Материал: Курсовой проект по ТО
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение
высшего профессионального образования
Институт Энергетики и Машиностроения
ДГТУ
Кафедра «Информационное обеспечение
автоматизированного производства»
Курсовой проект
по дисциплине «Технологическая оснастка»
Выполнил студент гр. ТУ3-3 |
Казачанский С.Г. |
Проект защищен “_____” _____________2010 г. с оценкой “_____________” |
|
Консультант |
Лесняк С.В. |
г. Ростов-на-Дону
2010 г.
Содержание
Введение…………………………………………………………………..………3
Проектирование приспособления для сверления отверстий
1.1 Описание работы приспособления………………………………….……4
1.2 Силовой расчет приспособления…………………………………………5
1.3 Расчет параметров силового привода…………………………………….9
1.4 Расчет приспособления на точность получаемых размеров.……….…10
1.5 Технико-экономическое обоснование………………………….……….11
2. Проектирование приспособления для фрезерования шпоночного паза
2.1 Описание работы приспособления…………………………………..….17
2.2 Силовой расчет приспособления…………………………………..……18
2.3 Расчет параметров силового привода………………………………..….20
2.4 Расчет приспособления на точность получаемых размеров.…….……23
Заключение………………………………………………………………………26
Список использованной литературы……………………………………….….26
Введение.
Строительство материально-технической базы современного общества и необходимость непрерывного повышения производительности труда на основе современных средств производства ставит перед машиностроением весьма ответственные задачи. К их числу относятся повышение качества машин, снижение их материалоемкости, трудоемкости и себестоимости изготовления, нормализация и унификация их элементов, внедрение поточных методов производства, его механизация и автоматизация, а также сокращение сроков подготовки производства новых объектов. Решение указанных задач обеспечивается улучшением конструкции машин, совершенствованием технологии их изготовления, применением прогрессивных средств и методов производства. Большое значение в совершенствовании производства машин имеют различного рода приспособления.
Использование приспособлений способствует повышению производительности и точности обработки, сборки и контроля; облегчению условий труда, сокращению количества и снижению необходимой квалификации рабочих; строгой регламентации длительности выполняемых операций; расширению технологических возможностей оборудования; повышению безопасности работы и снижению аварийности.
При разработке приспособлений имеются широкие возможности для проявления творческой инициативы по созданию конструкций, обеспечивающих наибольшую эффективность и рентабельность производства, по снижению стоимости приспособлений и сокращению сроков их изготовления. Приспособления должны быть удобными и безопасными в работе, быстродействующими, достаточно жесткими для обеспечения заданной точности обработки, удобными для быстрой установки на станок, что особенно важно при периодической смене приспособлений в серийном производстве, простыми и дешевыми в изготовлении, доступными для ремонта и замены изношенных деталей.
Проектирование приспособления для сверления отверстий.
Требуется спроектировать установочно-зажимное
приспособление для операции сверления
отверстия
 на глубину 20 мм на вертикально-сверлильном
станке модели 2Н135 в условиях серийного
производства.
на глубину 20 мм на вертикально-сверлильном
станке модели 2Н135 в условиях серийного
производства.
1.1 Описание работы приспособления.
Приспособление состоит из основания 1, которое устанавливается на стол станка и корпуса 2, соединенного с основанием винтами 16. Внутри корпуса расположен пневмоцилиндр 3. Перемещение поршня пневмоцилиндра при зажиме заготовки производится сжатым воздухом, который подводится к пневмоцилиндру через штуцер 4. Возврат поршня в исходное положение осуществляется предварительно сжатой пружиной 6.
Приспособление работает следующим образом. Обрабатываемая заготовка надевается на шток 5 и входит в быстросъемную втулку 7, расположенную на плите 8. Быстросъемная втулка позволяет поворачивать заготовку. Плита закрепляется к корпусу с помощью резьбовых соединений 17. Чтобы оси просверливаемых отверстий расположились вертикально и соответствовали направлению рабочей подачи сверла, в приспособлении имеется опора 9, соединенная с направляющей планкой 10.
После базирования в таком положении на шток надевают откидную шайбу 11 и закрепляют её с помощью гайки 19. Откидная шайба сделана поворотной, что позволяет значительно сократить время на снятие и установку заготовки в приспособлении. Сжатый воздух из магистрали подаётся в пневмоцилиндр, поршень движется вниз и зажимает заготовку. Обратный ход поршня осуществляется пружиной.
Таким образом, при использовании данного приспособления достигается максимальный эффект обработки отверстий.
1.2 Силовой расчет приспособления.
Глубина резания при сверлении
 .
.
Подачу при сверлении отверстий без
ограничивающих факторов выбираем
максимально допустимую по прочности
сверла подачу
 .
.
Скорость резания при сверлении определяем по формуле:

Значения коэффициента
 и показателей степени для сверления
берём из табл. 28 [1, стр.278].
и показателей степени для сверления
берём из табл. 28 [1, стр.278].
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания

где
 – коэффициент на обрабатываемый материал
из табл. 1-4 [1];
– коэффициент на обрабатываемый материал
из табл. 1-4 [1];
 – коэффициент на инструментальный
материал из табл. 6 [1];
– коэффициент на инструментальный
материал из табл. 6 [1];
 – коэффициент, учитывающий глубину
сверления из табл. 31 [1].
– коэффициент, учитывающий глубину
сверления из табл. 31 [1].


Крутящий момент и осевую силу рассчитываем по формулам:


Значения коэффициентов
 ,
,
 и показатели степени
и показатели степени
 берём из табл. 32 [1, стр.281].
берём из табл. 32 [1, стр.281].
Коэффициент, учитывающий фактические
условия обработки, в данном случае
зависит только от материала обрабатываемой
заготовки и определяется выражением
 .
.
Значение коэффициента
 для чугуна берём из табл. 9
[1, стр. 264].
для чугуна берём из табл. 9
[1, стр. 264].


Мощность резания определяем по формуле:

где частота вращения инструмента

Скорректируем полученное значение по паспорту станка:


Мощность станка составляет
 ,
КПД станка
,
КПД станка
 .
Поэтому мощность резания удовлетворяет
условию
.
Поэтому мощность резания удовлетворяет
условию
 ,
т.е.
,
т.е.


 При
конструировании нового станочного
приспособления силу закрепления
При
конструировании нового станочного
приспособления силу закрепления
 находим из условия равновесия заготовки
под действием сил резания, тяжести,
инерции, трения, реакции в опорах.
Полученное значение силы закрепления
проверяем из условия точности выполнения
операции. В случае необходимости изменяем
схему установки, режимы резания и другие
условия выполнения операций. При расчетах
силы закрепления учитываем упругую
характеристику зажимного механизма.
находим из условия равновесия заготовки
под действием сил резания, тяжести,
инерции, трения, реакции в опорах.
Полученное значение силы закрепления
проверяем из условия точности выполнения
операции. В случае необходимости изменяем
схему установки, режимы резания и другие
условия выполнения операций. При расчетах
силы закрепления учитываем упругую
характеристику зажимного механизма.
Силовой расчет учитывает коэффициент
запаса –
 ,
поскольку при обработке заготовки
возникают неизбежные колебания сил и
моментов резания. В общем случае величина
этого коэффициента находится в пределах
от 2…3,5, в зависимости от конкретных
условий обработки.
,
поскольку при обработке заготовки
возникают неизбежные колебания сил и
моментов резания. В общем случае величина
этого коэффициента находится в пределах
от 2…3,5, в зависимости от конкретных
условий обработки.

 Значение
коэффициента
следует выбирать дифференцированно в
зависимости от конкретных условий
выполнения операции и способа закрепления
заготовки. Его величину можно представить
как произведение частных коэффициентов,
каждый из которых отражает влияние
определенного фактора:
Значение
коэффициента
следует выбирать дифференцированно в
зависимости от конкретных условий
выполнения операции и способа закрепления
заготовки. Его величину можно представить
как произведение частных коэффициентов,
каждый из которых отражает влияние
определенного фактора:
 – гарантированный коэффициент запаса;
– гарантированный коэффициент запаса;
 – коэффициент, зависящий от состояния
поверхностного слоя заготовок;
– коэффициент, зависящий от состояния
поверхностного слоя заготовок;
 – коэффициент, учитывающий увеличение
сил резания вследствие затупления
режущего инструмента. Принимаем в
зависимости от обрабатываемого материала
и метода обработки.
– коэффициент, учитывающий увеличение
сил резания вследствие затупления
режущего инструмента. Принимаем в
зависимости от обрабатываемого материала
и метода обработки.
 – коэффициент, учитывающий прерывистость
резания;
– коэффициент, учитывающий прерывистость
резания;
 – коэффициент, характеризующий
постоянство силы развиваемой зажимным
механизмом.
– коэффициент, характеризующий
постоянство силы развиваемой зажимным
механизмом.
 – коэффициент, характеризующий эргономику
зажимного механизма.
– коэффициент, характеризующий эргономику
зажимного механизма.
 – коэффициент, характеризующий установку
заготовки (учитывается только при
наличии крутящего момента, стремящегося
повернуть заготовку).
– коэффициент, характеризующий установку
заготовки (учитывается только при
наличии крутящего момента, стремящегося
повернуть заготовку).
Если
 ,
то при расчете надежности закрепления
ее следует принять равной
,
то при расчете надежности закрепления
ее следует принять равной
 .
.

Так как в результате расчета , то принимаем .
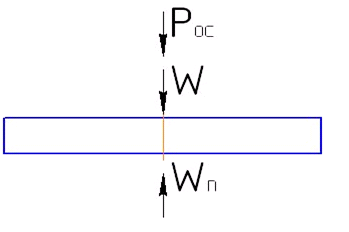
Величину необходимого зажимного усилия определяем на основе решения задачи статики, рассматривая равновесие заготовки под действием приложенных к ней сил. Для этого составляем расчетную схему, то есть, изображаем на схеме базирования заготовки все действующие на неё силы: силы и моменты резания, зажимные усилия, реакции опор и силы трения в местах контакта заготовки с опорными и зажимными элементами.
По расчетной схеме необходимо установить направления возможного перемещения или поворота заготовки под действием сил и моментов резания, определить величину проекций всех сил на направление перемещения и составить уравнения сил и моментов: