Материал: Корпус1
4 - ось вращения инструмента/шпинделя.
АΔ - глубина обрабатываемого паза относительно плоскости верхнего основания, Т =0,52 мм. Требование чертежа (деталь).
А1 – расстояние от оси шпинделя станка до поверхности стола станка,
Т =0,002 мм (станок);
А2 - расстояние между верхней и нижней плоскостей основания приспособления. Т =0,01 мм (приспособление)
А3 – радиус фрезы, Т =0,005 мм (инструмент).
Решим обратную задачу расчета линейных размерных цепей, т.е. по известным параметрам составляющих звеньев размерной цепи определим параметры её замыкающего звена и сравним их с параметрами, установленными в технических условиях, последовательно проводя анализ следующих методов достижения точности замыкающего звена: полной взаимозаменяемости, вероятностно-статистический, групповой взаимозаменяемости, пригонки, регулировки. Причем, наиболее предпочтительным из них, очевидно, является метод полной взаимозаменяемости.
Метод полной взаимозаменяемости.
Номинальный размер замыкающего звена равен:
АΔ = 29 мм.
Рассчитываем средние отклонения полей допусков составляющих звеньев:
ЕС1
=
![]() = 0 мм.
= 0 мм.
ЕС2
=
![]() = 0 мм.
= 0 мм.
ЕС3
=
![]() = 0 мм
= 0 мм
Среднее отклонение замыкающего звена: ЕСΔ = -0,01.
Допуск замыкающего звена:
ТΔ = Т1 + Т2 + Т3
ТΔ = (0,001–(– 0,001))+(0,01-(-0,01) +(0,0025-(-0,0025)= 0,027 мм.
Допуск исходного звена:
[ТΔ] = [ESΔmax] – [EIΔmin] = 0,26 – (– 0,26) = 0,52 мм.
Т.к. ТΔ = 0,027 мм < [ТΔ] = 0,52 мм, то допуски составляющих звеньев можно оставить без изменения.
Предельные размеры замыкающего звена:
ЕSΔ
=
ЕСΔ
+![]() ∙
ТΔ
= 0+
∙
0,027 = 0,01 мм.
∙
ТΔ
= 0+
∙
0,027 = 0,01 мм.
ЕIΔ = ЕСΔ – ∙ ТΔ = 0 – ∙ 0,027 = – 0,01 мм.
Сравниваем полученные результаты с заданными:
АΔmin = – 0,26 мм > [АΔmin] = - 0,01 мм.
АΔmax = 0,26 мм > [АΔmax] = 0,01 мм.
Следовательно, изменения предельных отклонений размеров составляющих звеньев не требуется.
Таблица 1
Звено |
Номинальные размеры, мм |
ξi |
ДопускиTi, мм |
ЕSi, мм |
ЕIi, мм |
ЕСi, мм |
АΔ |
29 |
- |
0,52 |
0 |
0,26 |
-0,26 |
А1 |
300 |
+1 |
0,002 |
0 |
0,001 |
-0,001 |
А2 |
182 |
–1 |
0,02 |
0 |
0,01 |
-0,01 |
А3 |
89 |
–1 |
0,005 |
0 |
0,0025 |
-0,0025 |
Исходя из того, что результаты расчета по наиболее предпочтительному методу допускают его использование, принимаем в качестве метода достижения точности метод полной взаимозаменяемости.
Так как основные звенья размерной цепи принадлежат детали – корпус приспособления и исполняются при изготовлении/механической обработке данной детали, то требования на сборочном чертеже не предъявляются, и должны быть выполнены при изготовлении детали – корпус приспособления.
3 Расчёт приспособления на усилие зажима
Силовой расчет станочных приспособлений можно разбить на следующие этапы:
Определение сил и моментов резания.
Выбор коэффициента трения f заготовки с опорными и зажимными элементами.
Составление расчетной схемы и исходного уравнения для расчета зажимного усилия Рз .
Расчет коэффициента надежности закрепления К.
Составление расчетной схемы и исходного уравнения для расчета исходного усилия Ри .
Расчет диаметров силовых цилиндров пневмо- и гидроприводов.
Определение сил и моментов резания
Действующие на заготовку силы и моменты резания можно рассчитать по формулам, приводимым в справочниках и нормативах по режимам резания применительно к определенному виду обработки.
Действующие на заготовку силы и моменты резания определяются по формулам:
Величина силы резания при фрезеровании определяется по формуле
![]() ,
(Н) (1)
,
(Н) (1)
Ср=68, Хр=0,86; yр=0,74; zр=1,00; qp=-0,86; D=20мм; B=20 мм.
![]() 160
(Н).
160
(Н).
Выбор коэффициента трения заготовки с опорными и зажимными элементами.
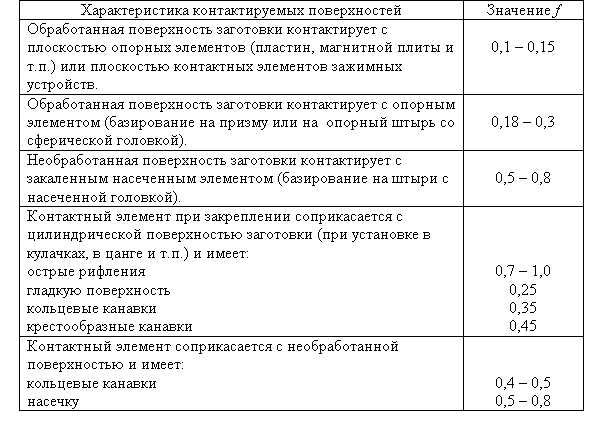
В приспособлениях силы трения возникают на поверхностях контакта заготовки с опорными и зажимными элементами. Величина коэффициента трения (зависит от многих факторов). При использовании приспособлений его определение связано с определенными трудностями. В приспособлениях встречается много различных сочетаний контактных поверхностей, различающихся по форме, состоянию поверхности, твердости и т.д. Значения коэффициента трения для некоторых сочетаний контактных поверхностей приведены в таблице 2.
Таблица 2 - Значение коэффициента трения f
3.1 Составление расчетной схемы и исходного уравнения для расчета зажимного усилия Рз.
Величину необходимого зажимного усилия определяют на основе решения задачи статики, рассматривая равновесие заготовки под действием приложенных к ней сил. Для этого необходимо составить расчетную схему, то есть изобразить на схеме базирования заготовки все действующие на нее силы: силы и моменты резания, зажимные усилия, реакции опор и силы трения в местах контакта заготовки с опорными и зажимными элементами.
Расчетную схему следует составлять для наиболее неблагоприятного местоположения режущего инструмента по длине обрабатываемой поверхности.
По расчетной схеме необходимо установить направления возможного перемещения или поворота заготовки под действием сил и моментов резания, определить величину проекций всех сил на направление перемещения и составить уравнения сил и моментов
 , (2)
, (2)
где сила резания при фрезеровании Pz=160 (Н).
Введем коэффициент надежности закрепления К:
Тогда сила зажима при данной схеме закрепления определяется по формуле
![]() . (3)
. (3)
Заготовка может переместиться лишь под действием силы Р.
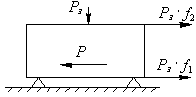
Рисунок 3 - Схема действия сил
3.2 Расчет коэффициента надежности закрепления к.
Так как в производственных условиях могут иметь место отступления от тех условий, применительно к которым рассчитывались по нормативам силы и моменты резания, возможное увеличение их следует учесть путем введения коэффициента надежности (запаса) закрепления К и умножения на него сил и моментов, входящих в составленные уравнения статики.
Значение коэффициента надежности К следует выбирать дифференцированно в зависимости от конкретных условий выполнения операции и способа закрепления заготовки. Его величину можно представить как произведение частных коэффициентов, каждый из которых отражает влияние определенного фактора
![]() , (4)
, (4)
где К0 =1,5 – гарантированный коэффициент запаса надежности закрепления;
К1 – коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на заготовках;
К1 = 1,2 – для черновой обработки;
К1 = 1,0 – для чистовой обработки;
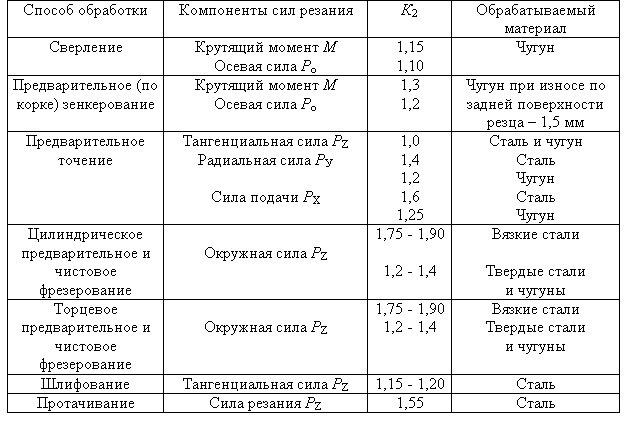
К2 – коэффициент, учитывающий увеличение силы резания вследствие затупления инструмента. Выбирается по таблице 26;
К3 =1,2– коэффициент, учитывающий увеличение силы резания при прерывистом резании;
К4 – учитывает непостоянство зажимного усилия;
К4 = 1,3 – для ручных зажимов;
К4 = 1,0 – для пневматических и гидравлических зажимов.
Таблица 2 - Значение коэффициента К2
К5 – учитывает степень удобства расположения рукояток в ручных зажимах;
К5 = 1,2 – при диапазоне угла отклонения рукоятки 900;
К5 = 1,0 – при удобном расположении и малой длине рукоятки;
К6 – учитывает неопределенность из-за неровностей места контакта заготовки с опорными элементами, имеющими большую опорную поверхность (учитывается только при наличии крутящего момента, стремящегося повернуть заготовку);
К6 = 1,0 – для опорного элемента, имеющего ограниченную поверхность контакта с заготовкой;
К6 = 1,5 – для опорного элемента с большой площадью контакта.
Величина К может колебаться в пределах 1,5…8,0. Если К меньше 2,5, то при расчете надежности закрепления ее следует принять равной К = 2,5 (согласно ГОСТ 12.2.029-77).
Таким образом К=1·1,15·1,2·1,3·1·1,5=2,7.
Окончательно принимаем К=2,7.
Тогда:
![]() (Н).
(Н).
3.3 Составление расчетной схемы и исходного уравнения для расчета исходного усилия Ри
Силовые механизмы обычно выполняют роль усилителя. Его основной характеристикой является коэффициент усиления i (передаточное отношение сил).
![]() . (5)
. (5)
Наряду с изменением величины исходного усилия силовой механизм может также изменять его направление, разлагать на составляющие и совместно с контактными элементами обеспечивать приложение зажимного усилия к заданной точке. Иногда силовые механизмы выполняют роль самотормозящего элемента, препятствуя раскреплению заготовки при внезапном выходе из строя привода.
Силовые механизмы делятся на простые и комбинированные. Простые состоят из одного элементарного механизма – винтового, эксцентрикового, клинового, рычажного.
Комбинированные представляют собой комбинацию нескольких простых: рычажного и винтового, рычажного и эксцентрикового, рычажного и клинового и т.д.
Силовые механизмы используются в приспособлениях с зажимными устройствами как первой, так и второй групп. Для приспособлений с зажимными устройствами первой группы силовой механизм следует выбирать совместно с приводом, чтобы можно было рационально согласовать силовые возможности механизма (коэффициент усиления i) с силовыми данными привода.
Выбор конструктивной схемы силового механизма производится также с учетом конкретных условий компоновки приспособления.
Для выбранного силового механизма необходимо определить коэффициент усиления i и исходное усилие Ри , которое должно быть приложено к силовому механизму приводом или рабочим.
Расчетная формула для нахождения Ри может быть получена на основе решения задачи статики – рассмотрения равновесия силового механизма под действием приложенных к нему сил.
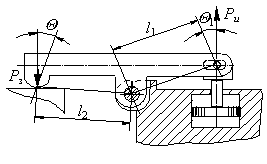
Рисунок 4 - Схема действия сил зажима
Величина усилия зажима определяется формулой
![]() . (6)
. (6)
где l1=114 мм;
l2=58 мм;
Рз=2160 Н.
![]() (Н).
(Н).
Диаметр пневмоцилиндра определяется по формуле
![]() (7)
(7)
где D – рабочий диаметр мембраны, мм;
d – диаметр штока, мм;
р – давление рабочее в пневмосистеме, МПа.
Тогда получаем:
![]() .
.
По конструктивным соображениям принимаем диаметр мембраны 80мм, тем самым обеспечиваем дополнительный запас по усилию прижатия заготовки.
4 Расчёт приспособления на прочность по слабому звену.
Прочность — одно из основных требований, предъявляемых к деталям и приспособлениям в целом. Прочность деталей может рассматриваться по коэффициентам запаса или по номинальным допускаемым напряжениям. Расчеты по номинальным допускаемым напряжениям менее точны и прогрессивны, но значительно проще.