Материал: Инновационные технологии и оборудование. Межвузовский сборник научных трудов. Пачевский В.М
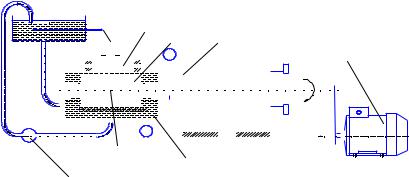
расходная емкость  для электролита
для электролита
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привод инструмента |
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Т ЭН |
|
|
|
|
|
|
|
|
|
|
деталь |
|
токоподвод |
|||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
привод вращения детали |
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
инструмент
рабочая емкость
для электролита
насос
Рис. 1. Схема установки ЭГУ-01
Устройство и принцип работы.
Впространственной раме 1 (рис.2) смонтирована рабочая емкость 2, представляющая собой сварную конструкцию из титановых листов и корпусов манжет, расположенных по торцам емкости.
Вверхней части емкости на изоляторах установлен анод 3 и датчик уровня рабочей жидкости 4. К рабочей емкости пристыкованы опора вращающегося центра 5 и опора вала 6 привода вращения детали. Опоры схожи по конструкции: обе выполнены на радиальных шарикоподшипниках.
На валу привода вращения детали закреплен токоподвод 7. На конце вала – шкив привода вращения детали 8.
Крышка 9 рабочей емкости несет на себе кривошипноползунный механизм перемещения инструмента 10. На крышке, вне рабочей зоны расположен датчик температуры 11. Справа от кривошипно-ползунного механизма перемещения инструмента имеется окно для присоединения системы вытяжной вентиляции.
Подача электролита осуществляется через штуцер на правой стенке емкости, слив - через штуцер в днище емкости.
Расходная емкость для электролита 12 смонтирована в раме диагонально рабочей емкости и снабжена ТЭНом 13, поплавком уровня 14, датчиком температуры 11, расположенными в несъемной части крышки. В днище емкости имеется штуцер для подачи
58
электролита в рабочую емкость. В крышке имеется штуцер для заполнения емкости электролитом.
Под расходной емкостью для электролита расположены насос 15, вентили 16, фильтр17.
Привод вращения детали 18 расположен под расходной емкостью, рядом с рабочей емкостью и соединяется с рабочим валом посредством клиноременной передачи.
Привод инструмента с кронштейном 19 располагается на изоляционно-демпфирующих опорах в несъемной части крышки рабочей емкости.
Деталь устанавливается на вал привода вращения либо в конус Морзе, либо в патрон на валу (в зависимости от габаритов и формы) и поджимается вращающимся центром. Рабочая емкость закрывается крышкой, выставляется инструмент, усилие на нем, планка с инструментом подстыковывается к приводу инструмента. Рабочая емкость заполняется прогретым электролитом. Проверяются датчики уровня, температуры, электрические соединения. Запускается привод вращения детали. Запускается привод инструмента. Подается ток на катод и анод. Начинается процесс осаждения. В ходе процесса контролируются уровень и температура электролита.
Технические характеристики.
Количество и характеристики электроприводов
Привод вращения детали |
1 |
Электродвигатель Д-20 |
|
Напряжение питания, В |
27, постоянного тока |
Потребляемая мощность, Вт |
|
Частота вращения, об/мин |
7000 |
Редуктор МУФ-20. Передаточное отношение 1:60 |
|
Привод инструмента |
тот же |
Габаритные размеры обрабатываемой детали, мм: |
|
длина |
до 420 |
диаметр |
до 150 |
59
Насос
Тип Производительность, л/мин
Потребляемая мощность, Вт
Мощность ТЭНа, кВт |
|
Габаритные размеры установки, мм: |
|
длина |
1000 |
ширина |
600 |
высота |
600 |
Масса, кг
Перспективы разработки. С точки зрения применения технологии ГМО на малых и средних предприятиях, установки, выполненные в горизонтальной компоновке более предпочтительны из-за отсутствия на подобных предприятиях помещений с высокими потолками. Конечно, данное утверждение справедливо для длинномерных деталей. Однако, когда речь идет еще и о большой массе или несимметричности деталей (таких как валки прокатных станов, большие коленчатые валы, кривошипы прессов), преимущество данной компоновки становится очевидным. Для обработки крупногабаритных деталей возможно применение роликов в качестве опор, а также замену погружения детали в электролит, орошением (с обязательным соблюдением норм безопасности). Это позволяет рекомендовать ГМО для металлургических комбинатов, тепловозоремонтных заводов, предприятий по выпуску кузнечно-прессового оборудования.
Получено: |
Воронежский государственный |
20.12.2003 г. |
технический университет |
.
60
УДК 621.9.075.8
СОВРЕМЕННЫЕ ПРИВОДЫ ПОДАЧИ С ВЫСОКОНАГРУЖЕННЫМИ ПЕРЕДАЧАМИ
ВИНТ-ГАЙКА КАЧЕНИЯ
Трофимов В.Т., Трофимов Ю.В., Трофимов В.В.
Конкурентоспособное, специализированное машиностроительное предприятие, в настоящий момент, должно иметь в своей номенклатуре изделия различных диаметров и длиной до 15 метров. Причем ординарные требования Заказчика по точности, как правило, находятся в области микронных допусков и их выполнение по критерию соответствия теоретической геометрии детали требует внедрения высоконагруженных тяговых устройств типа винт-гайка качения.
Нами проанализированы подобные устройства разных производителей и определено, что наиболее перспективными являются разработки фирмы A.MANNESMANN MASCHINENFABRIK GmbH&Co.KG. Основная специализация фирмы – приводы подачи, функционирующие при экстремальной динамике нагружения и имеющие наибольшую частоту вращения в мире.
Фирма производит свою продукцию в соответствии с DIN 69051 и при реализации использует широкие возможности Интернета.
Предприятие A.MANNESMANN выпускает шариковые винтовые передачи с диаметром винта от 25 до 200 мм, различной нагрузочной способности. При проектировании новых конструкций передач, решались общепринятые для данной области основные задачи:
-трансформация всех осевых усилий;
-осуществление оптимального перемещения.
Основным критерием качества передач были выбраны параметры максимальной жесткости и наибольшего крутящего момента. Особое внимание при реализации конструкций было уделено долговременному сохранению жесткости передачи. Необходимые величины были получены путем прецизионной обработки винта и системы шариковой гайки. Конструирование и
61
технология обработки были объединены в следующие детализируемые блоки:
-винт,
-система шариковой гайки и устройство предварительного
натяга,
-шарики,
-канал подачи шариков,
-канал возврата шариков,
-система охлаждения,
-система уплотнения и смазки.
Необходимость такой сложной работы была вызвана полученными результатами анализа влияния параметров изготовления винта и системы гайки на износ и общую долговечность. Так для винта были выделены точность подъема винтовой линии, точность профиля на один оборот и по все длине резьбы, точность угла нагружения, качество поверхности, шероховатость, твердость поверхности в абсолютных величинах и равномерность ее распределения по длине винта, одно- и многозаходность, методы изготовления (накатка роликами, вихревое нарезание, шлифование).
Для цельных и двойных шариковых гаек, соответственно с четырьмя и двумя точками соприкосновения были выделены общие параметры: точность подъема винтовой линии, точность профиля, погрешности биения, точность угла нагружения, контактная площадь шариков, качество поверхности, шероховатость профиля резьбы, твердость поверхности, вид канала подачи шариков, точность монтажа.
В результате проведенных исследований винтовых передач было выявлено доминирующее влияние на долговечность твердости поверхности винта и гайки(гаек). Также установлено, что существенное значение для увеличения срока службы передачи имеет стабильность перемещения гайки на всей длине винта и поддержание равной нормализованной температуры.
Фирмой были разработаны специальные испытательные стенды для изучения воздействия на долговечность тел качения. Для них, а также для систем подачи и возврата шариков были определены основные технологические приоритеты. Для шариков: качество, точность, диаметр и расстояние между шариками, материал тел качения (сталь, керамика, пластмасса), шариковая
62