Материал: Курсовой проект по ТО
2.3 Расчет параметров силового привода.
Для закрепления заготовки используется зажимной механизм. В зажимных механизмах обычно применяются пневматические, гидравлические и смешанные типы приводов.
Пневматический привод при своей простоте и удобстве эксплуатации имеет ряд недостатков: во-первых, воздух сжимаем и при переменных нагрузках пневмопривод не обеспечит достаточной жёсткости закрепления. Во-вторых, данный вид привода развивает меньшее усилие, нежели гидропривод; и в третьих, из-за мгновенного срабатывания пневмопривода прижим будет резко ударять по детали, что отрицательно скажется и на заготовке, и на зажимном механизме, и на условиях труда рабочего. Соответственно, в нашем приспособлении применим гидравлический привод.
С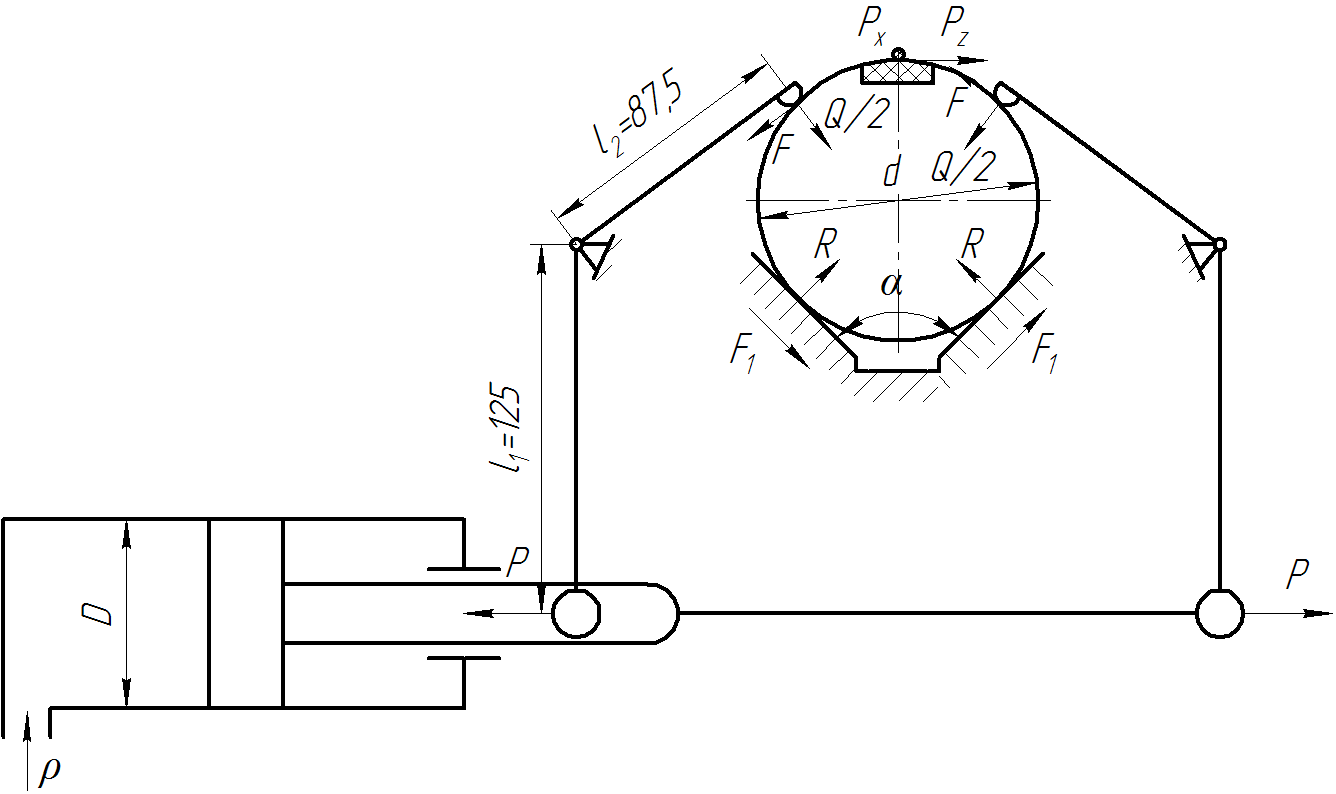 оставим
схему зажимного механизма.
оставим
схему зажимного механизма.
Необходимую силу крепления
 заготовки определяем по уравнению:
заготовки определяем по уравнению:

 где
где
 – необходимая сила крепления заготовки
при учете силы резания
– необходимая сила крепления заготовки
при учете силы резания
 ,
создающая момент резания;
,
создающая момент резания;
 – необходимая сила закрепления заготовки
при учете силы резания
– необходимая сила закрепления заготовки
при учете силы резания
 ,
смещающая заготовку в направлении
подачи.
,
смещающая заготовку в направлении
подачи.
Силу
и
определяем из условия статического
равновесия заготовки, находящейся
под действием моментов от сил
,
,
 и
и
 .
.

Так как
 то с учетом коэффициента запаса
то с учетом коэффициента запаса

Аналогично получаем

Полная сила крепления заготовки:
Принимаем по табл. 3 [10 стр. 384]
 – коэффициенты трения в местах контакта
заготовки с опорами и зажимным механизмом
соответственно.
– коэффициенты трения в местах контакта
заготовки с опорами и зажимным механизмом
соответственно.
В свою очередь коэффициент запаса, учитывающий нестабильность силовых воздействий на заготовку, находим по формуле:
где
– гарантированный коэффициент запаса;
– коэффициент, учитывающий вид технологической базы;
 – коэффициент, учитывающий увеличение
сил резания вследствие затупления
режущего инструмента;
– коэффициент, учитывающий увеличение
сил резания вследствие затупления
режущего инструмента;
 – коэффициент, учитывающий прерывистость
резания;
– коэффициент, учитывающий прерывистость
резания;
 – коэффициент, характеризующий
постоянство силы развиваемой зажимным
механизмом.
– коэффициент, характеризующий
постоянство силы развиваемой зажимным
механизмом.
– коэффициент, характеризующий эргономику зажимного механизма.
 – коэффициент, характеризующий установку
заготовки.
– коэффициент, характеризующий установку
заготовки.

Так как в результате расчета , то принимаем .

Из условия статического равновесия
прихватов
 .
.
Сила
 силового цилиндра, необходимая для
закрепления заготовки, равна
силового цилиндра, необходимая для
закрепления заготовки, равна
 ,
тогда диаметр поршня цилиндра
,
тогда диаметр поршня цилиндра
 может быть рассчитан по формуле:
может быть рассчитан по формуле:

Решая это уравнение относительно , получаем:

где
 – рабочее давление масла, принимаемое
в расчетах равным 1 МПа;
– рабочее давление масла, принимаемое
в расчетах равным 1 МПа;
– КПД.
Определяем диаметр поршня гидроцилиндра:
В качестве привода фрезерного приспособления выбираем гидроцилиндр по ГОСТ 19899-74 с диаметром поршня 125 мм.
 Т.к.
действительная
сила зажима
Т.к.
действительная
сила зажима
 превышает
необходимую
силу крепления
превышает
необходимую
силу крепления
 заготовки, то расчет выполнен верно.
заготовки, то расчет выполнен верно.
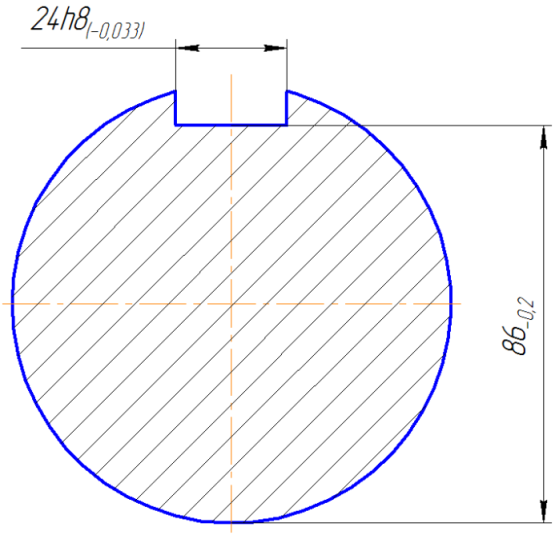
2.4 Расчет приспособления на точность получаемых размеров.
Сборка шпоночных соединений производится по методу полной взаимозаменяемости без дополнительной доработки шпонки или паза.
Точность паза определяется точностью размеров.

При работе на настроенном оборудовании
точность размеров
 и
и
 зависит от точности настройки режущего
инструмента и от точности выполнения
элементов приспособления.
зависит от точности настройки режущего
инструмента и от точности выполнения
элементов приспособления.
Точность элементов приспособления в направлении размера рассчитываем по формуле:

где
 – операционный допуск на размер
,
– операционный допуск на размер
,
 ;
;
 – коэффициент, учитывающий отклонение
рассеяния значений составляющих величин
от закона нормального распределения,
– коэффициент, учитывающий отклонение
рассеяния значений составляющих величин
от закона нормального распределения,
 ;
;
 – коэффициент, учитывающий уменьшение
погрешности базирования при работе на
настроенном оборудовании,
– коэффициент, учитывающий уменьшение
погрешности базирования при работе на
настроенном оборудовании, ;
;
– погрешность базирования в направлении операционного размера;
 – погрешность закрепления;
– погрешность закрепления;
 – погрешность, зависящая от точности
изготовления установочного элемента
(призмы);
– погрешность, зависящая от точности
изготовления установочного элемента
(призмы);
 – погрешность износа установочного
элемента;
– погрешность износа установочного
элемента;
 – экономическая точность обработки,
– экономическая точность обработки,
 ;
;
 – коэффициент, учитывающий долю
погрешности обработки в суммарной
погрешности метода, вызываемой факторами,
не зависящими от приспособления,
– коэффициент, учитывающий долю
погрешности обработки в суммарной
погрешности метода, вызываемой факторами,
не зависящими от приспособления, .
.
При установке в призму нарушается принцип единства баз и по размеру появляется погрешность:
Величину рассчитываем по формуле:
где
 – поправочный коэффициент, учитывающий
вид материала заготовки, для стали
– поправочный коэффициент, учитывающий
вид материала заготовки, для стали
 .
.
 – непостоянство силы зажима определяем,
используя формулу:
– непостоянство силы зажима определяем,
используя формулу:

Учитывая, что
 определяем погрешность
по формуле:
определяем погрешность
по формуле:
Погрешность износа установочного элемента рассчитываем по формуле:
 где
где
 – средний износ установочного элемента
при базовом числе установок
– средний износ установочного элемента
при базовом числе установок
 .
.
 ;
;
 – коэффициент, учитывающий влияние
материала заготовки,
– коэффициент, учитывающий влияние
материала заготовки,
 ;
;
 – коэффициент, учитывающий вид
оборудования,
– коэффициент, учитывающий вид
оборудования,
 ;
;
 – коэффициент, учитывающий условия
обработки,
– коэффициент, учитывающий условия
обработки,
 ;
;
 – коэффициент, учитывающий число
установок заготовки
– коэффициент, учитывающий число
установок заготовки
 ,
отличающееся от принятого N,
,
отличающееся от принятого N,
 .
.

Определяем погрешность:


Так как
 ,
т.е.
,
т.е.
 – спроектированное приспособление
обеспечивает требуемую точность
получения заданного размера.
– спроектированное приспособление
обеспечивает требуемую точность
получения заданного размера.