Материал: Инновационные технологии и оборудование. Межвузовский сборник научных трудов. Пачевский В.М
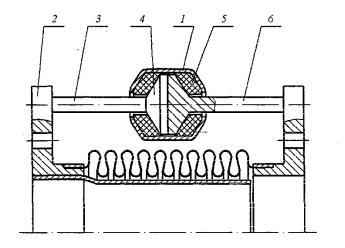
3. Компенсаторы с выносными демпферами 1 (рис.4) рационально использовать в тех случаях, когда их габариты не имеют принципиального значения. Статическая и динамическая нагрузки, воспринимаемые фланцами 2 компенсатора, передаются через шток 3 и расположенный на нем грибовидный элемент 4 на демпфирующие элементы 5 из металлорезины. Корпус демпфера 1
Рисунок 4 - Компенсатор с выносным демпфером:
1 – корпус демпфера; 2 – фланец; 3 - шток; 4 – грибовидный элемент; 5 – демпфирующий элемент; 6 - тяга
и грибовидный элемент 4 спрофилированы таким образом, что поперечные, продольные, угловые перемещения фланцев воспринимаются демпфирующими элементами 5. Корпус демпфера 1 с помощью тяги 6 связан со вторым фланцем компенсатора. Основным преимуществом таких компенсаторов является возможность варьирования в больших пределах их упругодемпферных характеристик, а недостатками - большие габариты и масса.
4. Компенсаторы с коаксиально расположенными относительно сильфона 1 демпферами 2 (рис. 5) могут иметь демпфирующие элементы, расположенные как внутри, так и снаружи сильфона. Принцип работы таких компенсаторов аналогичен изложенному в пункте 3. Преимуществом их конструкции является возможность достаточно широкого
68
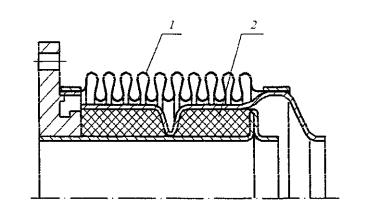
варьирования упругодемпферных характеристик, а также небольшие габариты и масса.
Рисунок 5 - Компенсатор с коаксиально расположенным демпфером: 1 – сильфон; 2 - демпфер
Каждый из рассмотренных выше типов компенсаторов имеет свои преимущества и недостатки, поэтому выбор конкретной конструкции зависит от требовании технического задания.
Литература:
1.Старцев Н.И. Трубопроводы газотурбинных двигателей. М.: Машиностроение, 1976.
2.Итбаев В.К. Исследование диссипативных свойств гофрированных оболочек с жидкостью при вынужденных колебаниях. Вестник УГАТУ. 2001, № 1.
Получено: |
Воронежский государственный |
15.12.2003 |
технический университет |
.
69
УДК 621.78
ИССЛЕДОВАНИЕ КОНСТРУКТИВНОЙ ПРОЧНОСТИ СТАЛИ 12Х18Н10
А.Н. Семичев, А.Н. Осинцев, А.Н. Скребова
Хромникелевые стали аустенитного класса типа 18-8 обладают целым рядом несомненных достоинств. Они высокотехнологичны при получении изделий методами обработки металлов давлением (ОМД) и сваркой, экологически чисты, коррозионностойки, немагнитны, сохраняют достаточную пластичность вплоть до криогенных температур. Однако круг упрочняющих обработок этих сталей как правило ограничивается пластической деформацией, позволяющей сочетать эффекты наклепа с возможным переходом неустойчивого аустенита в мартенсит деформации. Эффективность такого упрочнения во многом может определяться исходной структурой стали перед пластическим деформированием.
В работе исследовалась сталь 12Х18Н10 после различных видов термической обработки (Т.О.) с последующей пластической деформацией путем одноосного растяжения на 20%. Температура нагрева при Т.О. была 1150 0С, что гарантировало максимальное растворение карбидной фазы в аустените. Выбранные виды термообработки (отжиг, нормализация, закалка в воду) не меняли фазовый состав стали, но ввиду разной скорости охлаждения могли повлиять на количество, размер и местовыделение карбидов хрома типа М23С6, уровень термических напряжений и концентрацию точечных дефектов. Анализ полученных результатов подтверждает эти предположения.
Во всех случаях после термообработки наблюдалась однотипная аустенитная структура с карбидными включениями, число и размеры которых уменьшались с ростом скорости охлаждения, но влияние режимов термообработок на механические свойства неоднозначно (табл. 1).
Так наибольшие значения прочностных характеристик (ζb и ζ0,2) имели образцы охлажденные с повышенными скоростями, при этом нормализация, сохраняя возможность протекания диффузионных процессов, приводила к некоторому увеличению
70
карбидных выделений, что повышало значение предела прочности ζb и снижало относительное сужение ψ, а соответственно давало незначительный уровень истинного разрушающего напряжения Sк, по сравнению с закалкой и даже отпуском. Пластичность стали 12Х18Н10 сохранялась на высоком уровне: относительное удлинение δ находилось в интервале 51-53%, а ψ – 69-74%. После всех видов термообработок условный предел текучести (ζ0,2) оставался весьма низким: 239-253 МПа, что с одной стороны говорит о невысокой конструктивной прочности, характеризуемой показателем надежности материала в виде отношения ζ0,2/ ζb, которое находилось вблизи значения 0,4, но с другой стороны дает перспективу как эффективного деформационного упрочнения за счет наклепа, так и успешного использования структурного состояния после такой обработки заготовок для формоизменяющих операций ОМД.
|
|
|
|
|
|
|
Таблица 1 |
|
|
|
Свойства стали после термообработки |
|
|
||||
Вид |
ζ0,2, |
ζb, |
Sк, |
δ, % |
ψ, % |
ζ0,2/ ζb |
|
ζb/ ζ0,2 |
Т.О. |
МПа |
МПа |
МПа |
|
||||
|
|
|
|
|
||||
Отжиг |
239 |
618 |
1800 |
52 |
74 |
0,39 |
|
2,6 |
Норма- |
250 |
642 |
1577 |
51 |
69 |
0,39 |
|
2,6 |
лизация |
|
|||||||
|
|
|
|
|
|
|
|
|
Закалка |
253 |
623 |
1908 |
53 |
74 |
0,40 |
|
2,5 |
Вне зависимости от вида проведенной термообработки последующая пластическая деформация растяжением на 20% (табл.2) приводила к заметному, на 15-20% росту ζb и значительному (более чем в два раза) повышению условного предела текучести при хорошем уровне относительного сужения (ψ=67-69%), что давало хорошее значение характеристики надежности близкое к 0,9. Однако способность стали к равномерной деформации снизилось (δ упало до 35-32%).
В выбранных условиях эксперимента наилучшим режимом предварительной обработки, дающим структуру с оптимальным набором механических свойств, следует считать нормализацию стали 12Х18Н10 с последующей пластической деформацией. Это вероятно связано с тем, что формирование механических свойств определяется не только составом фаз и их морфологией, но и
71

одновременно действующими несколькими механизмами торможения дислокаций, обеспечивающих как упрочнение, так и условия вязкого течения, гарантирующего повышенную надежность материала.
Таблица 2 Свойства стали после термической обработки и пластической
деформации
Вид |
ζ0,2, |
ζb, |
Sк, |
δ, % |
ψ, % |
ζ0,2/ ζb |
ζb/ ζ0,2 |
|
обработки |
МПа |
МПа |
МПа |
|||||
|
|
|
|
|||||
Отжиг + |
629 |
730 |
1655 |
32 |
67 |
0,86 |
1,2 |
|
εпл |
||||||||
|
|
|
|
|
|
|
||
Норма- |
|
|
|
|
|
|
|
|
лизация + |
662 |
762 |
1845 |
34 |
69 |
0,86 |
1,2 |
|
εпл |
|
|
|
|
|
|
|
|
Закалка + |
645 |
750 |
1820 |
35 |
69 |
0,86 |
1,2 |
|
εпл |
||||||||
|
|
|
|
|
|
|
Важным показателем конструктивной прочности материала является его сопротивление наиболее опасным – циклическим нагрузкам. Одним из параметров, дающих экспресс-заключение о циклической стабильности структуры, является отношение предела прочности к условному пределу текучести.
Из данных, приведенных в табл. 1 и 2, видно, что любая из предложенных термических обработок создавала циклически упрочняемую структуру ((ζb/ ζ0,2) >1,4), характерную для пластичных материалов, в то время как последующая пластическая деформация переводила сталь 12Х18Н10 в разряд циклически стабильных материалов (1,4 (ζb/ ζ0,2) 1,2), что дает хорошие гарантии на ее использование при заготовлении деталей, работающих в усталостном режиме.
(ζb/ ζ0,2) 1,2), что дает хорошие гарантии на ее использование при заготовлении деталей, работающих в усталостном режиме.
Анализ изломов образцов и машинных диаграмм показал, что во всех случаях разрушение носило явно вязкий характер (поверхность излома матовая, излом волокнистый, скорость распространения трещины мала). Тем не менее установлено отличие в механизмах второго этапа разрушения – (распространение трещины) при различных технологиях предварительной обработки стали. Так образцы с максимальными значениями Sк, которые обрабатывались по схеме Т.О.+εпл, имели ―двухчашечный‖ вид изломов, соответствующий схеме распространения трещины с
72