Материал: m33170
Огневая усадка глин происходит при обжиге вследствие того, что наиболее легкоплавкие соединения глины переходят в жидкое состояние, жидкость обволакивает нерасплавившиеся частицы и заполняет промежутки между ними. Частичное плавление глины и действие сил поверхностного натяжения жидкой фазы вызывают сближение частиц, в результате чего объем глины уменьшается. Огневая усадка глин в зависимости от их вида может быть от 2 до 6%.
Полной усадкой глин называют сумму воздушной и огневой усадок. Полная усадка бывает в пределах от 5 до 18%. Для получения изделий с заданными размерами полную усадку учитывают при формовании, увеличивая соответственно размеры форм.
Огнеупорность – свойство глин выдерживать действие высокой температуры без деформаций. Определяют ее керамическими пироскопами (конусами Зегера), имеющими форму трехгранной пирамиды высотой 30 мм и стороной у основания 8 мм, а у вершины - 2 мм, и характеризуют той температурой, при которой конус размягчается и оседает, касаясь своей вершиной подставки, на которой он введен в печь. По огнеупорности различают глины трех групп: огнеупорные (огнеупорность свыше 1580 оС), тугоплавкие (1350–1580 оС) и легкоплавкие (ниже 1350 оС).
К огнеупорным относят каолинитовые глины, содержащие мало примесей. Такие глины используют для производства фарфора, фаянса и огнеупорных изделий. Тугоплавкие глины содержат окислы железа, кварцевый песок и другие примеси в значительно большем количестве, чем огнеупорные и применяются для изготовления тугоплавкого, облицовочного и лицевого кирпича, плиток для полов и канализационных труб. Легкоплавкие глины разнообразны по своему составу. Содержат большое количество примесей. Их используют в кирпичном и черепичном производствах, в производстве легких заполнителей и т.д.
Добавки к глинам
Для придания различных свойств как глинам, так и получаемым из них керамическим изделиям в глину вводят различные добавки.
51
Отощающие добавки вводят в высокопластичные глины для уменьшения воздушной и огневой усадок. В качестве отощающих добавок применяют вещества неорганического происхождения: кварцевый песок, шамот (обожженная и измельченная глина), бой изделий, шлак, золу. Эти добавки не только уменьшают усадку, но и улучшают формовочные свойства массы, облегчают технологический процесс, улучшают термостойкость и теплопроводность изделий.
Выгорающие добавки вводят в глинистую массу для получения изделий с меньшей средней плотностью и повышенной пористостью. Наиболее широко для этих целей применяют органические добавки – древесные опилки, угольную мелочь и угольный порошок, торфяную пыль и т.д.
Применяют также вещества, выделяющие при высокой температуре обжига углекислоту, что ведет к образованию пор
– мел, доломит, глинистый мергель и т.д.
Плавни добавляют в глину в тех случаях, когда необходимо понизить температуру ее спекания. Это полевые шпаты, железная руда, доломит, магнезит и т.д.
Специальные добавки вводят в глиняную массу для получения специфических свойств керамического черепка.
Для получения кислостойких изделий и облицовочных плиток к глинам добавляют песчаные смеси, затворенные жид-
ким стеклом или щелочами. Для получения некоторых видов цветной керамики в сырьевую массу добавляют окислы металлов (кобальта, хрома и т.д.)
В качестве добавок, повышающих пластичность формо-
вочной массы, применяют поверхностно-активные вещества
(сульфитно-дрожжевую барду).
Для придания стойкости к внешним воздействиям, водонепроницаемости и определенного вида поверхности керамические материалы покрывают глазурью или ангобом. Г л а з у р ь представляет собой стекловидное покрытие толщиной 0,1–0,2 мм, ее наносят на поверхность керамического изделия и закрепляют на нем обжигом при высокой температуре. Получается остеклованная поверхность. Глазури приготавливают из каолина, кварца, мела, доломита, глины, свинца и т.д. Наносят глазури на высу-
52
шенные или обожженные изделия разными способами: пульверизацией, окунанием изделий в суспензию, поливкой суспензией.
В отличие от глазури ангоб не дает расплава при обжиге, т.е. не образует стекловидного слоя. По свойствам ангоб должен быть близким к основному черепку. А н г о б о м называют нанесенное на изделие покрытие из тонкого слоя беложгущейся или цветной глины. Ангоб обжигают до полного спекания с изделиями.
3.3. Общая технология производства керамических изделий
Керамические изделия вследствие их разнообразия изготовляют разными технологическими приемами, но основные этапы их производства примерно одинаковы и состоят из добычи глины, подготовки массы для формования, формования изделий (сырца), сушки, их обжига и охлаждения.
В большинстве случаев глину д о б ы в а ю т открытым способом - экскаваторами, скреперами и другими машинами. Доставляют на завод рельсовым, автомобильным транспортом, ленточными транспортерами или подвесными дорогами. Карьерная глина обычно непригодна для получения изделий, поэтому технология получения керамических изделий начинается с п р и – г о т о в л е н и я так называемой к е р а м и ч е с к о й или р а – б о ч е й м а с с ы.
Цель этой стадии производства – разрушить природную структуру глиняного сырья, удалить из него вредные примеси, крупные куски измельчить, а затем обеспечить равномерное смешивание всех компонентов с водой до получения однородной и удобоформуемой керамической массы. В зависимости от вида изготавливаемой продукции и свойств исходного сырья керамическую массу получают пластическим, жестким, полусухим, сухим и шликерным (мокрым) способами. В связи с этим выбирают и способ формования изделий – пластическое формование, жесткое, полусухое или сухое прессование, литье.
При пластическом способе подготовки массы и формования исходные материалы обрабатывают до получения однородной массы (рис. 9). Для этого сырье сначала подвергают двухстадийному измельчению в вальцах (3), а затем в бегунах (4), откуда сырье поступает в глиносмеситель (6), где увлажняется до 18–
53
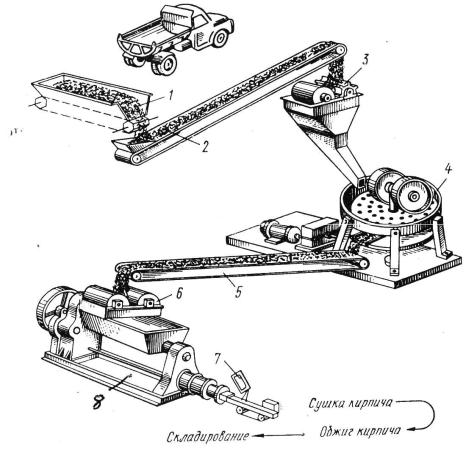
28% и более и перемешивается до получения однородной пластичной массы, которая подается в ленточный пресс (8). Глиняный брус требуемого сечения, выходящий через мунштук пресса, разрезается резательным аппаратом на изделия (7), а затем они направляются на сушку и обжиг.
Рис. 9. Технологическая схема производства керамического кирпича пластическим способом прессования:
1 – ящичный подаватель; 2 – транспортер; 3 – дробление глины на дезинтеграторных вальцах; 4 – помол глины на бегунах; 5 – транспортер; 6 – глиносмеситель; 7 – резка кирпича-сырца на
автомате; 8 – ленточный пресс
Этот способ наиболее распространен при выпуске массовых изделий (кирпич обыкновенный и пустотелый, камни, черепица и т.д.) и применяется в случаях использования среднепластичных глин с малым содержанием посторонних включений.
Жесткий способ формования является разновидностью пластического способа. Влажность формируемой массы при этом
54
способе составляет 13-18%. Формирование осуществляется на мощных вакуумных шнековых или гидравлических прессах под давлением до 20 МПа. При этом способе используются менее пластичные глины, и он менее энергоемкий по сравнению с пластическим способом. Жесткий способ формования наиболее распространен при выпуске сплошных и пустотелых кирпичей, камней, блоков и панелей, черепицы.
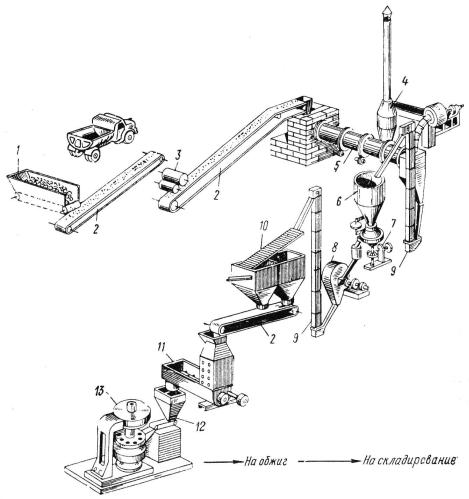
При полусухом способе подготовки сырьевые минералы подсушивают, дробят, размалывают в порошок, а затем перемешивают и увлажняют водой (рис. 10).
Рис. 10. Технологическая схема производства кирпича методом полусухого прессования:
1 - ящичный подаватель; 2 – ленточный транспортер; 3 – дезинтеграторные вальцы; 4 – циклон; 5 – сушильный барабан; 6 – бункер; 7 – тарельчатый питатель; 8 – дезинтегратор; 9 – элеваторы; 10 – грохот; 11 – глиносмеситель с пароувлажнителем; 12 – питатель; 13 – пресс
55