Материал: Изучение функциональных свойств многослойных пленок на основе двух- и трехкомпонентных нитридов тугоплавких металлов и их соединений с легкоплавкими металлами и неметаллами
ства из трубчатых ТЭНов; снижения количества и размеров микрокапельной фазы (МКФ) – за счет совершенствования электродуговых испарителей и применения многокатодных устройств.
Получение пленок с заданной стехиометрией, структурой и свойствами при высокой однородности их по толщине и площади затруднено невозможностью раздельного регулирования энергии и потока ионов, бомбардирующих катод/мишень, отсутствием возможности управления потоком ионов, падающих на подложку, миграцией атомов и ионов по подложке, которые не позволяют управлять взаимосвязью между процессами распыления и осаждения пленок, а также различием значений коэффициентов распыления (Кр) материалов катодов/мишеней, параметров их кристаллической решетки (КР), температурой, фазовым и химическим составом материала катодов/мишеней и способа их изготовления и охлаждения.
Несмотря на многолетний опыт оптимизации и применения ионноплазменных технологий, снижение нестабильности эксплуатационных свойств ТИ и ПТ остается актуальной проблемой, в частности, в понимании общих закономерностей, управляющих формированием реальной структуры пленок.
Проблема улучшения износо- и трещиностойких свойств многочисленных многослойных пленок (МП) В.П. Табаковым решается варьированием элементного состава слоев за счет изменения количества и элементного состава катодов, содержания реакционного газа в газовой смеси с аргоном (Ar), управления температурой пленки путем изменения опорного напряжения. С.Н. Григорьев для изменения элементного состава слоев использует расходуемый материал из сплава элементов IV–VI групп Периодической системы, по меньшей мере, с одним элементом с более высоким коэффициентом ионного распыления и ступенчато с шагом, обеспечивающим заданную разницу между концентрацией Cr и/или Al в расходуемом материале и концентрацией упомянутых элементов в МП или ее отдельных слоях, изменяет отрицательный потенциал на подложке. А.С. Верещака для повышения износостойкости, термостабильности и коррозионной стойкости, уменьшения адгезии с обрабатываемым материалом для получения МП в интервале температур 430…550 К чередует двух- и многокомпонентные слои. N. Wangyang и M. Ronald Ti1–хAlxN пленки формируют в диапазоне 673…873 К для получения х = 0,53…0,58 молей и от 0 до 15 мас. % гексагональной фазы с текстурой (200) и (111). Учеными L. Ipaz, J.C. Caicedo, J. Esteve предложены МП с высокими механическими и трибологическими свойствами: критическая нагрузка 45 Н, коэффициент трения (f) 0,28, а также получены МП с различными механизмами формиро-
11
вания за счет уменьшения толщины слоев до 25 нм и увеличения их количества до 100.
Приоритетной задачей является выбор составов пленок и разработка конструкций МП с комплексом функциональных свойств; актуальной задачей – управление наиболее значимыми процессами, участвующими в формировании пленок, прогнозирование их структуры по технологическим (ТехП) и температурным (ТемП) параметрам осаждения; научно-прикладной задачей – изучение фазовых и структурных изменений в пленках под влиянием условий их формирования для сообщения им комплекса высоких функциональных свойств и установление взаимной зависимости ФМС и трибологических свойств пленок. Решение указанных задач может позволить получать МП с комплексом высоких функциональных свойств.
В последние годы технология получения наноструктурированных и поликристаллических пленок, в том числе многослойных, привлекает внимание многих исследователей. Практически отсутствует корреляционная связь между результатами исследований фазового и элементного состава, параметров структуры и эксплуатационными свойствами упрочненного ТИ и ПТ.
Вопрос о том, какими должны быть структурные и фазовые характеристики пленок с комплексом высоких ФМС, износостойких и антифрикционных свойств (ИАС), пока остается открытым, требует дополнительного изучения и представляет как научный, так и практический интерес.
Для разработки и получения многослойных поликристаллических пленок на основе наноструктурированных и поликристаллических слоев нитридов элементов III и IV групп Периодической системы с комплексом высоких ФМС, ИАС, адгезионных, коррозионных, трещино- и теплостойких свойств широкой области применения необходимо изучить зависимость указанных свойств пленок от их строения, внутренних напряжений, фазового и элементного состава.
12
1. МЕТОДЫ И ОБОРУДОВАНИЕ ДЛЯ ФОРМИРОВАНИЯ МНОГОСЛОЙНЫХ ПЛЕНОК НА ОСНОВЕ ДВУХ- И ТРЕХКОМПОНЕНТНЫХ СЛОЕВ
1.1. МАГНЕТРОННОЕ РАСПЫЛЕНИЕ
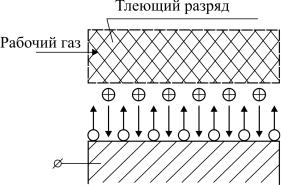
Магнетронное распыление относится к ионно-плазменным методам,
вкоторых используется тлеющий разряд (рис. 1.1). При использовании
вкачестве рабочего газа смеси из Аr и химически активного газа (О2, N2 и т.п.) реализуется реактивный метод осаждения оксидов, нитридов и т.п.
Рис. 1.1. Использование тлеющего разряда при ионно-плазменном осаждении пленок
Различают магнетронное распыление на постоянном токе, высокочастотное магнетронное распыление, магнетронное распыление с ЭЦР, реактивное магнетронное распыление [1] и импульсное магнетронное распыление.
Метод импульсного магнетронного распыления основан на действии магнетронных распылительных систем. Магнетронные распылительные системы получили свое название от СВЧ приборов М-типа (магнетронных устройств), хотя кроме наличия скрещенных электрического и магнитного полей ничего общего с ними не имеют. Магнетронные системы относятся к системам распыления диодного типа, в которых распыление материала происходит за счет бомбардировки поверхности мишени ионами рабочего газа, образующимся в газе аномально тлеющего разряда. Высокая скорость распыления, характерная для этих систем, достигается увеличением плотности ионного тока за счет локализации плазмы у распыляемой поверхности мишени с помощью сильного поперечного магнитного поля [2, 3].
13
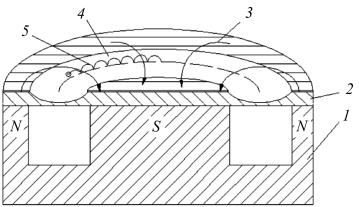
Принцип действия магнетронной распылительной системы показан на рис. 1.2. Основными элементами устройства являются катод-мишень, анод и магнитная система. Силовые линии магнитного поля замыкаются между полюсами магнитной системы. Поверхность мишени, расположенная между местами входа и выхода силовых линий магнитного поля, интенсивно распыляется и имеет вид замкнутой дорожки, геометрия которой определяется формой полюсов магнитной системы.
Рис. 1.2. Схема магнетронной распылительной системы с плоской мишенью: 1 – магнитная система; 2 – катод-мишень; 3 – силоваялиниямагнитногополя; 4 – зонанаибольшейэрозии поверхностикатода; 5 – траектория движения электрона
При подаче постоянного напряжения между мишенью (отрицательный потенциал) и анодом (положительный или отрицательный потенциал) возникает неоднородное электрическое поле и возбуждает аномальный тлеющий разряд. Наличие замкнутого магнитного поля у распыляемой поверхности мишени позволяет локализовать плазму разряда непосредственно у мишени. Эмитированные с катода под действием ионной бомбардировки электроны захватываются магнитным полем, им сообщается сложное циклоидальное движение по замкнутым траекториям у поверхности мишени. Электроны оказываются как бы в ловушке, создаваемой с одной стороны магнитным полем, возвращающим электроны на катод, а с другой стороны – поверхностью мишени, отталкивающей электроны. Электроны циклируют в этой ловушке до тех пор, пока не произойдет несколько ионизирующих столкновений с атомами рабочего газа, в результате которых электрон потеряет полученную от электрического поля энергию. Таким образом, большая часть энергии электрона, прежде чем он попадет на анод, используется на ионизацию и возбуждение, что значительно увеличивает эффективность процесса ионизации и приводит к возрастанию концентрации положительных ионов у поверхности катода. Это в свою оче-
14
редь обусловливает увеличение интенсивности ионной бомбардировки поверхности мишени и значительный рост скорости распыления, а следовательно, и скорости осаждения пленки.
1.2. ЭЛЕКТРОДУГОВОЕ ИСПАРЕНИЕ
Осаждение пленок дуговым разрядом в вакууме происходит за счет эрозии вещества в сильноточных дуговых разрядах (с холодным и горячим катодом), образования ионизированной паровой фазы (20–100 % ионов), переноса ее с большой скоростью (энергия частиц Е до 10 эВ) и конденсации на поверхности подложки.
Кдостоинствам метода осаждения тонких пленок дуговым разрядом
ввакууме относятся: практически неограниченная электрическая мощ-
ность; высокий коэффициент ионизации испаряемых частиц Ки; возможность получения пленок сплавов, окислов, нитритов, карбидов и т.п., причем как путем использования мишеней из этих материалов, так и реактивным методом; отсутствие необходимости в дополнительном газе для
ионизации; скорость осаждения V0 – максимально возможная (ограничивается допустимым потоком энергии на поверхность конденсации). Недостатками являются наличие в потоке осаждаемого вещества капельной фазы, нерегулируемая энергия частиц Е и относительная сложность конструкции дуговых источников.
1.3. ОБОРУДОВАНИЕДЛЯФОРМИРОВАНИЯМНОГОСЛОЙНЫХ ПЛЕНОК
НАОСНОВЕДВУХ- ИТРЕХКОМПОНЕНТНЫХ СЛОЕВ
Методы формирования многослойных пленок на основе двухкомпонентных (TiN, ZrN) и трехкомпонентных (Ti1–xAlxN, TiхZr1–xN) слоев – электродуговое испарение (ЭДИ), магнетронное распыление (МР): высокочастотное МР и МР на постоянном токе.
Оборудование для формирования МП – модернизированная и автоматизированная установка УРМЗ 3.279.048 и промышленная установка ННВ-6,6-И1 (табл. 1.1).
Способы охлаждения катода/мишени:
– без принудительного охлаждения (температура воды, охлаждающей
(Тохл.вод) катод/мишень на входе ≈299…300 К, на выходе ≈301…302 К);
– с принудительным охлаждением (Тохл.вод на входе ≈291…292 К, на выходе ≈293…294 К).
15