Материал: Контрольная работа Реферат Готовая
После подъема кольцевой подвески замыкающие звенья стягивают концы захватывающих рычагов, поворачивая их вокруг шарнира. Для освобождения трубы от захвата ее опускают на место установки и затем опускают захват до взаимодействия корпуса со стенками трубы. Освобожденная от нагрузки кольцевая подвеска поворачивается в исходное положение (под действием смещенного центра тяжести).
Штыри на подвеске заходят в зевы крюков на захвате и фиксируют его в открытом положении.
Клещевые захваты применяются для перемещения и транспортировки труб. Для захвата труб разного диаметра применяются сменные колодки или захваты соответствующего диаметра.
Фрикционные самозажимные захваты применяются для перемещения грузов прямоугольной формы с гладкими боковыми поверхностями (балок, перемычек, железобетонных труб и т.д.).
В основном получили распространение два типа фрикционных зажимных захватов: рычажные самозажимные и рычажно-канатные самозажимные.
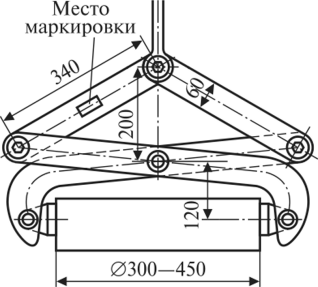
Рис. 6.21. Рычажный самозажимный захват
Во фрикционных самозажимных захватах груз удерживается за счет трения при его сжатии специальными прижимными элементами. Величина усилия зажатия груза в них зависит от веса груза и самого захвата. Усилие зажатия груза передается на зажимные элементы с помощью рычажных, канатных и других передаточных устройств.
Рычажные самозажимные захваты применяются при перемещении грузов прямоугольной формы (блоков, ящиков и т.д.). На рис. 6.21 показан рычажный самозажимной захват со стягиваемой рычажной системой.
Рычажно-канатный самозажимной захват применяют при перемещении тарно-штучных грузов, имеющих большой диапазон габаритных размеров. На рис. 6.22 показан рычажно-канатный самозажимной захват для подъема ящиков. Усилие зажатия груза передается через канат, огибающий блоки. Захватные органы выполняются в виде прижимных лап, башмаков или пластин. Их крепление может быть жестким, балансирным или шаровым.
Большое значение имеет конструкция прижимов (рис. 6.23). Они должны обеспечить сохранность поверхности перемещаемого груза и высокий коэффициент трения между контактирующими поверхностями. Прижимы бывают трех типов: жесткие (из высокоуглеродистой стали с шипами, насечкой или гладкие); полужес- ткие (из металла с накладками из толстой резины или конвейерной ленты); мягкие (из металла с накладками из пористой резины и т.д.). Применение того или иного типа прижима зависит от характера перемещаемого груза.
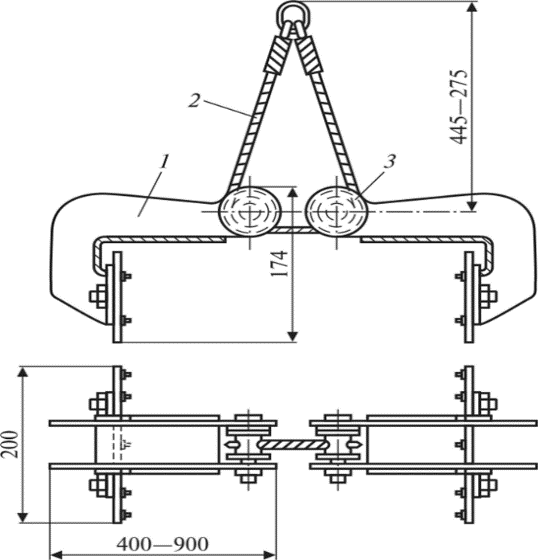
Рис. 6.22. Рычажно-канатный самозажимный захват: 1 — захват; 2 — цепь; 3 — крепления.
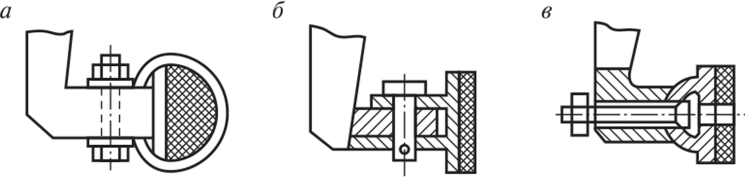
Рис. 6.23. Типы прижимов: а — жесткий; б — балансирный; в — шаровой.
Существует множество типов эксцентриковых захватов, в которых зажимным органом служит эксцентрик (кулачок, диск, рычаг), насаженный таким образом, что его центр был смещен относительно оси вала. Эксцентриситетом называется расстояние между центром эксцентрика и осью вала.
Эксцентриковые захваты бывают с односторонним или двухсторонним расположением эксцентриков, самозатягивающими или со специальными приспособлениями для дополнительного зажатия груза (рис. 6.24).
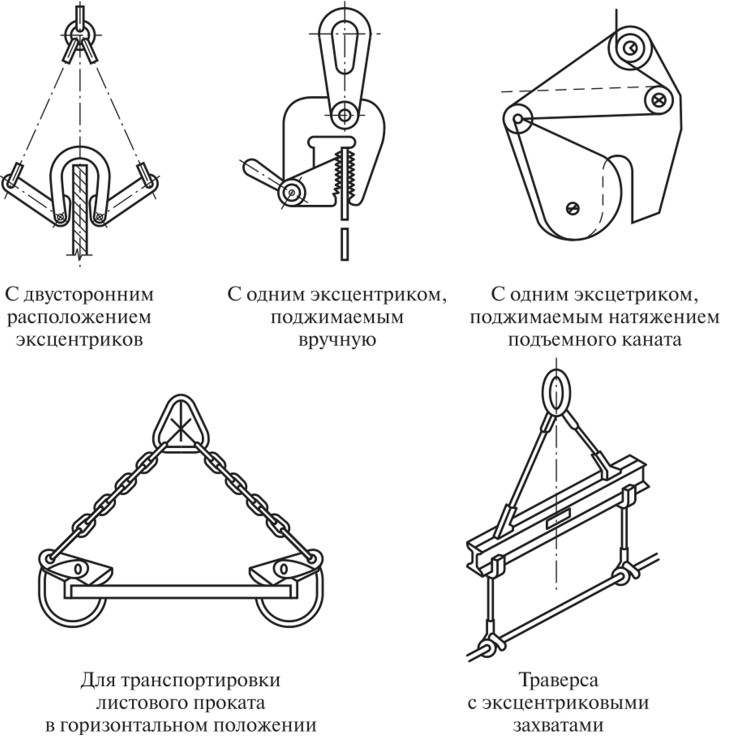
Рис. 6.24. Типы эксцентриковых захватов
Эксцентриковые захваты нашли применение при перемещении плоских грузов с твердой поверхностью.
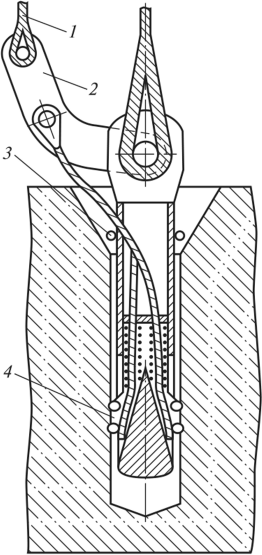
Рис. 6.25. Клиновый захват с дистанционным отцеплением
Клиновые захваты обычно применяют для перемещения грузов, имеющих круглое отверстие (глухое или сквозное). На рис. 6.25 приведена конструкция клинового захвата с двумя кулачками и дистанционным отцеплением. Клиновой захват вводится в грань отверстия до упора ограничителя 3 с помощью рычага 2 кулачки 4 при этом подняты. После ослабления вспомогательного стропа 7 и опускания рычага под действием пружины кулачки опускаются и входят в соприкосновение с поверхностью полости. После подъема конструкции с помощью вспомогательного стропа кулачки поднимаются, и клиновой захват освобождается.
Клиновые захваты целесообразно применять для перемещения тонкостенных вертикальных конструкций (перегородок, перекрытий, панелей внутренних стен и т.д.).
Порядок допуска стропальщика к работе
После обучения и аттестации перед допуском к самостоятельной работе стропальщик должен пройти стажировку в течение 2—14 смен под руководством опытного рабочего или бригадира. Продолжительность стажировки устанавливается должностным лицом, в чье непосредственное подчинение поступает стропальщик.
Каждый принятый на работу стропальщик, осваивающий новую для себя профессию, проходит стажировку у опытного рабочего- наставника. Такой специалист поможет приспособиться к условиям труда, научит ориентироваться в обстановке, избегать опасных ситуаций. Все это должно вселить в новичка уверенность в собственной безопасности. Рабочий, неуверенный в себе, постоянно думающий о своей безопасности, получает травмы чаще других.
В соответствии с Правилами безопасности и Межотраслевыми правилами по охране труда при погрузочно-разгрузочных работах и размещении грузов допуск к работе стропальщиков должен оформляться приказом (распоряжением) владельца крана.
Вредный фактор - производственный фактор, воздействие которого на работника в определенных условиях может привести к заболеванию или отрицательному влиянию на здоровье потомства.
Вредными факторами могут быть:
физические факторы:
- температура, влажность воздуха, скорость его движения, тепловое излучение - называемое все вместе «микроклимат»;
-неионизирующие электромагнитные поля и излучение;
-геомагнитное поле;
-электростатическое поле;
-постоянное магнитное поле;
-магнитные поля промышленной частоты (50 Гц);
-электромагнитные поля на рабочем месте пользователя ПЭВМ (от 5 Гц - 2кГц и 2кГц - 400 кГц);
- электромагнитные излучения радиочастотного диапазона в лазерное и ультрафиолетовое);
-источники ионизирующего излучения;
-производственный шум, ультразвук, инфразвук;
-вибрация (локальная, общая);
-аэрозоли преимущественно фиброгенного действия (АПФД) - пыли, содержащие природные (асбесты, цеолиты) и искусственные (стеклянные, керамические и др.) минеральные волокна;
-световая среда - естественное освещение (КЕО, отсутствие или недостаточность), искусственное освещение (недостаточная освещенность, коэффициент пульсации освещенности, избыточная яркость, высокая неравномерность распределения яркости, прямая и отраженная слепящая блесткость);
-аэроионный состав воздуха - «+» или отрицательные заряженные частицы воздуха – аэроионны.
химические факторы - химические вещества, смеси, в т.ч. некоторые вещества биологической природы (антибиотики, витамины, гормоны, ферменты, белковые препараты), получаемые химическим синтезом и /или для контроля которых используют методы химического анализа.
биологические факторы
- микроорганизмы-продуценты;
- живые клетки и споры, содержащиеся в бактериальных препаратах и их компонентах;
- патогенные микроорганизмы-возбудители заболеваний.
Факторы тяжести трудового процесса
Опасный фактор рабочей среды - фактор среды и трудового процесса, который может быть причиной: острого заболевания или внезапного ухудшения здоровья, смерти.
В зависимости от количественной характеристики и продолжительности действия отдельные ВРЕДНЫЕ производственные факторы рабочей среды могут стать ОПАСНЫМИ.
Список использованных источников
1 Дюмин, И. Е. Ремонт автомобилей / Под ред. Дюмина И. Е – М.: Транспорт, 1999 – 280 с.
2 Еснберлин, Р.Е. Капитальный ремонт автомобилей. Справочник / Под.ред. Р.Е.Еснберлина. – М.: Транспорт, 1989.
3 Силуянов, В.П. Прогрессивные способы восстановления деталей машин. – Мн.: Ураджай, 1988.
4 Расчет режимов электрической сварки и наплавки, методическое пособие, Хабаровск, Дальневосточный государственный университет путей сообщения, 1999.
5 Капитальный ремонт автомобилей. Справочник / Под ред.проф. Р.Е.Есенберлина. – М.: Транспорт, 1989.
6 Справочник технолога-машиностроителя. Т.1, 2. / Под ред. А.Г. Косиловой и М.Мещерякова. – М.: Машиностроение, 1981.
7 Матовилин, Г.В. Автомобильные материалы. Справочник / Г.В.Матовилин, М.А.Масино, О.М.Суворов. – М.: Транспорт, 1989.
8 Ремонт автомобилей / Под ред. С.И.Румянцева. – М.: Транспорт, 1988.
9 Борисов, В. Б. Справочник Технолога – Машиностроителя. – М.: Машиностроение, 1989.
10 Мельников, А. С. Технология производства и ремонта автомобилей. – ГУВПО БРУ, 2014.
11 Горбацевич, В. А. Курсовое проектирование по технологии машиностроения – Мн.: Выш. школа, 1983.
12 Ярошевич, В. К. Технология производства автомобилей: учеб. пособие / В.К. Ярошевич, А.С. Савич, А.В. Казацкий – Минск: Адукацыя i выхаванне, 2006. – 280 с.
13 Карунин, А. Л. Технология автомобилестроения: учебник для вузов / А.Л. Карунин, Е.Н. Бузник, С.В. Дащенко – М.: Академический проект: Трикста, 2005. – 624 с.