Материал: Инновационные технологии и оборудование. Межвузовский сборник научных трудов. Пачевский В.М
|
qmax |
|
N |
|
qi |
|
li |
|
Но величина |
уже входит в выражение |
f |
|
|
. |
|||
|
i |
|
||||||
|
|
|
|
|
do |
|||
|
n |
1 |
|
n |
|
|||
Поэтому функциональную зависимость (3) можно представить как:
Rz |
N |
qi li |
|
fi |
|
|
|
. |
(4) |
Rzo |
|
|
||||
1 |
n do |
|
||||
Таким образом, при принятых выше допущениях следует, что при обработке заготовок из различных материалов, экспериментальные данные должны соответствовать единой универсальной
зависимости (4): |
Rz |
, |
где |
|
|
Rzo |
|
||||
|
1 |
|
|
||
|
|
N |
|
||
|
|
|
|
fi qili , |
(5) |
|
|
|
n do |
||
|
|
|
1 |
|
|
есть безразмерный критерий подобия для процесса формирования микрорельефа при деформирующем протягивании.
|
Если при многоцикловой обработке li |
const , а за fi |
можно |
|||||||||||||||||||||
принять некоторое среднее значение |
f , то получаем: |
|
|
|||||||||||||||||||||
|
|
|
|
|
|
Rz |
|
|
|
f l |
|
qi |
|
|
1 |
|
qi . |
|
|
|
|
|||
|
|
|
|
|
|
Rzo |
|
|
do n |
|
1 |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|||||
|
Если при этом обрабатываются |
заготовки из одного мате- |
||||||||||||||||||||||
риала, то |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Rz |
|
|
qi . |
|
|
|
|
|
|
|
|
|
(6) |
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
Rzo |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Если q выразить через технологическое усилие протягивания |
|||||||||||||||||||||||
Q |
/7/, а |
ширину |
контакта |
li |
через |
натяг |
на |
деформирующий |
||||||||||||||||
элемент |
ai , то |
критерий |
подобия |
рассчитывается |
как: |
|||||||||||||||||||
|
|
fi |
ai |
Q |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
fi |
|
i |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
, |
|
где |
- |
угол |
конусности |
деформирующего |
||||||||||||||
1 |
|
d 2 |
|
|
||||||||||||||||||||
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
o |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
элемента. Поскольку при деформирующем протягивании |
=4 |
- 5 , |
||||||||||||||||||||||
то принимая для стабильных условий обработки f |
const |
получаем |
||||||||||||||||||||||
простой технологический критерий подобия |
|
|
|
Qi ai |
. |
|
|
|||||||||||||||||
2 |
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
d 2 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
o n |
|
|
|
28
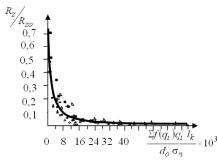
Для экспериментальной проверки предложенной модели были проведены многочисленные эксперименты по многоцикловому деформирующему протягиванию втулок из сталей: 10, Ст3, 45, Х18Н10Т, У8 и из меди инструментами из ВК15 и с покрытиями TiN и CrN. Все экспериментальные данные получали по методикам, изложенным в /7/. Кривая (см. рисунок) строилась для различных, безразмерных параметров. Как видно, выдвинутые теоретические положения удовлетворительно подтверждаются экспериментальными данными.
|
|
Рис. 1. Зависимость относи- |
|
||||
|
|
тельной |
|
шероховатости |
|
||
|
|
обработанной |
поверхности |
от |
|
||
|
|
безразмерных |
|
параметров |
|
||
|
|
технологического процесса (угол |
|
||||
|
|
конусности |
5о, |
смазка |
– |
|
|
|
|
сульфофрезол, натяг–0,2 мм на |
|
||||
|
|
проход) при протягивании втулок |
|
||||
|
|
из стали |
10, |
стали |
45, стали |
|
|
|
|
Х18Н10Т, стали У8 |
|
|
|
||
|
|
|
|
|
|
|
|
Таким |
образом, |
предложен |
теоретический |
метод |
|||
определения величины шероховатости, учитывающий всю совокупность технологических факторов. Он может быть рекомендован как для дальнейших исследований механики поверхностного пластического деформирования, так и при проектировании технологических расчетов.
Литература:
1.Крагельский И. В. Основы расчетов на трение и износ. М.: Машиностроение, 1977. 526 с.
2.Хусу А. П., Витенберг Ю. Р., Пальмов В. А. Шероховатость поверхностей, теоретико-вероятностный подход. М.: Наука, 1975. 343 с.
3.Проскуряков Ю. Г. Технология упрочняюще-калибрующей и формообразующей обработки металлов. М.: Машиностроение, 1971. 208 с.
4.Макушок Е.М. Механика трения. Под ред. акад. В. П. Северденко. Минск, «Наука и техника», 1974. 254 с.
29
5.Седов Л. И. Методы подобия и размерности в механике. М.: Наука, 1972. 440 с.
6.Определение шероховатостей поверхности обрабатываемой детали при деформирующем протягивании / Балаганская Е. А., Цеханов Ю. А., Шейкин С. Е., Воронеж. гос. агр. ун-т.- Воронеж, 1997. Деп. В ВИНИТИ 29.09.97, N2930-В97.
7.Розенберг О. А. Механика взаимодействия инструмента с изделием при деформирующем протягивании. Киев, Наукова думка, 1981. 283 с.
8.Акаро В. Л. Контактное трение и изнашивание микрорельефа гравюр кузнечных штампов // Кузнечно-штамповочное производство, 1989,- №8,- С.13-16.
Получено |
Воронежский государственный |
14.11.2003 г. |
технический университет |
УДК 621.7.011 |
|
МАТЕМАТИЧЕСКИЙ АНАЛИЗ ЭНЕРГЕТИЧЕСКИХ ПАРАМЕТРОВ ОЧАГА ДЕФОРМАЦИИ ПРИ ДЕФОРМИРУЮЩЕМ ПРОТЯГИВАНИИ
Балаганская Е.А.
Предложена методика проведения анализа энергетических параметров очага деформирования при деформирующем протягивании трубных заготовок с небольшой толстостенностью, и даны пути снижения энергозатрат.
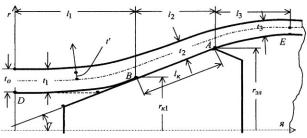
Для решения поставленной задачи была разработана математическая модель очага пластических деформаций при деформирующем протягивании (ДП) заготовок с небольшой толстостенностью, когда их напряженнодеформированное состояние можно описать с помощью моментной теории оболочек /1/. Схема очага деформации и соответствующие ей основные геометрические и кинематические параметры приведены на рис.1. Очаг состоит из трех зон: контактной (2-я зона) и двух внеконтактных (1-я и 3-я).
Рис.1. Расчетная схема очага пластических деформаций

Полный функционал мощности W внешних и внутренних сил в соответствии с известными вариационными принципами теории
деформируемого твердого пластического тела /2/ равен: |
|
W QV3 min , |
(1) |
Q – сила протягивания, V3 - скорость течения материала в конце
очага деформации. Величина W равна сумме мощностей каждого из отдельных участков.
Обозначим для срединной поверхности заготовки через K отношение скорости осевой деформации к скорости окружной
деформации: |
K |
zo |
. |
|
(2) |
|
|
||||
|
|
o |
|
|
|
В пределах каждого участка эта величина |
имеет свое |
||||
постоянное значение: K1 , K 2 , K3 . Геометрию срединной |
|||||
поверхности |
внеконтактных зон r |
f (z) опишем |
с помощью |
||
полиномов четвертой степени, которые учитывают граничные условия, как всего процесса, так и условия кинематического сопряжения на границах участков /1/. Согласно этой работе полная мощность пластических деформаций в пределах каждого участка определяется выражением (рис.1):
|
t |
l |
|
|
|
|
2 |
|
|
|
|
2 |
|
|
||
|
2 |
|
|
|
r |
|
r |
|
r |
|
|
r |
|
|
|
|
W 4 |
|
dt |
V |
r |
|
K |
r t |
K |
r t dz . |
(3) |
||||||
s |
|
|
|
|
|
|||||||||||
|
1 |
z |
|
|
r |
|
r |
|
r |
|
r |
|
||||
|
t 2 |
0 |
|
|
|
|
|
|
|
|||||||
Изменение скорости осевого течения Vz и толщины стенки |
||||||||||||||||
заготовки t |
определяется из условия несжимаемости и условия |
|||||||||||||||
неразрывности деформаций. |
|
|
|
|
|
|
|
|
|
|||||||
Пять независимых параметров: K1 , K 2 , K3 , l1 , l3 - являются
варьируемыми параметрами, которые должны обеспечить в рассматриваемой модели минимум полной мощности.
Основные выражения для каждого участка имеют вид: 1-й участок внеконтактных деформаций DB :
31

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
K l1 |
r |
dz |
|
|
|
|
|
|
|
|
|
K |
|
l1 |
r |
dz |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
1 |
|
|
r |
|
|
r rср |
3 tg |
|
|
z |
2 |
|
|
|
|
tg |
z |
4 |
, Vz |
|
|
|
|
Vzo e |
0 r |
|
|
, t1к |
to e |
|
0 |
|
; |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
4 l |
|
|
|
|
|
|
|
|
8l 3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
1 |
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
2-й |
|
|
контактный |
|
|
|
|
|
участок |
|
|
|
ВА: |
|
|
|
|
r |
|
r |
|
|
|
5 |
tg |
l , |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
к |
|
|
ср |
|
8 |
|
|
|
1 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
l |
|
|
|
|
|
|
|
K |
1 |
l |
l |
2 |
|
|
|
|
|
|
K2 |
|
|
|
|
|
l |
|
|
|
|
K 1 |
l |
|
l |
21 |
|
|
|
|
K2 1 |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
1 |
|
|
|
|
|
|
|
|
|||||||||
|
|
1 |
|
r |
dz |
|
|
|
|
|
|
|
|
|
|
|
r |
|
dz |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
r |
dz |
|
|
|
|
|
|
r |
dz |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
||||||||
Vz 2 |
Vo e 0 r |
|
|
|
|
|
|
|
e l1 |
|
|
|
|
|
|
|
|
|
, tк 2 |
to e 0 r |
|
|
|
|
|
e |
|
l1 |
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
; |
|||||||||||||||||||||||
|
3-й внеконтактный участок АЕ: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
r |
r |
|
tg |
|
|
|
|
tg |
|
z3 |
|
|
tg |
|
z |
4 |
, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
2l 2 |
|
|
8l 3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
3 |
ср3 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
K l1 |
r |
dz |
|
K2 l1 l2 |
r |
|
dz |
|
K3 l1 l2 l3 |
r |
dz |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
1 |
|
|
r |
|
|
|
|
|
|
|
|
r |
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
Vz 3 |
Vo e |
|
|
|
|
|
|
e |
|
|
|
|
|
|
|
|
|
|
e |
|
|
|
|
, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
0 |
|
|
|
|
|
l1 |
|
|
|
|
|
l1 |
l2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
l |
|
|
|
|
|
|
|
|
|
|
|
|
l1 |
|
l |
2 |
|
|
|
|
|
|
|
l |
l |
2 |
l |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
K 1 |
1 |
r |
dz |
K2 1 |
|
|
|
|
r |
dz |
K3 1 |
|
|
|
|
r |
dz |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
1 |
|
|
|
|
r |
|
|
|
|
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
t3 |
to e |
|
|
|
|
|
|
|
e |
|
|
|
|
|
|
l1 |
|
|
e |
|
|
|
|
l1 l2 |
|
. |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
Расчет по разработанной модели осуществлялся с помощью |
||||||||||||||||||||||||||||||||||||||||||||||||||||
метода последовательных приближений. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
По окончании итерационного |
процесса |
рассчитывали силу |
||||||||||||||||||||||||||||||||||||||||||||||||||
трения |
по |
известной |
|
/4/ |
|
|
зависимости: |
|
|
Fтр |
|
|
|
|
Q f |
|
|
|
|
|
и |
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
f |
cos |
|
|
sin |
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
среднее |
|
|
|
|
|
|
|
контактное |
|
|
|
|
|
|
|
касательное |
|
|
|
|
напряжение: |
||||||||||||||||||||||||||||||||
|
Q f cos |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
|
|
|
где |
|
|
f – |
коэффициент |
|||||||||||||||||
n |
|
|
|
|
|
|
|
|
rк1 |
|
rэ |
l2 |
|
|
f cos |
|
|
|
sin |
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
трения, |
а |
|
|
|
|
|
- |
|
|
угол |
|
|
наклона |
образующей |
|
рабочего |
конуса |
||||||||||||||||||||||||||||||||||||
инструмента. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
После этого осуществляется итерация по минимизации более |
||||||||||||||||||||||||||||||||||||||||||||||||||||
полного |
функционала |
|
с |
|
фиксированными |
внешней |
|
силой |
|
|
Q |
и |
|||||||||||||||||||||||||||||||||||||||||
заданными силами трения по заданной площади контакта, протяженностью lк . По результатам последней итерации
определяются искомые основные и производные параметры: l1 , l3 ,
K1 , K2 , K3 , l2 , lк , W1 , W2 , W3 , Wтр , W .
Разработанная модель дала возможность проанализировать энергетику процесса. Общая мощность, затраченная на
32