Материал: Курсовой проект по ТО
 – годовая программа выпуска деталей,
шт.;
– годовая программа выпуска деталей,
шт.;
Амортизационные отчисления от стоимости оборудования на полное восстановление определяются по формуле:
где
Ф – балансовая стоимость оборудования, руб., определяется как произведение оптовой цены и коэффициента 1,122-1,3 учитывающего затраты на транспортирование и установку станка;
 – общая норма амортизационных отчислений,
%.
– общая норма амортизационных отчислений,
%.
Затраты на ремонт, включая капитальный ремонт, и техническое обслуживание оборудования:
где
 – нормативы годовых затрат на ремонт
соответственно механической и
электрической частей оборудования,
руб/год;
– нормативы годовых затрат на ремонт
соответственно механической и
электрической частей оборудования,
руб/год;
 – категория ремонтной сложности
соответственно механической и
электрической частей оборудования;
– категория ремонтной сложности
соответственно механической и
электрической частей оборудования;
 – коэффициент, зависящий от класса
точности оборудования;
– коэффициент, зависящий от класса
точности оборудования;
Затраты на режущий инструмент, отнесённые к одной деталь – операции:
где
1,4 – коэффициент, учитывающий затраты на повторную заточку инструмента;
 – цена единицы инструмента, руб.;
– цена единицы инструмента, руб.;
 – коэффициент машинного времени;
– коэффициент машинного времени;
 – срок службы инструмента до полного
износа, мин.
– срок службы инструмента до полного
износа, мин.
Затраты на технологическую электроэнергию, руб.:

где
 – установленная мощность электродвигателей
станка, кВт;
– установленная мощность электродвигателей
станка, кВт;
 – общий коэффициент загрузки
электродвигателей;
– общий коэффициент загрузки
электродвигателей;
Затраты на содержание и амортизацию производственной площади, занимаемой оборудованием:

где
 – норматив издержек, приходящихся на
– норматив издержек, приходящихся на
 производственной площади,
производственной площади,
 ;
;
 – площадь, занимаемая станком умноженная
на коэффициент, учитывающий добавочную
площадь.
– площадь, занимаемая станком умноженная
на коэффициент, учитывающий добавочную
площадь.
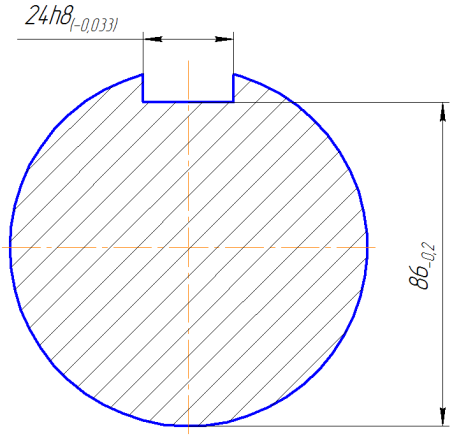
Проектирование приспособления для фрезерования шпоночного паза.
Исходные данные.
Материал заготовки – Сталь 45 ГОСТ
1050-88. Металлорежущий станок выбираем в
зависимости от схемы установки заготовки.
В свою очередь схема установки определяется
величиной погрешности базирования
,
которая не должна превышать половины
допуска на размер
 ,
т.е. величину 0,1 мм.
,
т.е. величину 0,1 мм.
Погрешность базирования определяем по формуле:
где
 – допуск диаметра, которым вал базируется
на призму.
– допуск диаметра, которым вал базируется
на призму.
 – половина рабочего угла призмы. Т.к.
рабочий угол стандартной призмы
составляет 90°, то
– половина рабочего угла призмы. Т.к.
рабочий угол стандартной призмы
составляет 90°, то
 .
Получаем:
.
Получаем:

Так как
 ,
следовательно, применяем вертикальную
схему обработки на вертикально-фрезерном
станке 6Р13.
,
следовательно, применяем вертикальную
схему обработки на вертикально-фрезерном
станке 6Р13.
Технические характеристики вертикально-фрезерного станка 6Р13 [1]
Размеры рабочей части стола, мм |
Частота вращения шпинделя, об/мин |
Число подач стола |
Вертикальная подача стола, мм/мин |
Мощность электродвигателя привода главного движения, кВт |
|
|
18 |
|
11 |



 Режущий
инструмент выбираем по необходимой
точности обработки. При допуске на
ширину шпоночных пазов 0,033 мм выбираем
фрезу шпоночную цилиндрическую фрезу
Режущий
инструмент выбираем по необходимой
точности обработки. При допуске на
ширину шпоночных пазов 0,033 мм выбираем
фрезу шпоночную цилиндрическую фрезу
 ГОСТ 9140-78 [1], изготовленную из быстрорежущей
стали Р6М5.
ГОСТ 9140-78 [1], изготовленную из быстрорежущей
стали Р6М5.
Подача на зуб

Глубина резания

Вспомогательный инструмент: патрон
цанговый 191113050
 ТУ 2-035-986-85 [2].
ТУ 2-035-986-85 [2].
2.1 Описание работы приспособления.
Приспособление – специализированное универсально-безналадочное с гидроприводом предназначено для базирования и крепления заготовок валов при фрезеровании шпоночных пазов на вертикально-фрезерном станке 6Р13.
Приспособление содержит корпус 1, к которому с помощью болтов 18 жестко прикреплена призма 2. По бокам призмы расположены прихваты 9, к которым с помощью винтов 21 прикреплены прижимы 3. На нижней части корпуса закрепляются направляющие шпонки 12, с помощью которых приспособление базируется на столе станка. Закрепление приспособления на столе осуществляется с помощью болтов 15.
Приспособление работает следующим образом. Заготовку устанавливают на призму 2 и крепят прихватами 9. При подаче масла под давлением в полость гидроцилиндра 4, поршень вместе со штоком 7 движется вправо, давят на правый прихват, который прижимает с необходимым усилием заготовку к призме. Усилие крепления на правый прихват передается от шток-поршня гидроцилиндра через проушину 11 и ось 10. Таким образом, осуществляется зажим заготовки. Для разжима давление масла уменьшается, толкатель отходит назад, тянет за собой прихват и отжимает вал.
2.2 Силовой расчет приспособления.
Рассчитываем скорость резания по формуле:
 где
где
D – диаметр фрезы;
Т – период стойкости;
t – глубина фрезерования;
Sz – подача на зуб;
В – ширина фрезерования;
Z – число зубьев фрезы;
 – общий поправочный коэффициент,
учитывающий фактические условия резания,
находим по формуле:
– общий поправочный коэффициент,
учитывающий фактические условия резания,
находим по формуле:

где
 – коэффициент, учитывающий качество
обрабатываемого материала [1];
– коэффициент, учитывающий качество
обрабатываемого материала [1];
 – коэффициент, учитывающий состояние
поверхности заготовки;
– коэффициент, учитывающий состояние
поверхности заготовки;
 – коэффициент, учитывающий материал
инструмента.
– коэффициент, учитывающий материал
инструмента.
Используя табл. 1, 5, 6 [1, стр. 262-263] получим:

Используя табл. 39 и 40 [1, стр.286-290] найдём значения коэффициентов и показатели степени в формуле:

Частоту вращения фрезы найдём по формуле:

Ближайшая стандартная частота по
паспорту станка
 ,
поэтому скорректируем значение скорости:
,
поэтому скорректируем значение скорости:

Определим окружную силу при фрезеровании по формуле:
По табл. 9 [1, стр. 264] определим, что
 .
.
Используя табл. 41 [1, стр. 291] найдем значения коэффициентов и показатели степени в формуле:


Величины остальных составляющих силы резания найдем через окружную силу, используя табл. 42.
Горизонтальная
сила (подачи)
 .
.
Вертикальная
сила
 .
.
Радиальная
сила

Осевая
сила
 .
.