Материал: Инновационные технологии и оборудование. Межвузовский сборник научных трудов. Пачевский В.М
локализованным сдвигом в периферийных от центральной трещины областях. Разрушение образцов только после термообработки давало чаще всего излом в виде ―чашка-конус‖, что соответствует условиям распространения трещины за счет слияния с трещинами периферийной зоне. Причем этот эффект тем более явно виден, чем ниже значение Sк.
Таким образом созданием определенного структурного состояния путем конкретной предварительной обработки стали 12Х18Н10 можно заметным образом влиять не только на характер развития пластической деформации, но и повышать параметры конструктивной прочности, такие, как надежность и циклическая стабильность.
Специалистам в области ОМД рекомендуется учитывать приведенные в работе результаты при разработке операций получения изделий из стали 12Х18Н10 глубокой вытяжкой,
штамповкой, волочением. |
|
Получено: |
Воронежский государственный |
14.09.2003 |
технический университет |
УДК 621.78 |
|
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ ОТРАБОТКА УПЛОТНЕНИЙ РАЗЪЕМНЫХ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
Лебедев В.Ф., СинюковТ.У., Скачилов В.Н., к.т.н.
Многие соединения топливных и газовых магистралей двигателей выполняются неразъемными, но из условии проведения разборки, замены узлов при техобслуживании и проверке требуется использование разъемных неподвижных соединении с соответствующими уплотнениями.
Внастоящей статье представлены пути разработки конструкции уплотнения неподвижного соединения, имеющего минимальный вес и незначительную утечку рабочего тела при высоких давлениях.
Встатье рассматриваются особенности конструкции уплотнения,
способы его изготовления и этапы отработки.
Разработка новых надежных уплотнений для криогенных и высоко температурных сред для разъемных неподвижных соединений, имеющих малый вес, с возможными
73
раскрытиями стыков от воздействия давления, температур, виброперегрузок с допустимыми нормами утечек рабочего тела до 10-8 кг/с, на давления до 800 кг/см2 требует комплексного подхода решения проблем по их созданию.
Проблемы создания упругих, самоуплотняющихся от давления уплотнений с наружным диаметром до 600 мм для разъемных соединений двигателя и агрегатов подачи решались совместно со специалистами смежных предприятий, НИИ и учебных заведений по следующим направлениям:
-выбор конструкции и материалов; -проведение расчетно-исследовательских работ; -отработка технологии изготовления;
-разработка установок с максимально -возможной имитацией условий эксплуатации и конструкции разъемных соединений;
-проведение экспериментальной отработки в имитаторах;
-подтверждение эксплуатационных характеристик уплотнений на двигателе. Для ЖРД, созданных в КБХА были разработаны упругие самоуплотняющиеся от давления металлические прокладки с уплотнительными кромками покрытыми пластически деформируемым материалом.
Упругость прокладок обеспечивается их профилем и соответственно выбранным материалом.
По характерным особенностям конструкции прокладки подразделяются на:
а) радиального типа, конические с углом наклона 50°60° из стали 12Х18Н10Т -ВД с покрытием МЗ;
б) осевого типа:
-К- и П- образного профилей, из сталей марок 07X16Н6, ХН43БМТЮ с фторопластовым покрытием ФЗ толщиной 0,060,1 мм и М60Ср21 для К-образного профиля;
-Ω -профиля из стали 36НХТЮ с покрытием M60Kg 9-21. Размеры поперечного сечения прокладок выбраны
минимально возможными, прокладки размещаются в канавках фланцев, что, с точки зрения уменьшения габаритов соединения, является наиболее предпочтительными.
74
Уплотнительные прокладки не оказывают влияния на размер фланцев. Наружный диаметр фланцев определяется диаметром окружности под болты. Размеры прокладок и элементов соединения регламентируются работами [1], [2].
Применение упругих прокладок снижает нагрузки на болты, что позволяет применить болты с меньшим диаметром и в целом уменьшить вес элементов разъемного соединения.
Толщина лапок 
 , К- образного профиля прокладок, поперечное сечение и угол наклона прокладки конической формы выбраны так, чтобы обеспечить нагрузку на уплотнительные пояски по окружности после установки прокладки, составляющую 3050 кгс/см и 100170 кгс/см, соответственно. Такая нагрузка создает давление на месте контакта рабочего пояска уплотнения и поверхности гнезда достаточное для того, чтобы вызвать затекание покрытия в микронеровности на поверхностях гнезд.
, К- образного профиля прокладок, поперечное сечение и угол наклона прокладки конической формы выбраны так, чтобы обеспечить нагрузку на уплотнительные пояски по окружности после установки прокладки, составляющую 3050 кгс/см и 100170 кгс/см, соответственно. Такая нагрузка создает давление на месте контакта рабочего пояска уплотнения и поверхности гнезда достаточное для того, чтобы вызвать затекание покрытия в микронеровности на поверхностях гнезд.
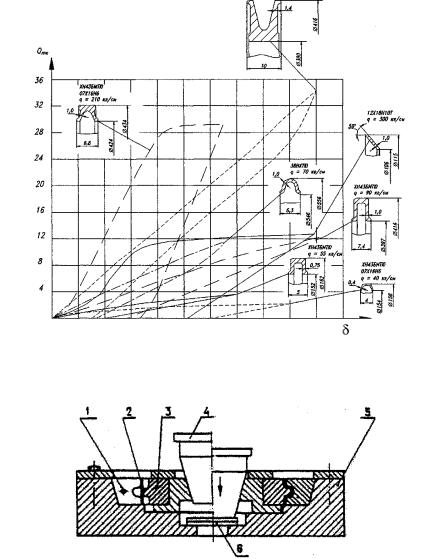
Выбор оптимальной степени деформации уплотнения, определение удельных давлений по уплотнительным пояскам и правильность выбора типа покрытия проводится на основании исследований упругих характеристик уплотнений (рис. 1), с оценкой величины деформации в зависимости от нагрузки.
Уплотнения конические, 
 , К - образного профиля сечения изготавливаются точением на станках с ЧПУ из заготовок - прутков, поковок; Ω-профиля диаметром 400-600мм изготавливаются из ленты 36НХТЮ в штампах, с разжимными пуансонами (рис. 2, 3).
, К - образного профиля сечения изготавливаются точением на станках с ЧПУ из заготовок - прутков, поковок; Ω-профиля диаметром 400-600мм изготавливаются из ленты 36НХТЮ в штампах, с разжимными пуансонами (рис. 2, 3).
Определенную сложность при отработке технологии [3] имелись при получении диаметров 400-600 мм с отклонением 0,4 мм, неплоскостности в пределах 0,02, непараллельности 0,05 мм торцов уплотнения и выполнения сопряженных радиусов скруглений на уплотнительной кромке.
Экспериментальная отработка проводилась с целью проверки эксплуатационных характеристик уплотнений. Проверяемые параметры включали - утечку, температуру, давление, цикличность, вибрации.
75
БрБ2 q=260 кг/см
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 1,0 |
мм |
Рис.1. Характеристики упругости прокладок
Рис. 2. Схема штампа с разжимными пуансонами для формообразования профиля 1 - полукольца; 2 - заготовка; 3 - разжимные пуансоны; 4 - пуансоны вертикального хода; 5 - бандаж; 6 – кольца
76
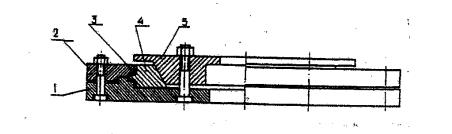
Рис. 3. Схема приспособления для термообработки 1 - основание; 2 — кольцо; 3 - уплотнительное кольцо; 4 - разжимные секторы; 5 - разжимной конус
Низкотемпературные условия моделировались пропусканием жидкого азота, водорода через испытательную установку или погружением в емкость с азотом. Высокотемпературные условия достигались размещением внешних нагревательных элементов вокруг установки или размещением самой установки в печи.
В установку подавался под давлением один из компонентов: гелий, азот или оксид.
Утечка измерялась методом «щупа», накопления, мундштука. При проверке двигателя утечка через каждое соединение в
магистралях не должна была превышать допустимую утечку гелия равную 132 мм3 Па/с (1·10–З л мкм рт.ст./с) при давлении ВГС 1,6 МПа (16 кгс/см2 ).
В испытательных установках, имитирующих конструкцию разъемных соединений и рабочие условия в двигателе, было испытано более 250 образцов уплотнений, диаметром от 20 до
600мм [4].
Результаты комплексных исследований показали, что конструкция упругих уплотнений для разъемных соединений удовлетворяет эксплуатационным требованиям и их работоспособность подтверждена при работе двигателей.
При разработке уплотнений и для сравнения технического уровня была использована информация [5] по созданию уплотнений для неподвижных соединений в криогенных системах космических летательных аппаратов США.
Из сравнения параметров двигателя РД0120 и SSME выявлено, что упругие уплотнительные прокладки по конструктивному
77