Материал: Конструкторско-технологическая подготовка изготовления сталеразливочного стенда УРНС
Рисунок 2.7 - Траверса: а - чертеж, б - 3D
модель.
Болт имеет 3 опасных сечения ⌀115, ⌀130, ⌀90. Чертеж болтового соединения представлен на рисунке 2.8.
Расчет болтового соединения на срез производится
по формуле (2.1):
![]() МПа, (2.1)
МПа, (2.1)
где![]() - расчетная
величина напряжения в срезе (МПа);- число болтов; - диаметр болтов (d=115 мм);
- расчетная
величина напряжения в срезе (МПа);- число болтов; - диаметр болтов (d=115 мм);
Р - усилие затяжки.
Дано
в технических данных стенда Р = 2,4 МН, ![]() - допускаемое напряжение лежит в
пределах от 150 до 300МПа.
- допускаемое напряжение лежит в
пределах от 150 до 300МПа.
Рисунок
2.8 - Болтовое соединение
.
⌀ 115 мм  28,89 МПа ≤
200 МПа
28,89 МПа ≤
200 МПа
.
⌀ 130 мм  22,61 МПа ≤
200МПа
22,61 МПа ≤
200МПа
.
⌀ 90 мм  47,18 МПа ≤
200 МПа
47,18 МПа ≤
200 МПа
Расчет
болтового соединения на смятие производится по формуле (2.2):
![]() МПа, (2.2)
МПа, (2.2)
где:
![]() - расчетное
напряжение смятия; - наименьшая толщина соединяемых частей;
- расчетное
напряжение смятия; - наименьшая толщина соединяемых частей;
![]() -
допускаемое напряжение (380…470 МПа).
-
допускаемое напряжение (380…470 МПа).
.
⌀ 115 мм  86,96 МПа ≤
380 МПа
86,96 МПа ≤
380 МПа
.
⌀ 130 мм  76,92 МПа ≤
380 МПа
76,92 МПа ≤
380 МПа
.
⌀ 90 мм  111,11 МПа ≤
380 МПа
111,11 МПа ≤
380 МПа
Расчет
болтового соединения на растяжение производится по формуле (2.3):
![]() МПа, (2.3)
МПа, (2.3)
где:
![]() - расчетное
напряжение растяжения;
- расчетное
напряжение растяжения;
![]() -
допускаемое напряжение растяжения.
-
допускаемое напряжение растяжения.
.
⌀ 115 мм  28,89 МПа ≤
170 МПа
28,89 МПа ≤
170 МПа
.
⌀ 130 мм  22,61 МПа ≤
170 МПа
22,61 МПа ≤
170 МПа
.
⌀ 90 мм  47,18 МПа ≤
170 МПа
47,18 МПа ≤
170 МПа
Вывод: в результате расчета болтового соединения приспособления траверса было установлено, что прочность болтового соединения обеспечена.
Имитационное исследование траверсы
Объектом исследования является траверса. Исследование проводим в системе автоматизированного расчета и проектирования КОМПАС- 3D V13, AMP FEM: Прочностной анализ.
КОМПАС- 3D V13, AMP FEM включает эффективные и надежные алгоритмы и программы расчета: энергетических и кинематических параметров; прочности, жесткости и устойчивости; выносливости; надежности и износостойкости; динамических характеристик.
С ее помощью можно выполнить расчеты и проектирование:
Соединений деталей машин и элементов конструкций, включая комплексный расчет всех типов резьбовых, сварных, заклепочных соединений и соединений деталей вращения.
Всех типов зубчатых передач, а также червячных, ременных и цепных передач, и выполнения чертежей элементов этих передач в автоматическом режиме.
Винтовых передач.
Подшипников качения всех известных типов и подшипников скольжения.
Валов и осей.
Произвольных балочных конструкций.
Плоских ферменных и пространственных конструкций.
Напряженно-деформированного состояния деталей методом конечных элементов
Трехмерных рамных конструкций.
Упругих элементов машин (пружин сжатия, растяжения и кручения, плоских пружины, а также тарельчатых пружин и торс ионов).
Кулачковых механизмов с автоматическим генератором чертежей.
Рычажных механизмов произвольной структуры.
Приводов вращательного движения произвольной структуры.
Планетарных передач произвольного типа.
Оболочечных, пластинчатых и стержневых конструкций произвольного вида (а также их произвольных комбинаций) методом конечных элементов.
Каждый модуль предоставляет пользователю интегрированную среду, которая включает: специализированный графический редактор; полный цикл вычислений; разнообразные средства представления результатов расчета; разветвленную систему подсказок.
В процессе исследования будет проведен расчет траверсы.
Расчет напряженного состояния траверсы
Результаты расчета приводятся в окне нагрузки, где приведены нагрузки, в окне карта результатов приведены результаты по нагрузкам, напряжениям, перемещениям, коэффициент запаса прочности и текучести, также можно просмотреть эти показатели на деформированной модели, эти показатели наглядно представлены на цветовой диаграмме (рисунок 2.9 - 2.15).
Анализируя
полученные в результате расчета данные приходим к выводу, что разработка
эффективна, поскольку снижает коэффициенты запаса по текучести и по прочности.
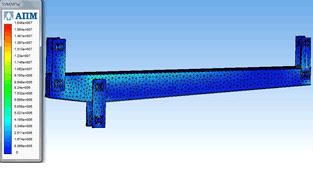
Рисунок 2.9 - Напряжения
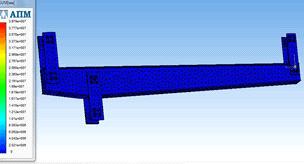
Рисунок 2.10 - Перемещения
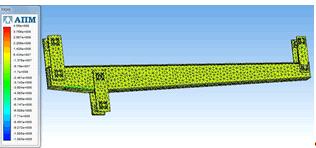
Рисунок 2.11 - Нагрузки
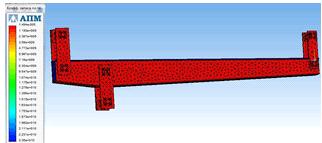
Рисунок 2.12 - Коэффициент запаса
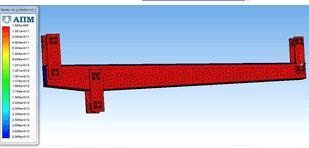
Рисунок 2.13 - Запас по усталости
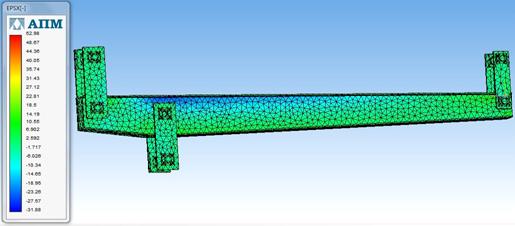
Рисунок 2.14 - Деформации
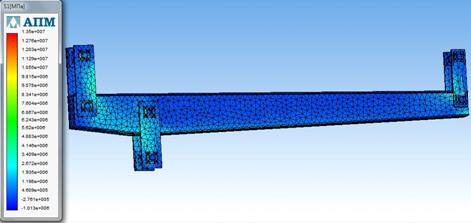
Рисунок 2.15 - Главные напряжения
. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1 Разработка и технология изготовления детали
типа «зуб»
Деталь «зуб» изготавливается из конструкционной легированной стали 38Х2Н3М. (ответственные детали с высокими требованиями по механическим свойствам при повышенных температурах.) Деталь состоит из следующих элементов: 6 крепежных отверстий диаметром 100 мм, одно центральное сквозное отверстие диаметром 120 мм и 2 фасками 20×45˚, эвольвентный зуб шириной 500 мм, выполняется по 4 классу точности, шип 500 мм, 2 фаски 8×45˚, выборка В=300, на профиле зуба имеются 2 скоса 60×30˚.
Выбор специализации участка
Специализация - это принцип организации производства, предусматривающий ограничение разнообразия производственных процессов путем их стандартизации, унификации технологических маршрутов и конструкций изделий [2].
При изготовлении детали «зуб» используются типовые технологические процессы, учитывающие: формы поверхностей; технологические базы; точность и степень точности; тип производства.
В структура технологического процесса изготовления детали «зуб» входит: горизонтально-расточная; фрезерная с ЧПУ; слесарная.
Виды обработки детали: горизонтально-расточная, сверлильная, фрезерная, термическая, слесарная.
Маршрут изготовления детали согласно таблице 3.1 включает следующие операции: горизонтально-расточная; горизонтально-расточная; горизонтально-расточная; фрезерная с ЧПУ; слесарная; термическая; фрезерная; слесарная; контрольная.
Таблица 3.1 - Маршрут обработки детали
|
Наименование операции |
Состав переходов |
Оборудование |
|
1. Горизонтально-расточная |
1. Фрезеровать плоскость основания как чисто для базы; 2. Фрезеровать с 2-х сторон в р-р 820 (чертеж. р-р 810); |
2А656Ф11 |
|
Переустановить заготовку |
||
|
2. Горизонтально-расточная |
1. фрезеровать торцы по р-р 1600 предварительно в р-р 1610. Припуски распределить равномерно; |
2А637Ф1 |
|
3. Горизонтально- расточная |
1. фрезеровать наклонные поверхности с огранкой с припуском 12…15мм на сторону; 2. фрезеровать плоскость В предварительно с припуском 5мм на сторону(500 в р-р 510) 3. Сверлить, расточить отв. D120 окончательно, фаски20*45’ с учетом припуска. |
2А637Ф1 |
|
4. Фрезерная ЧПУ |
1. Фрезеровать профиль зуба предварительно с припуском 10 мм на сторону. |
SHW-US6 |
|
Переустановить заготовку |
||
|
5. Слесарная |
Зачистить заусеницы Скруглить все кромки по R3…R5 |
стол слесарный |
|
6.Термическая обработка |
|
|
|
7. Фрезерная ЧПУ |
1. Фрезеровать плоскость основания со съемом металла 5 мм. 2. Фрезеровать плоскость В окончательно. 3. Фрезеровать шип 500к6 окончательно по нижнему пределу допуска, 2 фаски 8*45˚ 4. Фрезеровать с 2-х сторон в р-р 810 окончательно. |
SHW-US6 |
|
Переустановить на плоскость В |
||
|
|
5. фрезеровать с 2-х сторон выборки В=300 в р-р 135, углы по R40. 6. фрезеровать профиль зуба окончательно. 7. фрезеровать 2 скоса 60×30˚ |
SHW-US6 |
|
8.Контрольная |
|
|
Проектирование участка на изготовление детали типа «зуб».
Проектирование основного производства механообрабатывающего участка состоит в решении следующих вопросов:
выбор формы специализации участка;
определение количества основного оборудования;
определение состава и количества производственных рабочих;
предварительное определение производственной площади.
Определение количества основного оборудования
участка. Состав основного оборудования механического участка устанавливается на
основе технологического процесса изготовления детали. Разработанные
технологические процессы представлены в таблице 3.2.
Таблица 3.2 - Технологический процесс изготовления детали «зуб»
|
Номер операции |
Наименование операции |
Тип и модель оборудования |
Время, мин |
Режущий инструмент |
|||
|
|
|
|
tо |
tв |
tпз |
tшк |
|
|
1 |
Горизонтально-расточная |
станок горизонтально-расточной модель 2А656Ф11 |
10,56 |
0,7 |
60 |
74,18 |
фреза торцевая |
|
2 |
Горизонтально-расточная |
станок горизонтально-расточной модель 2А637Ф1 |
17,84 |
0,7 |
60 |
83,36 |
фреза торцевая |
|
3 |
Горизонтально-расточная |
станок горизонтально-расточной модель 2А637Ф1 |
19,48 |
0,7 |
60 |
85,49 |
фреза торцевая, резец токарный расточной для растачивания сквозных отверстий ГОСТ 18882-73 |
|
4 |
Фрезерная ЧПУ |
станок SHW-US6 |
1,86 |
0,4 |
60 |
62,77 |
фреза цилиндрическая ОСТ 2И41-15-87 |
|
7 |
Фрезерная ЧПУ |
станок SHW-US6 |
21,36 |
0,4 |
60 |
87,64 |
фреза торцевая, фреза концевая ГОСТ 28709-90 Ф80, фреза цилиндрическая |
|
8 |
Контрольная |
Контрольный стол |
|
|
|
|
|
Рассчитываем по формуле (3.1) общее количество
основного технологического оборудования участка:
 шт., (3.1)
шт., (3.1)
где Тпр = 100000 - заданная годовая программа участка в нормо-час;
Фд = 40000 часов - действительный годовой фонд времени работы единицы оборудования в часах (для двухсменного режима работы).
Годовая программа основного участка распределяется по операциям оборудование участка изготовления детали, технологический процесс которой разработан. Для этого составляем расчетную таблицу 3.2.
Распределение производится пропорционально трудоемкости выполнения операций, то есть штучно - калькуляционному времени, затрачиваемому на выполнение каждой операции.
Штучно - калькуляционное время,
суммированное по всем операциям:
 мин, (3.2)
мин, (3.2)
где Nпр - количество операций технологического процесса.
Далее подсчитываем число нормо-часов
заданной годовой программы участка по формуле (3.3), приходящейся на одну
минуту суммарного штучно - калькуляционного времени:
 ч/мин, (3.3)
ч/мин, (3.3)
Таблица 3.2 - Распределение по операциям оборудования участка изготовления детали «зуб»
|
Номер операции |
Наименование операции |
Тип и модель оборудования |
tо мин |
tв мин |
tпз мин |
tшк мин |
Т∑к мин |
δТпр ч/мин |
ΔТпр ч |
Фд ч |
Ср |
|
1 |
Горизонтально-расточная |
станок горизонтально-расточной мод. 2А656Ф11 |
10,56 |
0,7 |
60 |
74,18 |
393,44 |
254,17 |
18854,33 |
4,71 |
|
|
2 |
Горизонтально-расточная |
станок горизонтально-расточной мод. 2А637Ф1 |
17,84 |
0,7 |
60 |
83,36 |
|
|
21187,61 |
4000 |
5,3 |
|
3 |
Горизонтально-расточная |
станок горизонтально-расточной мод. 2А637Ф1 |
19,48 |
0,7 |
60 |
85,49 |
|
|
21728,99 |
4000 |
5,43 |
|
4 |
Фрезерная ЧПУ |
станок SHW-US6 |
1,86 |
0,4 |
60 |
62,77 |
|
|
15954,25 |
4000 |
3,99 |
|
7 |
Фрезерная ЧПУ |
станок SHW-US6 |
21,36 |
0,4 |
60 |
87,64 |
|
|
22275,49 |
4000 |
5,57 |
|
Итого |
100000 |
|
25 |
||||||||