Материал: Инновационные технологии и оборудование. Межвузовский сборник научных трудов. Пачевский В.М
деформирование - W , состоит из мощности трения - Wтр между
деформирующими элементами и заготовкой, мощности пластического деформирования на контактном участке - W2 и мощности затраченной на деформирование во внеконтактных
зонах: Wв.з W1 W3 .
Рассмотрим изменение общей мощности, а также ее составляющих в зависимости от режимов деформирования и геометрии инструмента. Расчеты выполнялись для безразмерных мощностей согласно методам теории подобия /3/:
|
|
|
|
|
|
|
|
W |
|
|
|
|
WТр |
|
|
|
|
|
|
|
Wв.з |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
W |
|
|
|
; |
|
Wтр |
|
|
; |
Wв.з |
|
|
|
|
|
, |
|
|||||||||
|
V r 2 |
|
V r 2 |
|
|
|
V r 2 |
|
||||||||||||||||||||||
|
|
|
|
|
|
|
s o o |
|
|
|
|
s o o |
|
|
|
|
|
|
|
s o |
o |
|
||||||||
где s - предел текучести материала на сдвиг, Vo |
|
– скорость инструмента. |
||||||||||||||||||||||||||||
Мощность, затраченная на деформирование во внеконтактных |
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
зонах Wв.з , также растет |
с |
увеличением |
|
|
|
и |
толстостенности |
|||||||||||||||||||||||
заготовки. Аппроксимацией |
расчетных данных получена |
простая |
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,11 to |
2 |
|
|
|
|
to |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
инженерная зависимость: W |
|
|
ro |
|
0,023 |
ro |
. |
(4) |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
в.з |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
Wв.з представим их изменения в зависимости от |
в долях от |
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
общей мощности |
W . C |
увеличением |
|
доля |
Wтр |
монотонно |
||||||||||||||||||||||||
убывает, причем это изменение практически не зависит от толщины
стенки. Ранее, в работе /4/ отмечалось, что при  4 доля работы трения практически не зависит от натяга и диаметра отверстия
4 доля работы трения практически не зависит от натяга и диаметра отверстия
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
заготовки. Проанализируем зависимость Wтр |
W . |
|
|
|
|
|
|||||||||||||||||
|
|
Путь трения Lтр , |
на |
|
котором |
сила |
трения |
|
Fтр совершает |
||||||||||||||
работу, связан |
с |
длиной |
заготовки |
очевидным |
соотношением: |
||||||||||||||||||
|
L |
|
l |
2 |
cos |
. |
Тогда |
Aтр |
|
Fтр L |
, |
а Wтр |
FтрVo |
. |
Полная |
||||||||
|
Lтр |
|
lк |
|
|
|
|
|
|
cos |
|
|
|
|
|
|
|
cos |
|
|
|
||
мощность: W |
QVo . |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Представим осевую силу Q следующей зависимостью /4/:
,
где N - сила, нормальная к поверхности инструмента.
33
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тогда |
Wтр |
Fтр |
|
. |
|
(5) |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
W |
|
|
|
|
|
|
cos |
Fтр cos |
N sin |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Разделим числитель и знаменатель выражения (5) на |
N и |
||||||||||||||||
учитывая, что |
Fтр |
|
|
|
|
f , окончательно получим: |
|
||||||||||
N |
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Wтр |
f |
|
|
. |
(6) |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
W |
cos f cos |
N sin |
|||||||||
|
|
|
|
|
|
|
|
|
|||||||||
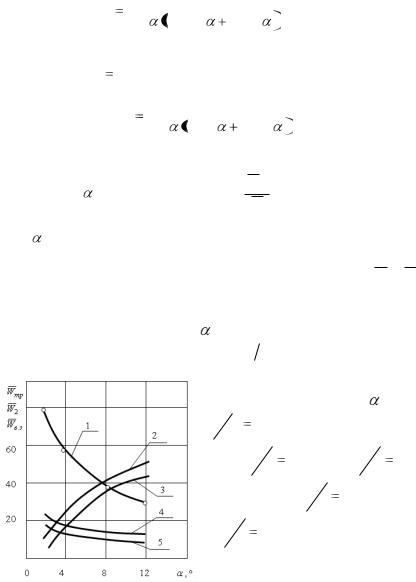
Таким образом, доля мощности трения в общей мощности, затраченной на деформирование заготовки, определяется величиной
f и значением . Сравнение значений Wт р , полученных согласно
W
зависимости (6), показало их хорошее совпадение (рис.2). При малых и высоких значениях коэффициента трения мощность сил трения может достигать до 85% от общей мощности. В тоже время при больших  и низких значениях f мощность Wтр
и низких значениях f мощность Wтр  W
W
снижается до 10 % от общей мощности.
Доля мощности, затраченная на деформирование во внеконтактных
зонах, возрастает с увеличением . Для нее наблюдается |
|
влияние |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
толщины стенки; с ее увеличением Wв.з. |
|
W возрастает. |
|
|
|
|
|
|
|||||||||||
Рис. 2. Зависимость изменения |
|
||||||||||||||||||
долей мощности от угла |
при |
|
|||||||||||||||||
a |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0375 1) 1 |
- Wтр |
; 2) Wв.з |
|
||||||||||||
do |
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
при 2 |
to |
|
|
0,2 ; при 3 |
to |
0,1 |
; |
||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
ro |
|
|
|
|
|
|
ro |
|
|||
|
|
|
|
|
|
|
|
|
|
to |
|
|
|
|
|
|
|
|
|
3) W2 |
|
при 4 |
ro |
0,1 |
; при 5 |
|
|||||||||||||
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
to |
ro |
|
|
0,2 ; точками нанесены |
|
||||||||||||||
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
данные аналитического расчета |
|
||||||||||||||||||
Как показали данные математического моделирования, доля мощности, затраченной на образование внеконтактных зон, может изменяться от 5 до 60 % общей мощности.
34
Доля мощности формоизменения на контактном участке уменьшается с увеличением толщины стенки и натяга. Ее величина может изменяться в пределах от 5 до 35 % общей мощности.
На основании вышеприведенных данных можно определить пути минимизации энергетики процесса, через применение технологических факторов. Одним из путей снижения Wтр является уменьшение f , что
можно осуществить применением технологических смазок с низкими антифрикционными свойствами. Также уменьшение Wтр можно
осуществить за счет снижения ширины контакта l2 . На снижение l2
влияют увеличение , переход от осуществления суммарной деформации одиночным элементом – группой элементов, т. е. снижение натяга на элемент, а также совмещение зон внеконтактной деформации соседних рабочих элементов одновременно осуществляющих деформирование /6/.
На мощность формоизменения на контактном участке W2 при заданных степени деформации и размерах заготовки можно влиять только уменьшением ширины контакта l2 . Это достигается увеличением ,
снижением натяга на элемент, а также совмещением зон внеконтактной деформации.
Мощность деформирования во внеконтактных зонах W1 W3 можно
значительно снизить уменьшением , либо совмещением зон внеконтактной деформации. Как показали эксперименты /6/, использование совмещения зон внеконтактной деформации позволило снизить энергозатраты на процесс до 40 %. При этом такое существенное снижение обусловлено экономией энергозатрат на деформирование во внеконтактных зонах, а также снижением мощности трения.
Разработанная теоретическая модель позволила выполнить анализ энергетических параметров очага деформирования и установить пути снижения, как мощности деформирования, так и мощности ее составляющих.
Литература:
1. Тимошенко С.П., Войновский - Кригер С. Пластины и оболочки – М.: Физматгиз, 1963 – 636 с.
2.Качанов Л.М. Основы теории пластичности – М.: Наука,
1969 – 420 с.
3.Седов Л.И. методы подобия и размерности в механике. –
М.: Наука, 1969. – 420 с.
35
4.Розенберг О.А. Механика взаимодействия инструмента с изделием при деформирующем протягивании – Киев: Наукова думка, 1981 – 288 с.
5.Немировский Я.Б., Цеханов Ю.А. Применение вариационных принципов для анализа энергетических и кинематических параметров процесса деформирующего протягивания. // Резание и инструмент в технологических системах: Межд. научн.- техн. сборник. Вып. 60. – Харьков: ХГПУ – 2001. – с. 154-159.
6.Немировский Я.Б. Обеспечение геометрической точности изделий на основе изучения механики деформирующего протягивания. // Резание и инструмент в технологических системах: Межд. научн.- техн. сборник. Вып. 61. – Харьков: ХГПУ – 2002. – с.
146-153.
Получено: |
Воронежский государственный |
14.11.2003 г. |
технический университет |
УДК 621.78 |
|
ОТРАБОТКА МАНЖЕТНЫХ УПЛОТНЕНИЙ ВРАЩАЮЩИХСЯ ВАЛОВ ТУРБОНАСОСНЫХ АГРЕГАТОВ
Белоцерковский Ю.А., Моксач Г.И., Скачилов В.Н. к.т.н..
В настоящей статье приведен порядок выбора и отработки манжетных уплотнений турбонасосных агрегатов разработки КБХА. Описана схема стенда и имитатора для испытаний манжет. Освещены
вопросы повышения надежности манжетных уплотнений.
Безотказная работа любого гидравлического агрегата во многом зависит от надежной работы уплотнительных устройств.
Особенно высокие требования предъявляются к разделительным устройствам турбонасосных агрегатов (ТНА), т.е. к устройствам, разделяющим насосы окислителя и горючего, имеющие один и тот же приводной вал, соединенный с турбиной. Основная задача такого устройства - препятствовать соединению возможных утечек окислителя и горючего и их самовоспламенению. Как правило, такие устройства включают два пакета контактных уплотнений - один пакет в насосе окислителя, другой - в насосе горючего, разделяемых дренажной полостью.
36
В качестве контактных уплотнений вращающихся валов широко применяются резиноармированные манжеты. Они обладают рядом преимуществ перед другими контактными уплотнениями (малые габариты и вес, простота, удобства при монтаже, достаточно высокие эксплуатационные качества).
Обычно пакет уплотнения окислителя и пакет уплотнения горючего включают в себя по три манжеты, устанавливаемых последовательно друг за другом, причем между манжетами каждого пакета обязательно выполняется промежуточный дренаж, назначение которого - удаление возможных утечек окислителя и горючего до подхода к дренажной полости между пакетами. Для разгрузки манжет от действия давления рабочей среды перед ними устанавливаются жестко закрепленные на валу динамические гидрозатворы (импеллеры) - диски с лопатками, обращенными в сторону манжет. Такая схема позволяет решить поставленную задачу при обеспечении герметичности "хотя: бы по одной из шести манжет.
Практика отработки уплотнительных устройств в КБХА выработала ряд типовых мероприятий, обеспечивающих достижение желаемого результата.
Эти мероприятия проводятся в рамках действующей на предприятии комплексной системы управления качеством продукции (КСУКП) и регламентированы рядом стандартов предприятия. К таким мероприятиям относятся:
1. Выявление на стадии проектирования агрегата всех воздействующих на устройство факторов, определение их предельных величин, назначение требований к каждому элементу уплотнительных устройств. Этой процедуре помогает предусмотренная специальным стандартом [1] матрица условий работы уплотнения. В ней перечислены вопросы, на которые должен ответить автор проектируемого агрегата. Если ответа не находится, то в матрицу вносится соответствующие мероприятия, выполнение которых обеспечивает в процессе проектирования и экспериментальной доводки получение исчерпывающего ответа, доказательства. Перечень вопросов составлен на основании данных, как известных из научно-технических литературных источников по теории и практике создания уплотнительных устройств, так и на основании опыта отработки уплотнений разработок КБХА и родственных предприятий, В основном,
37