Материал: Конструкторско-технологическая подготовка изготовления сталеразливочного стенда УРНС
Кристаллизатор - водоохлаждаемая изложница без дна, конструкция которой должна обеспечивать интенсивный отвод тепла от затвердевающей стали и образование по периметру отливаемой заготовки непрерывно формируемой закристаллизовавшейся корки, которая на выходе из кристаллизатора должна выдерживать ферростатическое давление жидкого металла. С этой целью для изготовления рабочих стенок кристаллизаторов используют обладающую высокой теплопроводностью медь марок М1, М2 и М3. Корпус кристаллизатора обычно изготавливают из стали.
Стойкость сборного кристаллизатора, изготовленного из толстых медных пластин, составляет 400 - 500 разливок (28 - 35 тыс. т стали) за одну кампанию. Для повышения стойкости и сохранения размеров кристаллизаторов стороны рабочих стенок, которые соприкасаются с металлом, покрывают тонким слоем материала, стойкого к истиранию. Наиболее часто внутреннюю поверхность медных стенок кристаллизатора покрывают тонкими слоями вначале никеля, а затем хрома.
Для предотвращения образования на поверхности заготовки поперечных трещин в результате прилипания корки к кристаллизатору и зависания слитка, при помощи механизмов качания организуют непрерывное возвратно-поступательное движение кристаллизатора. Чтобы избежать образования на поверхности заготовки следов качания - грубых складок, интенсивность качания должна быть очень высокой. На современных МНЛЗ она достигает 400 и более колебаний в минуту. Режим возвратно-поступательного движения обычно подчиняется синусоидальному закону.
Затравка - подвижное дно кристаллизатора, необходимое для начала затвердевания заготовки. Головка затравки имеет профиль, который дает возможность захватить и вытянуть за собой твердеющий слиток. Размер головки на 1 - 2,5 мм меньше, чем размеры сечения внутреннего пространства кристаллизатора. Головка затравки соединяется с корпусом, длина которого достаточна для того, чтобы достигать уровня тянущей клети или специальных валков, которые приводят в движение затравку и заготовку.
После прохождения головкой затравки тянущей клети валки захватывают сам слиток. Затравка отделяется от слитка и выводится из зоны тянущих приспособлений. В зависимости от конструкции МНЛЗ затравка может вводиться в кристаллизатор снизу или сверху.
Конструкции зоны вторичного охлаждения включают устройства для охлаждения заготовки при помощи струй воды или водовоздушного охлаждения, а также конструкции, которые поддерживают и направляют оболочку еще не затвердевшего слитка. На раннем этапе внедрения непрерывной разливки стали было установлено, что струйная система подачи воды не позволяет правильно распределить ее по поверхности заготовки при небольших расходах воды, необходимых для охлаждения большинства марок стали. Эта задача решается при использовании систем водовоздушного охлаждения, в которых в форсунках различного типа вода распыляется струей сжатого воздуха на капли диаметром 20 - 100 мкм, образуя туман.
Для того, чтобы под действием ферростатического давления затвердевшая оболочка заготовки после выхода из кристаллизатора не деформировалась, используют конструкции, которые поддерживают и направляют оболочку слитка. С этой целью используют опорные брусья или ролики, а также комбинированную систему - брусовую в верхней части зоны вторичного охлаждения и роликовую в нижней.
Тянуще-выпрямляющая система. На МНЛЗ вертикального типа движение заготовке придают тянущие валки, которые составляют одну или две клети. Тянущая клеть, как правило, состоит из четырех валков. В этих клетях обжатие слитка с жидкой сердцевиной не допускается, поэтому тянущие клети размещают ниже зоны вторичного охлаждения. На радиальных МНЛЗ тянуще-выпрямляющая система состоит из приводных роликовых проводок.
Устройства для резки заготовки на мерные длины. Для разделения слитка на мерные длины чаще других используют два типа устройств - подвижные машины газовой резки и ножницы.
Наибольшее распространение получили машины газовой резки - приспособления, которые осуществляют порезку заготовки после захвата машиной движущегося слитка в процессе перемещения вместе с ним. Они имеют относительно простую конструкцию, небольшую металлоемкость и обеспечивают возможность быстрой замены вышедших из строя узлов. Существенным их недостатком являются значительные потери металла при резании (1 - 2%), а также большие расходы ацетилена и кислорода.
Для порезки заготовки чаще других используют два типа ножниц - колебательные гидравлические и импульсного (ударного) действия. Колебательные гидравлические ножницы применяют для порезки слябов и сортовых заготовок, импульсные ножницы - для резания сортовых заготовок небольшого сечения.
Оборудование для выдачи заготовок и транспортирования их из зоны МНЛЗ. На вертикальных МНЛЗ, размещаемых в колодцах, используют подъемники различной конструкции, которые поднимают заготовку на уровень пола цеха в горизонтальном положении или положении, приближающемся к вертикальному. На криволинейных и горизонтальных МНЛЗ передача литых заготовок после порезки на мерные длины в зоны осмотра и зачистки осуществляется на уровне пола цеха. Для передачи заготовок используют рольганг-тележки, толкатели, рольганги, краны.
.2 Устройство и работа
Машина непрерывного литья заготовок со всеми вспомогательными механизмами является производственной системой, которая входит в состав сталеплавильного цеха и является его структурной единицей [24].
В составе электросталеплавильного цеха ПАО «Северсталь» существуют две линии: слябовая и сортовая. Слябовая линия включает шахтную электропечь, установку печь-ковш, 2-ручьевую слябовую вертикальную установку непрерывной разливки. Сортовая линия включает шахтную электропечь, установку печь-ковш, 6-ручьевую сортовую машину непрерывного литья заготовок.
В металлургической практике под сортовой заготовкой принято понимать продукт металлургического производства в виде стальной балки квадратного, прямоугольного или круглого сечения (максимальный размер меньшей стороны не более 180-200 мм), полученной при разливке на МНЛЗ или путем прокатки из слитка на блюминге. В дальнейшем сортовая заготовка используется в качестве исходной заготовки для прокатки на различные профили (круг, арматура, квадрат, швеллер, двутавр).
Стенд разливочный один из главных технологических узлов МНЛЗ предназначен для:
размещения на нем сталеразливочных ковшей и передачи их из резервной позиции в рабочую в режимах одиночных плавок и «плавки на плавку»;
слива металла в аварийные емкости при некроющихся опорах сталеразливочного ковша;
заполнение промежуточных ковшей металлом в резервных позициях;
подъема и опускания сталеразливочных ковшей;
выполнения различных вспомогательных технологических операций.
Технические данные стационарный,
двухпозиционный сталеразливочного стенда, поворотного типа, циклического
действия представлены в таблице 2.1.
Таблица 2.1 - Технические данные сталеразливочного стенда
|
Наименование |
Значение |
|
Масса сталеразливочного ковша с металлом, т |
485 |
|
Масса порожнего ковша, т |
88 |
|
Масса вращающихся деталей, т |
461 |
|
Усилие затяжки центральной цапфы, МН |
2,4 |
|
Высота подъема ковша, мм |
800 |
|
Скорость подъема ковша, мм/сек |
30 |
|
Механизм поворота |
|
|
Скорость вращения стенда, об/мин |
1 |
|
Средний диаметр роликового круга, мм |
7200 |
|
Максимальное ускорение (замедление) ковша с металлом на R6150, м/сек |
0,2 |
|
Диаметр опорных роликов, мм |
370 |
|
Точность остановки стальковша над промежуточным в его рабочей и резервных позициях, мм |
±50 |
|
Механизм подъема |
|
|
Количество гидроцилиндров, шт |
4 |
|
Рабочее давление, Мпа (кгс/см2 ) |
20 (200) |
|
Диаметр плунжера, мм |
560 |
|
Ход плунжера, мм |
580 |
|
Скорость перемещения плунжера, мм/сек |
21,7 |
|
Демпфер |
|
|
Величина хода плунжера, мм |
20 |
|
Время хода (опускания) плунжера под действием веса полного ковша (485 т ), сек |
5…7 |
Цикл сталеразливочного стенда состоит из следующих операций [13]:
прием сталеразливочного ковша с жидким металлом с разливочного крана в исходном положении;
передачи ковша поворотом траверзы на 180˚ в позицию разливки;
подъем и опускание ковша для выполнения технологических операций разливки;
поворот траверзы для заполнения жидким металлом промежуточного ковша, находящегося в резервной позиции.
возвращение порожнего ковша в исходную позицию.
Роль опорного элемента, несущего сталеразливочный ковш, выполняет подвеска, представляющая собой подковообразную балку установленную на звенья, подвешенные к траверзе.
В подковообразной балке под опорными лапами сталеразливочного ковша выполнены гнезда для установки датчиков типа 1909 ДС-250, осуществляющих непрерывное взвешивание жидкого металла в ковше. В целях исключения влияния на работу датчика случайных горизонтальных нагрузок и обеспечение центрального нагружения на датчике предусмотрена мембрана с пятой и плунжером.
На рисунке 2.3 представлен общий вид сталеразливочного стенда.
Для предохранения датчиков от перегрузки, возникающей при установке ковша на подвеску, в балку встроены демпферы. Демпферы работают по принципу пружинно-гидравлических амортизаторов. Под действием нагрузки плунжер, опускаясь, перегоняет рабочую жидкость через дроссель в бак. После снятия нагрузки пружина возвращает плунжер в исходное положение. В комплект демпфера входят три типа дросселей, отличающихся диаметром центрального отверстия. Диаметр и длина отверстия определяют время опускания ковша, которое регулируется путем подбора соответствующего дросселя.
Траверса состоит из двух балок, соединенных болтами, материал которых имеет повышенные механические свойства. В плоскости стыка установлены призматические шпонки. Траверса устанавливается на опору с помощью осей на подшипниках качения и совместно с рычагами образует Т-образное коромысло, качательные движения которого обеспечивают подъем и опускание сталеразливочного ковша на высоту 800 мм.
Вертикальность положения ковша обеспечивается шарнирным четырехзвенником - параллелограммом, который образован траверсой, подвеской и тягами. Опрокидывающий момент от веса сталеразливочного ковша и подвески воспринимают тяги, постоянно работающие на растяжение.
Опора - сварная конструкция выполненная из двух
частей, соединенных аналогично соединению балок в траверзе. Опора
устанавливается на поворотной платформе и крепиться к ней болтами.
Горизонтальные инерционные нагрузки, действующие на опору, воспринимают упоры
поворотной платформы. На опоре расположены направляющие для катков верхнего
балансира тележки промежуточных ковшей, а также буферы, ограничивающие наклон
траверзы.
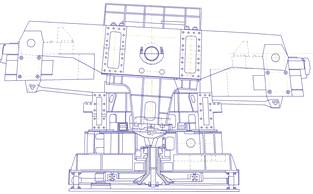
Рисунок 2.3 - Общий вид сталеразливочного стенда
Поворотная платформа служит основанием поворотной части стенда,
выполнена сварно-литой и состоит из трех частей: Рамы центральной и 2 рам соединенных аналогично балками траверзы.
На поворотной платформе смонтированы: Гидроцилиндры механизма подъема, зубчатый венец механизма поворота, подшипниковый узел центральной цапфы, верхний рельсовый круг, посредством которого поворотная часть стенда опирается через роликовый на опорную раму, закрепленную на фундаменте. Центрирование поворотной платформы обеспечивается центральной цапфой посредством подшипника скольжения.
На поворотной платформе предусмотрены проемы для замены роликов роликового круга. Поворотная платформа представлена на рисунке 2.4. Рама центральная представлена на рисунке 2.5. Рама представлена на рисунке 2.6.
Узел центральной цапфы обеспечивает центрирование поворотной платформы относительно опорной рамы и создает предварительное прижатие поворотной части стенда к роликовому кругу с целью обеспечения более равномерного нагружения роликов. Прижатие осуществляется зажимами, состоящими из трельчатых пружин, усилие от которых воспринимает центральная цапфа, закрепленная на опорной раме.
Рама опорная выполнена в виде сварной круглой плиты из двух частей, соединенных аналогично траверзе, воспринимает нагрузки от поворотной части стенда и удерживает стенд от опрокидывания с помощью фундаментальных болтов. На опорной раме располагается нижний рельсовый круг, центральная цапфа и редукторы привода поворота стенда.
Подъем (опускание) ковшей происходит за счет качательного движения траверзы, создаваемого попеременной работой двух пар гидроцилиндров. Обе пары гидроцилиндров объединены скалками, выполняющими роль зубчатых реек. Скалки работают в паре с эвольвентными зубьями, установленных на рычаге. Подвод рабочей жидкости к гидроцилиндрам осуществляется через гидравлический шарнир-вертлюг, встроенный в центральную цапфу.
Трубопроводы, соединяющие корпус вертлюга с гидроцилиндрами, выполнены с витыми компенсаторами, что способствует уменьшению их жесткости.
Управление стендом. Поворот стенда осуществляется
от двух электродвигателей через планетарно-конические редукторы и открытую
зубчатую передачу. В случае выхода из строя одного из приводов. Поворот стенда
может выполняться от одного электродвигателя.
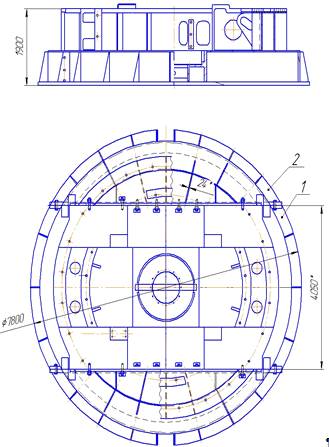
Рисунок 2.4 - Поворотная платформа: 1 - рама
центральная; 2 - рама.
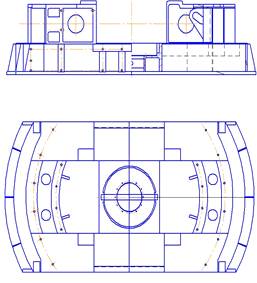
Рисунок 2.5 - Рама центральная
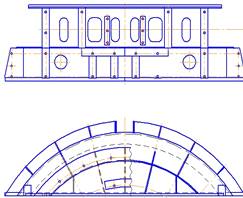
Рисунок 2.6 - Рама
Управление работой стенда предусмотрено: ручное - поворот стенда с рабочего места разливщика (РМР) и поста управления; ручное и полуавтоматическое - подъем с обеих РМР, причем полуавтоматическое управление (ПУ) - при подъеме на полный ход, ручное - для остановок в промежуточных положениях. На ПУ предусмотрено аварийное отключение привода поворота.
сталеразливочный стенд траверс зуб
2.3 Разработка приспособления траверса
Траверс - это приспособление подъёмного или мостового крана, которое способствует захвату груза. Траверса представляет собой сварную конструкцию, массой 3 т. Общий вид траверсы представлен на рисунке 2.7.
Принцип действия: траверса прицепляется к двум
мостовым кранам грузоподъемностью 50 т и 10 т., увеличивая грузоподъемность до
57 т.