Материал: Элементы толстопленочной технологии
Элементы толстопленочной технологии
Реферат
элементы толстопленочной технологии
Содержание
Введение
. Сварка
. Задачи и принципы микроэлектроники (МЭ)
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Введение
Большинство элементов и компонентов ГИС с успехом реализуется методами толстопленочной технологии. Рассмотрим основные приемы формирования рельефа ПЛ и пассивных элементов таких схем.
В основе толстопленочной технологии лежит метод трафаретной печати с последующим вжиганием паст для создания толстопленочных элементов и проводников. Пасты обычно наносятся толстым слоем 25 - 50 мкм через специальный сетчатый трафарет. Для изготовления трафарета на нижнюю поверхность капроновой или металлической сетки, натянутой с помощью специального устройства, наносится светочувствительный состав (пигментная бумага, пленочные фоторезисты или фоторезисты для валкового нанесения). Затем методом фотолитографии получается заданный негативный рисунок схемы. Через незаполненные задубленным светочувствительным составом участки сетчатого трафарета паста продавливается на подложку в количествах, определяемых размерами ячеек трафарета и толщиной светочувствительного слоя. Разрешающая способность трафарета в основном ограничивается минимальными размерами ячеек. Число изготовляемых трафаретов определяется числом наносимых технологических слоев.
Для воспроизводимости процессов нанесения паст и хорошего совмещения трафаретов необходимо прецизионное оборудование. Установка для трафаретной печати имеет посадочное место для фиксированного крепления диэлектрической подложки механическим способом или вакуумным присосом, а также приспособление для крепления трафарета и его совмещения с подложкой. При бесконтактном методе печати после укрепления подложки и трафарета между ними устанавливается зазор порядка 0,5 - 0,75 мм ± 25 мкм, зависящий от состава, назначения и вязкости пасты, заданной толщины наносимого слоя и т.д. Неточное соблюдение размера зазора между трафаретом и подложкой от платы к плате влияет на толщину полученного отпечатка и, следовательно, на электрические характеристики элементов. Например, изменение зазора на 25 мкм при формировании пленочного резиста может вызвать изменение его сопротивления на 1 %. Толщина отпечатка и форма его поперечного сечения зависят от вязкости пасты, равной обычно (150 - 200)×103 /сП. Существует также сложная зависимость между геометрическими размерами и толщиной отпечатка, которая меняется в зависимости от видов паст, сеток и характера технологического процесса.
Процесс продавливания пасты через отверстия
трафарета с помощью ракеля схематически изображен на рис. 1.
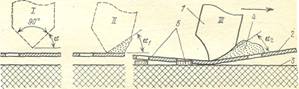
Рис. 1
Римскими цифрами отмечено последовательное
положение ракеля: I
-
исходное положение; II
-
положение ракеля в контакте с подложкой; III
-
положение и форма ракеля в рабочем состоянии). Угол заточки ракеля обычно 90°; a
и a1
-
установочные углы порядка 30 - 45°; a2
-
угол атаки ракеля. На верхнюю поверхность трафарета 2 перед ракелем 1 наносят
слой пасты 4. Ракель равномерно перемещается вперед со скоростью 50 -
150 мм/с и прогибает трафарет до соприкосновения с подложкой 3. Давление ракеля
на пасту зависит от скорости его перемещения, формы и способа закрепления, от
вязкости пасты, размеров ячеек трафарета и т.д. По мере прохождения ракеля
трафарет возвращается в исходное положение. На подложке 3 остается слой пасты
5, воспроизводящий рисунок открытой части трафарета. Повышение давления ракеля
и увеличение натяжения сетки увеличивают толщину слоя. Повышение скорости
движения ракеля уменьшает толщину слоя. Геометрические размеры получаемых элементов
ограничены в основном размерами ячеек трафарета. Для повышения разрешающей
способности используют метод контактной печати с применением биметаллических
трафаретов. На рис. 2, а дано изображение части биметалллического трафарета; на
рис. 2, б - сечение трафарета вертикальной плоскостью.
Рис. 2
При изготовлении трафарета обычно используют фольгу 2 бериллиевой бронзы толщиной » 50 мкм. На обе стороны фольги наносится фоторезист и методом фотолитографии формируются на растровой стороне изображение сетки, а на контактной - точное позитивное изображение элемента. Затем на обе стороны наносится электролитическим или химическим осаждением слой никеля » 10 мкм. После удаления фоторезиста проводится двустороннее травление фольги при защите рисунка несьемной маской 1 и 3 из никеля. Обычно рисунок сетки выполняется под углом 45° к краям изображения элемента, чтобы избежать совпадения перемычек 6 растра с краями элемента 4 на контактной стороне и сохранить высокое разрешение. Применяются сетки с шириной перемычки 50, 25 мкм и линейным размером ячейки 5 соответственно 100, 50 мкм, так как при меньших размерах ячейки и ширине перемычек затруднено продавливание паст.
Недостатки метода: малая эластичность масок трафаретов, ограничивающая их использование на подложках больших размеров; отсутствие зазора между маской и подложкой, что требует, во избежание смещения рисунка схемы, специального точного оборудования для вертикального удаления маски.
При изготовлении микрополосковых плат по толстопленочной технологии используются термостойкие подложки, параметры которых при температуре вжигания паст не изменяются. Для лучшей адгезии рекомендуется использовать шлифованные подложки из неорганических диэлектриков с шероховатостью поверхности 0,5 - 0,75 мкм, а также полированные подложки при подборе соответствующих паст и условий проведения технологического процесса, обеспечивающих минимальное растекание пасты и хорошую адгезию.
В состав паст для толстопленочной технологии входит не менее трех основных компонентов: функциональный материал - мелкодисперсный порошок с размером частиц £ 2 мкм, обеспечивающий заданные свойства пасты (металл, диэлектрик, резистивный материал); стеклофаза (постоянное связующее) - специальные легкоплавкие стекла, обеспечивающие при оплавлении скрепление частиц функционального материала и контакт пленки к подложке; органическая связка (временное связующее) - органические растворители, жидкие смолы, жироподобные вещества, воск и т.д. Органическая связка должна полностью удаляться при сушке и вжигании паст и обеспечивать: длительное до полугода хранение пасты без изменения ее вязкости, получение четкого отпечатка, легкое удаление паст с трафарета при помощи растворителя. В зависимости от функционального материала различают три основных типа паст: проводниковые, диэлектрические и резистивные.
После нанесения на подложку толстопленочных паст последние подвергаются сушке и вжиганию. Последовательность нанесения резистивных, диэлектрических и проводящих паст определяется режимом их вжигания: каждое последующее вжигание проводится при температуре, более низкой, чем предыдущее, для уменьшения возможности взаимодействия слоев. При вжигании используют конвейерные печи. Скорость проведения процесса сушки паст тщательно подбирают, так как при быстром нагреве выгорание органической связки может привести к разрушению пленки, а при медленном выгорании в композиции может сохраняться углерод, наличие которого способно привести к возникновению нежелательных реакций в пленке при прохождении подложки через горячую зону печи.
После сушки пленок подложки поступают в зону вжигания, где обеспечивает нагрев до 1000 ОС. Температура вжигания и длительность пребывания подложки в высокотемпературной зоне зависят от состава паст. В печи температура должна поддерживаться с точностью вплоть до ±1 ОС, так как, например, при вжигании резисторов изменение температуры на 1 ОС может привести к изменению их сопротивления на 3 %. Вжигание можно проводить как в открытой печи, так и в печах с ламинарным потоком газов (азот, инертные газы и т.д.) В печах открытого типа с непрерывно движущейся конвейерной лентой сложно поддерживать температуру с высокой точностью. После вжигания толщина слоя паст составляет соответственно 12,5 - 30 мкм и подложки поступают в зону охлаждения.
Процесс изготовления толстопленочных микрополосковых плат включает себя следующие основные технологические операции: изготовление сменных сетчатых трафаретов; изготовление проводниковых элементов и нижних обкладок конденсаторов с последующим вжиганием; последовательное изготовление и вжигание дополнительной изоляции (например, при наличии перекрещивания проводниковых слоев); изготовление и вжигание диэлектрических слоев конденсаторов; изготовление и вжигание верхних обкладок конденсаторов; изготовление и вжигание резистивных слоев; подгонка номиналов конденсаторов и резисторов; герметизация резисторов.
Преимущества толстопленочной технологии: высокая производительность, технологическая гибкость, простота процесса; недостатки: более низкая разрешающая способность и точность воспроизведения геометрических размеров по сравнению с тонкопленочной технологией, трудность травления паст и т.д.
Получение слоев с малыми геометрическими размерами элементов возможно при использовании фоточувствительных паст. Другой способ повышения разрешающей способности толстопленочной технологии - использование травящихся паст: нанесение сплошного слоя паст, их сушка, фотолитография и защита элементов схемы маской фоторезиста, струйное травление (вымывание) пасты с пробельныx элементов схемы. Возможны также различные варианты совмещения толстопленочной и тонкопленочной технологии, например, с таким порядком операций: изготовление сменных сетчатых трафаретов; нанесение сплошного тонкого проводящего слоя с помощью проводящей пасты методом трафаретной печати или с использованием металлоорганических соединений (Ag или Аu) методом центрифугирования; вжигание сплошного проводящего слоя; фотолитография с последующим травлением для формирования тонкого проводящего рельефа; формирование толстопленочных конденсаторов и резисторов; электролитическое усилие проводящего рельефа; электролитическое или химическое осаждение защитного покрытия.
Рассмотренные процессы обеспечения
электрических контактов (формирование проводящего рельефа) сегодня завершается
созданием гальванической связи с активными и пассивными элементами и
компонентами. Все реже приходится встречать пайку как элемент технологического
процесса, что является не только причиной его крайней токсичностью. Поэтому в
заключении напомним основные, наиболее прогрессивные способы получения
неразъемных соединений.
. Сварка
Сварка - технологический процесс получения неразъёмного соединения элементов приборов, деталей (узлов) конструкций машин и сооружений посредством местного разогрева (вплоть до плавления), пластической деформации или совместным действием того и другого. Суть сварки заключается в таком взаимном проникновении или сближении свариваемых тел, при котором начинают действовать силы межатомного (межмолекулярного) сцепления. По физическому состоянию материала в зоне соединения все существующие способы сварки можно условно подразделить на сварку плавлением и сварку давлением. При сварке плавлением материалы соединяемых деталей в зоне сварки нагреваются до температуры плавления (Тпл) и в расплавленном состоянии соединяются в одно целое в результате взаимного растворения. При сварке давлением (с нагревом или без него) материалы свариваемых деталей под влиянием внешних сдавливающих сил взаимно деформируются, образуя прочное соединение.
В электронной технике применяются: сварка плавлением - дуговая, аргонодуговая, плазменная, микроплазменная, электрон-но-лучевая и лазерная; сварки давлением - контактная, конденсаторная, холодная, ультразвуковая, термокомпрессионная и диффузионная. Выбор того или иного способа сварки зависит от физико-химического свойства свариваемых материалов, условий проведения сварки, от толщины соединяемых деталей и конструкции соединения.
Дуговая сварка для нагрева свариваемого материала до тпл использует электрическую дугу. Свариваемое изделие (обычно металлическое) либо включается непосредственно в цепь электрической дуги, выполняя роль одного из электродов; др. электрод может быть плавящимся или неплавящимся (плавящиеся электроды по химическому составу обычно близки к свариваемому металлу; неплавящиеся электроды изготовляют преимущественно из угля, графита или вольфрама), либо косвенно, не будучи включенными в электрическую цепь нагревается дугой между двумя неплавящимися электродами. При косвенном действии электрической дуги нагрев менее интенсивен чем при дуге прямого действия, но зато этим способом можно сваривать неэлектропроводные материалы, например, стекло, керамику, пластмассу. Часто сварку производят в атмосфере аргона, гелия или двуокиси углерода главным образом для предотвращения интенсивного окисления свариваемых материалов кислородом воздуха при их нагреве.
Аргонодуговая сварка - разновидность дуговой сварки, при которой электрическая дуга свободно горит в атмосфере аргона (или гелия). Применяется для сварки главным образом металлов и сплавов (нержавеющих и жаропрочных сталей, латуней, бронз, титановых и алюминиевых сплавов и др.); толщина свариваемых деталей - от десятых долей до нескольких десятков мм. При таком способе сварки получаются вакуумплотные высокопрочные швы.
Плазменная сварка - особый вид дуговой сварки, при которой используется высокоионизированная электрическая дуга с принудительно обжатым столбом (шнуром), в результате чего значительно увеличивается концентрация тепловой энергии на небольшом участке поверхности свариваемого материала, повышается напряжение дуги и резко возрастает температура (до 40000 ОC). Плазменная сварка производится с помощью плазмотрона, в котором рабочий газ (водород, азот, аргон, гелий и т.д.) превращается в плазму, движущуюся с высокой скоростью и большим запасом энергии. Плазменная сварка применяется для соединения листовых и проволочных материалов, из нержавеющей и жаропрочной стали, алюминия, титана и их сплавов.
Микроплазменная сварка - разновидность плазменной сварки; отличается малым значением сварочного тока (0,1 - 40 А). В качестве плазмообразующего газа чаще всего используется смесь аргона с водородом. Микроплазменной сваркой можно сваривать листовой материал толщиной от 0,01 мм из нержавеющей стали, никеля, ковара, титана, молибдена, вольфрама и др. металлов и сплавов. Применяется при герметизации корпусов электронных приборов, для соединения сильфонов, миниатюрных трубопроводов, корпусов реле, термопар, металлических тканей и т.п.
При электронно-лучевой сварке в результате бомбардировки электронами свариваемой поверхности практически вся их кинетическая энергия преобразуется в тепловую. Электронный луч может быть сфокусирован на очень малой площади (10-5 мм2), что позволяет применять этот способ сварки в технологии микроэлектроники, а также при герметизации металлосткеклянных корпусов ЭВП, для сварки тугоплавких, химически активных и разнородных материалов, изделий из стали и высокопрочных сплавов на основе алюминия.
Лазерная сварка обеспечивается когерентным световым лучом, создаваемым лазером. Современные лазерные установки могут создавать на облучаемой поверхности плотность потока излучения света 108 Вт/см2; при таких условиях все известные материалы не только плавятся, но и испаряются. Лазерная сварка позволяет сваривать материалы с различными теплофизическими характеристиками в труднодоступных местах в любой оптически прозрачной среде. Такой способ сварки применяется для соединения малогабаритных элементов электронных приборов с выводами (при этом исключается возможность разрушения стеклоспаев), для соединения обмоточных проводов, герметизации корпусов и т.д.
Контактная сварка - особый вид сварки, при которой высококонцентрированный местный нагрев обеспечивается электрическим током в местах контакта соединяемых тел. Разогретые и часто оплавленные тела сдавливаются или осаживаются, в результате чего образуется прочное соединение. К контактной сварке относят стыковую сварку оплавлением, точечную роликовую и др. В микроэлектронике чаще всего применяется точечная односторонняя сварка, например при соединении весьма тонких проводников (круглых или плоских) со сравнительно массивными металлическими деталями; посредством точечной сварки сдвоенным или строенным электродом приваривают проводники диаметром 20 - 250 мкм из серебра, золота, меди и др. металлов к тонким плёнкам на керамических подложках. Односторонняя роликовая сварка коническим электродом применяется главным образом для герметизации металлостеклянных и металлокерамических корпусов микросхем.
Конденсаторная сварка - разновидность контактной сварки, при которой для нагрева используется импульс тока разряда батареи конденсаторов. Преимущество конденсаторной сварки по сравнению с др. способами сварки - незначительная потребляемая мощность (0,1 - 0,2 кВт). Продолжительность импульса сварочного тока несколько мс, что позволяет сваривать металлические полосы или ленты толщиной до 0,005 мм. Конденсаторная сварка используется для присоединения выводов к подложке микросхем, соединения тонких пленок, элементов электровакуумных приборов, электроизмерительных приборов и др.