этот процесс называют спеканием. Обжиг изделий из легкоплавких глин ведут при температуре 900–1000 °С, а тугоплавких – при 1150–1400 °С. Для обжига керамических материалов используют специальные печи – кольцевые, туннельные, щелевые и т.д. (рис. 11).
Рис. 11. Туннельная печь для обжига кирпича (продольный разрез)
После обжига изделия необходимо охладить, не допуская резкой смены температур, чтобы предотвратить образование трещин. В начальной стадии температуру снижают медленно и лишь после достижения 650°С процесс охлаждения можно ускорить.
57
3.4. Виды керамических материалов
Стеновые материалы представляют наиболее распространенную группу керамических материалов. По средней плотности в сухом состоянии стеновые материалы подразделяют на три группы:
– эффективные, улучшающие теплотехнические свойства стен и позволяющие уменьшить их толщину по сравнению с толщиной стен, выполненных из обыкновенного кирпича; средняя плотность эффективного кирпича – не более 1400 кг/м3, а керамических камней – не более 1450 кг/м3;
– условно эффективные, улучшающие теплофизические свойства ограждающих конструкций; средняя плотность условно эффективного кирпича - 1400–1600 кг/м3, керамических камней - 1450–1600 кг/м3; средняя плотность обыкновенного кирпича – свыше 1600 кг/м3.
Стеновые материалы имеют пористый черепок. Пористость косвенно контролируется водопоглощением, минимальная величина которого должна быть 6–8%. Морозостойкость стеновых керамических материалов должна быть не менее 15 циклов попеременного замораживания–оттаивания.
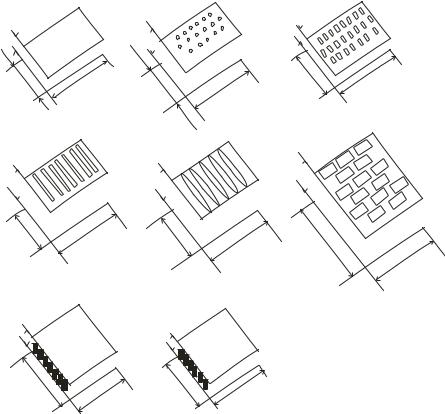
Кирпич глиняный обыкновенный (рис. 12) имеет форму параллелепипеда с ровными гранями и прямыми ребрами и углами; размеры кирпича - 250х120х65 или 250х120х88 мм.
Для кирпича толщиной 88 мм обязательно наличие круглых или щелевых пустот, что позволяет снизить среднюю плотность и экономить сырье. Формуют кирпич пластическим или полусухим способами. Средняя плотность находится в пределах 1600–1800 кг/м3, а теплопроводность - 0,75–0,81 Вт/м×°С. Прочность кирпича характеризуется пределом прочности при сжатии и изгибе и обозначается марками 75, 100, 125, 150; 175, 200; 250 и 300. По морозостойкости кирпич подразделяют на марки F15, F25, F35 и F50.
Кирпич должен быть нормально обожжен, удовлетворять требованиям стандарта по внешнему виду. Это устанавливается путем осмотра и обмера по следующим признакам: отклонение от установленных размеров, искривления, отбитость углов и ребер, наличие сквозных трещин, проходящих поперек кирпича. Кирпич
58
применяют для кладки наружных и внутренних стен, кладки дымоходов и труб в зонах, где температура не превышает температуры обжига кирпича, изготовления стеновых блоков и панелей. Кирпич полусухого прессования не допускается использовать для кладки фундаментов и цоколей ниже гидроизоляционного слоя.
а)
65
1 |
|
|
2 |
0 |
|
0 |
||
5 |
||
|
2 |
|
г) |
|
|
138 |
|
|
1 |
0 |
|
2 |
||
5 |
||
0 |
||
|
2 |
ж)
120 |
2 |
5 |
0 |
0 |
5 |
2 |
б)
88
1 |
0 |
2 |
|
0 |
5 |
|
2 |
д)
1 |
|
3 |
|
8 |
0 |
|
|
|
5 |
|
2 |
з) |
|
80 |
|
2 |
|
5 |
|
0 |
0 |
|
|
|
5 |
|
2 |
в)
65
1 |
|
3 |
|
8 |
8 |
|
|
|
8 |
|
2 |
е)
138
2 5 0
0 5 2
Рис. 12. Типы керамического кирпича и камня: кирпич: а) обыкновенный; б) утолщенный; в) модульный; камень: г) обыкновенный; д) модульный; е) укрупненный;
ж), з) с горизонтальным расположением пустот
Условное обозначение керамических изделий должно состоять из названия, вида, марки по прочности и морозостойкости, обозначения стандарта.
Например, кирпич керамический полнотелый одинарный марки по прочности 100, марки по морозостойкости F15 обозначается:
кирпич К – О 100/15/ГОСТ 530-95
или: кирпич керамический утолщенный марки по прочности 125, по морозостойкости F15:
кирпич К – У 125/25/ГОСТ-530-95.
59
Кирпич и камни пустотелые пластического формования имеют сквозные щелевидные или круглые отверстия, а полусухого прессования – сквозные или несквозные пустоты различной формы. Пористо-пустотелый кирпич получают аналогично пустотелому, но в состав керамической массы вводят выгорающие добавки.
По средней плотности эти виды кирпича и камня могут быть эффективными и условно эффективными; по пределу прочности при сжатии и изгибе с вертикально расположенными пус-
тотами - марок 75, 100, 125, 150, 175, 200, 250, 300, а с горизон-
тально расположенными пустотами – 25, 35, 50, 75, 100. Пустотелый кирпич применяют наравне с обыкновенным, за исключением кладки фундаментов, подземных частей стен, печей и дымовых каналов.
Маркировка: кирпич керамический пустотелый одинарный марки по прочности 150, по морозостойкости F15:
кирпич КП – О 150//15/ГОСТ 530-95,
или: кирпич керамический утолщенный с горизонтальным расположением пустот марки по прочности 100, по морозостойкости
F15:
кирпич КУГ – 100/15/ГОСТ 530-95,
или: камень керамический марки по прочности 100, по морозостойкости F15:
камень К 100/15/ГОСТ 530-95,
или: камень керамический укрупненный по прочности 150, по морозостойкости F15:
камень КУК 150/15/ГОСТ 530-95,
или: камень керамический укрупненный с горизонтальным расположением пустот по прочности 50, по морозостойкости F15:
камень КУГ 50/15/ ГОСТ 530-95.
По внешнему осмотру для кирпича и камней не допускаются дефекты, размеры и число которых превышают указанные в таблице 10.
Предельные отклонения от номинальных размеров в миллиметрах не должны превышать:
для изделий пластического формования из лессов, трепелов, диатомитов: по длине – ± 7; по ширине – ± 5;
60