Материал: Каталитический крекинг
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
Характер протекающих реакций определяет химический состав получаемых продуктов: бензин содержит много изопарафиновых и ароматических углеводородов; отсюда его высокое октановое число. Газ получается «тяжелый», с высоким содержанием изобутана и олефинов С3-С4 и весьма низким содержанием метана и этана; газойлевые фракции богаты полициклическими ароматическими углеводородами.
Учет химических превращений, происходящих при каталитическом крекинге, сложен и требует знания углеводородного состава исходных и конечных продуктов.
Лимитирующей стадией каталитического крекинга является химическая реакция на поверхности – в кинетической области протекания реакции. В случае применения цеолитсодержащих катализаторов, имеющих разветвленную пористую структуру, скорость процесса может лимитироваться диффузией реагирующих молекул в порах катализатора( внутри диффузионная область). Каталитический крекинг углеводородов является необратимой реакцией первого порядка.
В процессе каталитического крекинга образуются высокомолекулярные соединения, которые отлагаются на поверхности катализатора, приводя к его дезактивации. Кокс на катализаторе крекинга состоит из агломератов с псевдографитовой структурой и многоядерных, ароматических углеводородов. Повышение глубины конверсии сырья, температуры реакции и длительности контакта катализатора с сырьем способствует увеличению соотношения углерод:водород в коксе.
Катализаторы каталитического крекинга.
Реакции каталитического крекинга протекают на поверхности катализатора. Направление реакций зависит от свойств последнего, качества сырья и условий процесса. В результате крекинга на поверхности катализатора отлагается кокс, поэтому важной особенностью каталитического крекинга является необходимость непрерывной регенерации катализатора (выжигание кокса).
Для крекинга применяются алюмосиликатные катализаторы. Это искусственно полученные твердые высокопористые вещества с сильно развитой внутренней поверхностью.
В настоящее время наибольшее развитие получили системы каталитического крекинга «флюид»(ККФ), то есть с «кипящим» слоем катализатора, использующие микросферический целиотсодержащий катализатор.
Современные катализаторы крекинга содержат в своем составе 3-20% мас. цеолита, равномерно распределенного в матрице. Преобладающей формой цеолитсодержащего катализатора являются микросфероиды со средним диаметром частиц около 60 мкм для установок ККФ и шарики диаметром 3-4 мм – для установок с движущимся слоем.
Цеолиты, используемые в составе катализаторов, должны иметь высокую активность и селективность в крекинге нефтяных фракций, стабильность при высокотемпературных воздействиях в среде воздуха и водяного пара, необходимые размеры входных окон в полости структуры. Таким требованиям в наибольшей степени соответствуют цеолиты типа Х и Y в редкоземельной обменной форме или в ультрастабильной форме, и поэтому
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
они находят преимущественное применение при синтезе катализаторов крекинга. Цеолиты представляют собой алюмосиликаты с трехмерной кристаллической структурой следующей общей формулы: Me2/nO·Al2O3·xSiO2·yH2O, где n – валентность катиона Me ;
x– мольное отношение SiO2/Al2O3 ; y – число молей воды.
Внастоящее время известно 34 природных и около 100 разновидностей синтетических цеолитов, однако практическое применение имеют пока несколько типов.
Основой структуры всех цеолитов является тетраэдр, состоящий из четырех анионов кислорода O2- , которые окружают значительно меньший по размерам ион Si4+ или Al3+. Тетраэдры с ионами кремния электрически нейтральны, а тетраэдры с ионами алюминия имеют заряд –1, который в цеолитах нейтрализуется положительным зарядом катиона, например Na+.
Современные катализаторы крекинга характеризуются низким содержанием остаточного натрия (Na2O) – 0,2-0,5%, высокой насыпной плотностью – 800-1000 кг/м3, прочностью на истирание(индекс прочности по Девисону составляет 2 -8%) и однородным гранулометрическим составом.
Зарубежные фирмы располагают широким ассортиментом промышленных катализаторов, различающихся по целевому назначению, уровню активности и селективности. Ведущими фирмами-производителями катализаторов являются: ГрейсДэвисон, Энгельгард, Акзо-Нобель (таблица на стр. №7). Значительными производителями катализаторов являются в настоящее время Китай и Япония.
Среди отечественных катализаторов крекинга наибольшее распространение распространение получили системы КМЦР, Микроцеокар-8, Микроцеакар-5. содержание Al2O3 в современных катализаторах составляет 30-45%. Это обусловлено тем, что высококремнеземная матрица повышает термопаровую стабильность и в определенной степени – устойчивость к отравлению тяжелыми металлами.
Одной из определяющих эксплуатационных характеристик катализаторов крекинга является их регенерируемость. Цеолитсодержащие катализаторы имеют несколько лучшие регенерационные характеристики, чем аморфные алюмосиликаты. Применение в цеолитсодержащих катализаторах редкоземельного цеолита улучшает регенерацию вследствие катализирующего действия ионов редкоземельных элементов на горение кокса.
Цеолитсодержащие катализаторы крекинга отличаются существенно более высокой активностью, чем
Характеристика некоторых зарубежных катализаторов крекинга нефтяных фракций
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
Показатель |
Фирма-производитель и марка катализатора |
|
|
||||||
|
|
Грейс-Девисон |
|
|
|
Акзо- |
|||
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
Нобель |
|
|
Криста |
Футур |
Дистимак |
Бриллиан |
ГОАЛ |
Омника |
Ультим |
Адванс- |
Кобра |
|
лл-242 |
а-140 |
с-203 |
т-242 |
-32 |
т-320 |
а-447 |
937 |
|
Содержание |
|
||||||||
|
|
|
|
|
|
|
|
|
|
%мас : |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Al2O3 |
49 |
42 |
47 |
49 |
43 |
49 |
47 |
43,5 |
44,4 |
|
|
|
|
|
|
|
|
|
|
Na2O3 |
0,25 |
0,25 |
0,30 |
0,25 |
0,25 |
0,20 |
0,30 |
― |
― |
|
|
|
|
|
|
|
|
|
|
Re2O3 |
2,7 |
2,7 |
2,4 |
2,7 |
3,5 |
1,8 |
1,8 |
2,32 |
1,97 |
|
|
|
|
|
|
|
|
|
|
Индекс |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
― |
― |
Девисона |
|
|
|
|
|
|
|
|
|
Удельная |
300 |
275 |
270 |
300 |
280 |
210 |
320 |
99 |
134 |
плотность, |
|
|
|
|
|
|
|
|
|
м2/г |
|
|
|
|
|
|
|
|
|
Насыпная |
0,70 |
0,70 |
0,72 |
0,71 |
0,73 |
0,72 |
0,72 |
0,87 |
0,94 |
плотность, |
|
|
|
|
|
|
|
|
|
г/мл |
|
|
|
|
|
|
|
|
|
Микроакт |
79 |
78 |
76 |
79 |
79 |
77 |
78 |
69 |
72 |
аморфные алюмосиликаты(на 2-3 порядка), а также большей селективностью по выходу бензина при одновременном снижении выхода газа и кокса. Причины столь необычной селективности заложены в самой природе цеолитов, обладающих высоким адсорбционным потенциалом ультратонких пор, специфическим набором кислотных центров, проявляющих весьма высокую склонность к осуществлению новых реакций протолиза С-С, С-Н - связей и Н-переноса от молекул исходного сырья к промежуточным соединениям карбоний-ионного типа.
Цеолитсодержащие катализаторы проявляют меньшую восприимчивость к отравлению тяжелыми металлами, обычно присутствующими в сырье крекинга. «Эффективные» металлы характеризуют ту долю осажденных на катализаторе тяжелых металлов, которая обусловливает образование кокса и водорода. Содержание «эффективных» металлов определяется как произведение ванадиевого эквивалента(4Ni+V) на активную долю металла, определяемую по графической зависимости. Для цеолитсодержащих катализаторов содержание «эффективных» металлов заметно влияет на образование дополнительного кокса, однако это влияние проявляется меньше, чем для аморфного катализатора.
Особое значение имеет использование металлостойких катализаторов при переработке остаточного сырья. В этом случае наиболее эффективны катализаторы на базе широкопористых матриц с небольшой удельной поверхностью, «улавливающих» тяжелые металлы. Такие катализаторы обладают высокой активностью при содержании в равновесном катализаторе до 10-12 тыс.мг/кг металлов.
Наряду с этими катализаторами используют специальные пассиваторы металлов, которые в виде небольших добавок подаются вместе с сырьем. В настоящее время пассиваторы получили широкое распространение на промышленных установках ККФ. Сущность пассивации заключается в переводе металлов, осадившихся на катализаторе, в
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
неактивное (пассивное) состояние, например, в результате образования соединения типа шпинели.
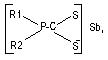
Никель чаще всего пассивируют соединениями сурьмы типа:
где R – органические радикалы.
Пассивирующий агент вводят в сырье в виде водоили маслорастворимой добавки. Содержание сурьмы на катализаторе при работе на остаточном сырье и концентрации металлов на катализаторе 9000-15 000мг/кг должно составлять 900-1500 мг/кг.
Помимо сурьмы в качестве пассиваторов можно использовать добавки, содержащие оксиды кальция и магния, не обладающие каталитической активностью, адсорбируют в 6-10 раз больше ванадия, чем обычный катализатор крекинга. Известны также жидкие добавки на основе олова, которые на 30% снижают отрицатальное воздействие ванадия на выход бензина и на 50% - на выход водорода и кокса. На большинстве установок крекинга США и Западной Европы, перерабатывающих остаточное сырье, применяются указанные пассиваторы металлов.
Катализаторы дожига оксида углерода.
Процесс окисления кокса при регенерации катализаторов крекинга представляет собой совокупность последовательных реакций образования и распада углерод-кислородных комплексов с выделением продуктов окисления. Количество образующихся продуктов окисления, а количество выделяющегося тепла в регенераторе зависит от многих факторов, из которых определяющими являются состав коксовых отложений и глубина окисления СО в СО2. Первичная реакция окисления коксовых отложений (распада поверхностных углерод-кислородных комплексов) дает практически постоянное соотношение СО2 /СО≈1,0. Однако образующийся СО может реагировать с избытком кислорода, превращаясь в СО2 с выделением дополнительного количества тепла.
Лучшие результаты дает способ регенерации с использованием каталитического дожига СО в присутствии специальных катализаторов. В качестве таких катализаторов используют металлы-окислители (предпочтительно металлы платиновой группы), которые либо вводят в состав катализаторов, либо применяют в виде твердых добавок, либо в виде жидких добавок, подаваемых вместе с сырьем.
Совершенствование процесса промотированного окисления СО ведется в направлении использования различных окислителей и способов их введения в зону регенерации.
При использовании в качестве окислителя оксидов Cu, Cr, V, Mn, Ti, Fe, Bi, Sn в количестве порядка 1% от катализатора в установке крекинга объемное соотношение СО2/СО в газах регенерации повышается с 1 до 4. Однако в результате значительного содержания в системе активного металла снижается селективность катализатора крекинга по коксу и повышается выход газа и кокса. Значительно эффективнее металлы платиновой группы.
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
Активный компонент может входить в состав катализатора крекинга, а также может быть нанесен на твердый неорганический носитель и применяться в виде добавки к основному катализатору. Наиболее перспективно использование промоторов окисления в виде отдельных добавок, так как введение твердого промотора в систему независимо от катализатора позволяет с максимальной гибкостью управлять процессом окисления СО в регенераторе. В качестве носителей таких промоторов используют оксиды Al, Si, Ti, Zn, Mg, их смеси, глины, аморфные и кристаллические алюмосиликаты. Окислительная активность промотора проявляется сразу же после его загрузки в реактор; полное окисление СО достигается через 8-10 минут после поступления промотора в систему.
Катализаторы связывания оксидов серы и азота.
При каталитическом крекинге сырья с высоким содержанием серы и азота возникает проблема улавливания из дымовых газов оксидов серы (SOx) и азота (NOx).
Содержание серы в коксе может меняться от 0,4 до 4,4% мас. В среднем 5% мас. серы сырья переходит в кокс и выбрасывается с дымовыми газами регенерации катализатора в виде SOx . Чем больше серы в сырье, тем больше ее в коксе.
При крекинге малосернистого сырья (до 1%мас. серы) содержание SOx в дымовых газах не превосходит 500 мл/м3, но с повышением содержания серы до 1,65% мас. может превышать 2 000мл/м3.
Из технологических приемов, используемых на установках ККФ, снижению выбросов SOx способствуют: уменьшение содержания серы в сырье, снижение глубины превращения, доли рисайкла, повышение расхода пара на отпарку, подачи воздуха в регенератор, температуры регенерации, введение промотора дожига СО. Наиболее экономичным способом очистки дымовых газов от SOx считается использование бифункциональных катализаторов или добавок. Оксиды ряда металлов образуют с SOx стойкие сульфаты, которые в реакторе восстанавливаются до исходного оксида металла и сероводорода, сероводород уходит из реактора с продуктами реакции и отделяется с сухим газом. Рациональнее же бифункциональных катализаторов использовать каталитически неактивные добавки – они не так закоксовываются, и количество добавки можно регулировать независимо от догрузки катализатора. Стоимость очистки с добавками в несколько раз меньше, чем скрубберная очистка или гидроочистка сырья.
При горении кокса в регенераторе от 20 до 90% содержащегося нем азота превращается в NOx и выбрасывается с дымовыми газами. При этом выбросы с установок ККФ в США от общего количества выбросов NOx , на НПЗ составляют: на установках, оборудованных котлами дожига СО – 13%, на остальных – 3%. В странах ЕС выбросы NOx с 1980 г. по 1995 г. снижены на 40%.
Основные факторы, влияющие на процесс каталитического крекинга.
Качество сырья.