Материал: Инновационные технологии и оборудование. Межвузовский сборник научных трудов. Пачевский В.М
вопросы касаются достоверности воздействующих факторов. При необходимости матрица предусматривает проведение специального расчетного подтверждения или прямое измерение какого-либо параметра фактора, воздействующего на уплотнение в процессе его работы при огневых стендовых испытаниях (ОСИ) двигателя.
Таким образом, при отработке манжетных уплотнений вала ТНА в КБХА учитываются следующие воздействующие на них факторы.
Внешние:
-химическое воздействие рабочих и технологических сред, в том числе в разных фазовых состояниях;
-скорость трения; -динамическое биение уплотняемой поверхности вала и
статического смещения посадочного места под манжеты относительно ост вала;
-диапазон давления рабочих сред, в том числе на стоянке, при выходе на режим и при останове;
-температура рабочей среды, в том числе подогрев за счет ее подогрева в тракте двигателя и ТНА;
-температура конструкции, в том числе ее изменение за счет дополнительного теплопритока (оттока), вызванного работой двигателя и агрегата;
-давление в дренажах; -кратность и ресурс срабатывания;
-условия хранения, транспортирования и работы двигателя и комплектуемого им изделия в течение заданных гарантийных сроков,
Внутренние:
-минимальные и максимальные радиальные и осевые натяги; -минимальные и максимальные усилия пружин на рабочих
усах манжет; -эластичность рабочего уса (совокупный фактор
характеризующий свойства материала данной партии манжет).
2. Разработка комплексного плана экспериментальной отработки манжетных уплотнений, который включает:
-измерение фактических условий работы манжет при ОСИ двигателей. Для чего специально дорабатываются ТНА и проводятся измерения требуемых параметров во время ОСИ двигателей;
38
-исследование работоспособности манжет проведением их испытаний при воздействии наиболее неблагоприятного сочетания внешних и внутренних факторов, т.е. при минимальных и максимальных значениях натягов, эластичности; при максимальных значениях температуры и давления рабочей среды за гидрозатвором; при максимальных значениях статического смещения манжет и динамического биения вала;
-проведение ускоренного термостарения манжет, эквивалентного заданным срокам хранения и эксплуатации двигателя и комплектуемого им изделия;
-подтверждение работоспособности манжет проведением их испытаний после ускоренного термостарения при воздействии наиболее неблагоприятного сочетания внешних и внутренних факторов;
-оценка исходного и послепускового состояния манжет при дефектации после ОСИ двигателей, прошедших натурное длительное хранение и эксплуатацию в пределах и за пределами гарантийных сроков.
Как видно, из перечисленных мероприятий наиболее важным является экспериментальная доводка манжет.
Решение всех задач по определению работоспособности манжет ТНА при испытаниях в составе двигателей невозможно, поэтому исследование влияния воздействующих факторов, в т.ч. термического старения резин на работоспособность манжетных уплотнений проводятся в специальных имитаторах.
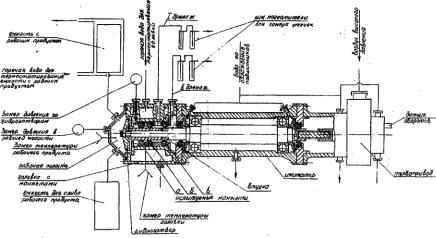
Схема имитатора и стенда для проведения испытаний манжет представлена на рис. 1.
Имитатор представляет собой корпус, в котором установлен вал на подшипниках, охлаждаемых водой. С одной стороны к валу через рессору подсоединяется турбопривод с датчиком оборотов. С другой стороны вал имеет консоль, на которую монтируется втулка с заданной шероховатостью поверхности и гидрозатвор. С этой стороны на имитатор устанавливаются сменные головки с испытуемыми манжетами. Конструкция гидрозатвора, количество и расположение манжет в головке имитатора и в ТНА отличий не имеют. Конструкция имитатора позволяет обеспечить испытания манжет:
39
-при минимальном (максимальном) натяге манжет, что обеспечивается установкой на вал сменных втулок, выполненных с различными величинами диаметров;
-при максимальном (минимальном) смещении посадочного места манжет в корпусе головки относительно оси вала, что обеспечивается перемещением и фиксацией головки относительно корпуса вала;
-при максимальном (минимальном) статическом биении вала, что также обеспечивается установкой сменных втулок, выполненных с различными величинами радиального биения наружной поверхности относительно оси вращения вала имитатора;
Рис. 1.Схема имитатора и стенда для испытаний манжет
-при максимальной (минимальной) температуре рабочей среды и конструкции головки. Необходимая температура рабочей среды достигается термостатироваиием бака с рабочей средой и регулированием расхода через рабочую полость с гидрозатвором, который также при вращении вала создает дополнительный подогрев среды до рабочей температуры. Головка с манжетами перед испытаниями может термостатироватьея до необходимой температуры путем проливки рубашки головки водой (паром) или холодным азотом;
40
- при максимальном давлении рабочей среды с воздействием гидроударов рабочей среды при запуске и останове вала В полости между гидрозатвором и первой манжетой за счет вращения гидрозатвора создается разрежение и устанавливается заданное рабочее давление (давление насыщенных паров).
При испытаниях производится фиксация и запись всех параметров. Визуально контролируется утечка рабочей среды, фактическая величина которой определяется с помощью химпоглотителей.
Критерием работоспособности манжет является обеспечение герметичности. Наиболее тяжелым условиям работы подвергается первая после гидрозатвора манжета, особенно в начальный момент вращения вала, когда весь перепад давления жидкости удерживается первой манжетой. После выхода на основной режим и до конца работы на первую манжету воздействует давление насыщенных паров. По этой причине износ первых манжет значительно больше, чем остальных.
В зависимости от давления (Р) и скорости скольжения (V) уса манжеты по поверхности вала разгерметизация манжет по первому дренажу происходит за короткий промежуток времени. Экспериментальными исследованиями [2] установлено, что небольшой разброс по герметичности обеспечивается при (P·V)
≤250 кгс.м/см2.с. Это подтверждается многочисленными испытаниями в КБХА разных типоразмеров манжет при (P·V) от 83 до 420 кгс.м/см2.с практически при одной и той же продолжительности испытаний. Так, например, при (P·V) от 300 до 420 кгс . м/ см 2 . с были зафиксированы утечки по первому дренажу соответственно со 105 и с 12 с, а при (P·V) = 83 кгс.м/см2.с утечек не наблюдалось и износ манжет незначительный [3].
Очевидно, что при одной и той же скорости скольжения снижение износа первой манжеты (перед гидрозатвором) может быть достигнуто за счет снижения температуры и давления рабочей среды за гидрозатвором. Это оказалось возможным за счет организации перетока под перепадом давления более холодной жидкости в полость за гидрозатвором через несколько осевых отверстий, выполненных в самом гидрозатворе. Для повышения надежности гидрозатворы, с выполненными в них отверстиями, были внедрены а серийные ТНА.
41
В связи с заменой во экологическим причинам отдельных ингредиентов резиновых смесей, используемых при изготовлении серийных манжет, были проведены испытания в имитаторах но подтверждению работоспособности манжет из новых материалов.
Так, например, испытаниями в имитаторах была подтверждена работоспособность манжет, изготовленных из новых марок резин [3], манжет, изготовленных с применением иной клеевой композиции [4].
Одним из важных направлений в поддержании надежности ТНА изделии является обеспечение и поддержание в процессе производства качества резиноармированных манжет, гарантирующего требуемую герметичность уплотнении насосов при заданных условиях эксплуатации. Наиболее объективным методом контроля качества и оценки работоспособности манжет являются приемо-сдаточные испытания (ПСИ).
ПСИ манжет проводятся в имитаторах по специальным методикам. От партии манжет отбираются образцы в количестве, обеспечивающем не менее трех испытаний. Качество манжет проверяется испытаниями при условиях, максимально приближенных к объектовым. ПСИ, проводимые в имитаторах, являются последней контрольной операцией в цикле изготовления манжет.
Таким образом, действующая в КБХА методика выбора и экспериментальной отработки манжетных уплотнений обеспечивает требуемую надежность турбонасосных агрегатов и изделий в целом.
Литература:
1.СТП 256-81-2000. Выбор, отработка и согласование применения комплектующих изделий и неметаллических материалов., КБХА, 2000 г.
2.Голубев Г. А., Кукин Г.М, и др. Контактные уплотнения вращающихся валов, М., Машиностроение, 1976 г.
3.Технический отчет № 110-01-2-94 по результатам испытаний манжетных уплотнений, КБХА, 1994 г.
Техническая справка № 110-01-66-98 по результатам испытаний манжет, изготовленных с применением клеевой композиции 51-К-19-2 и 51-К-24-30, КБХА, 1998 г.
Получено: |
Воронежский государственный |
42