Материал: Д6722 Алешичев СЕ Контроль и автоматизация упр качеством продукции
D4, D5 – верхнее и нижнее значения границ регулирования при контроле медианы (МЕД);
D6 – граница регулирования при контроле размаха R;
D7, D8 – верхнее и нижнее значения первой границы регулирования при контроле кумулятивной суммы выборочного среднего (КСВС);
D9 – вторая граница регулирования при контроле КСВС;
Q5,Q6 – коэффициенты усиления при регулировании по каналам положительного и отрицательного воздействия на объект.
Предельно допустимое значение СКО |
|
|
|
СКО в начале работы |
|||
|
|
||
|
|
|
|
Верхняя граница браковки
Верхняя граница регулирования САЗ, MEД, КСВС
Среднее арифметическое значение
Нижняя граница регулирования САЗ, MEД, КСВС
Нижняя граница браковки
Рис. 2.1. Диаграмма параметров контроля
Используются следующие методы обработки измерительной информации. Метод вычисления средних арифметических значений (САЗ) предусматривает вычисление
|
1 |
n |
|
|
X ( i ) |
X ( i, j ), |
(2.1) |
||
|
||||
|
n j 1 |
|
||
где X(i, j) – j-ый результат измерения параметра в i-ой выборке, n- объем выборки (количество наблюдений величины X в j-й момент времени).
11
Метод вычисления медиан (МЕД) предусматривает определе-
ние выборочной медианы по совокупности измерений X(i, j), где j = 1…n – число значений контролируемого параметра в выборке
(в момент времени i). Для определения результаты измерения в i – й выборке располагают в виде возрастающего ряда. При четном числе членов ряда медиану определяют как среднее арифметическое двух значений, расположенных в середине ряда. При нечетном числе членов медианой является значение измеряемого параметра, находящееся в центре ряда.
Вычисление значений X(i) и используют для оценки смещения настройки технологического процесса от нормативного значения Q1 в каждой выборке. При смещении вычисленного значе-
ния X(i) или X ( i ) за установленные пределы регулирования вырабатывается и реализуется управляющее воздействие для корректировки настройки процесса.
Метод вычисления кумулятивных сумм для выборочного среднего (КСВС) предусматривает вычисление САЗ – X(i) в выборке i, вычисление отклонения X(i) за установленные границы регулирования K (первая граница) для каждой выборки и суммирования этих отклонений в последовательных выборках по формуле
m |
|
X m ( X ( i ) K ), |
(2.2) |
i 1
где xm – КСВС за m выборок , K – установленная первая граница регулирования (D7 или D8).
Суммирование САЗ производится при отклонениях в последовательных выборках только в одну сторону, например, отклонения за верхний предел. При смене знака отклонений значения xm сбрасываются и начинается накопление новой КСВС. Для формирования управляющих воздействий по результатам вычисления КСВС устанавливается еще один (второй) уровень границ регулирования. При переходе численного значения xm за второй уровень границ регулирования вырабатывается и реализуется управляющее воздействие для корректировки процесса.
Метод вычисления средних квадратических отклонений (СКО) предусматривает вычисление
12
|
1 |
n |
|
|
S( i ) |
( X ( i, j ) X 0 )2 , |
(2.3) |
||
|
||||
|
n 1 j 1 |
|
||
где S(i) – выборочное СКО в i-ой выборке, X(i,j) – j-й результат измерения контролируемого параметра в i-й выборке, X0 – среднее значение контролируемого параметра (может совпадать с нормативным значением), n – объем выборки.
Метод вычисления размахов (R) предусматривает определение
R( i ) X ( i )max X ( i )min , |
(2.4) |
где R(i) – числовое значение размаха в i-ой выборке, X(i)max, X(i)min – максимальное и минимальное значения контролируемого параметра в
i-ой выборке.
Вычисленные значения S(i) и R(i) используют для оценки разброса (рассеивания) значений контролируемой величины. При выходе вычисленных значений S(i) и R(i) за установленный предел формируется управляющий сигнал для остановки процесса и ремонта оборудования.
Содержание работы
В качестве исходных данных для выполнения работы принимаются характеристики одного из вариантов производственной ситуации из табл. 2.1, а также численные характеристики технологического процесса, полученные в предыдущих работах.
Работа выполняется в два этапа. На первом этапе рассчитывают оптимальный план управления качеством при заданном в табл.1 способе управления. Рассчитываются границы регулирования и объем выборки при контроле. Расчет производится для одного из вариантов периодичности контрольных операций T1 (строка 6, табл. 2.1). На втором этапе работы осуществляется проверка результатов расчета на имитационной модели технологического процесса, реализованной в программном модуле «REGUL06.BAS». Проверка на модели позволяет определить момент разладки технологического процесса и объем продукции, в котором контролируемый показатель качества zi вышел за допустимые пределы. При имитации технологического про-
13
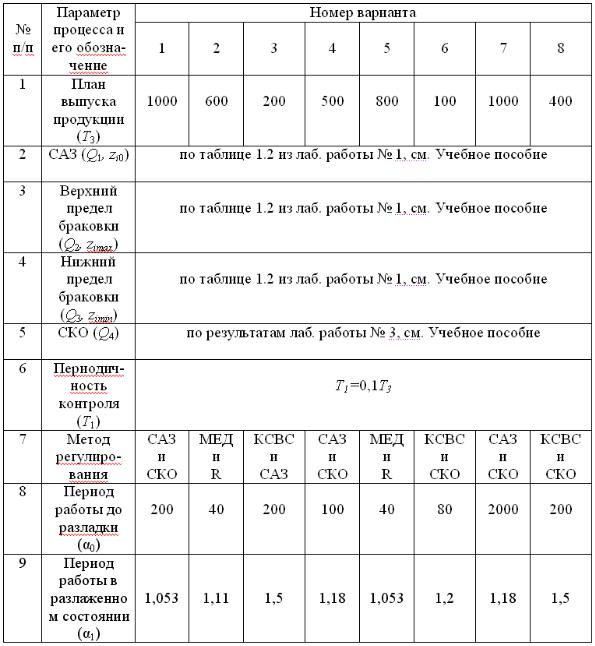
Таблица 2.1 Характеристики технологического процесса
(варианты задания)
цесса контролируется как смещение (САЗ, МЕД, КСВС), так и неоднородность (R, СКО) показателя качества.
По результатам имитационной проверки (объем брака, остановка при выходе за допустимый предел R или СКО) выбирают оптимальное значение объема выборки T1 и принимают решение о необходимости применения регулирующих воздействий в технологиче-
14
ском процессе и интенсивности этих воздействий (Q5 и Q6) либо о необходимости восстановительного ремонта оборудования (уменьшение значения Q4). По принятым решениям вносят изменения в исходные данные и проверяют результат на имитационной модели.
При выполнении первого этапа работы по рекомендациям ГОСТ Р 50779.11-2000 используют следующее математическое обеспечение.
При управлении по методу средних арифметических значений (САЗ) контролируется смещение настройки параметра, для чего определяют величину смещения настройки вверх δв и вниз δн при полной разладке процесса
в |
Q2 Q1 |
; |
н |
Q1 Q3 |
; |
(2.5) |
||
|
|
|
||||||
|
|
|
|
|||||
|
Q4 |
|
|
Q4 |
|
|||
По заданным в табл. 2.1 периодам налаженного α0 |
и разлажен- |
|||||||
ного α1 процесса определяют: |
|
|
|
|
|
|
||
- вероятность излишней наладки α |
|
|||||||
|
|
|
1 |
1 |
|
|
||
|
|
|
; |
(2.6) |
||||
|
|
|
|
|
||||
|
0 |
|
|
- вероятность появления незамеченной разладки β |
|
||
|
1 |
. |
(2.7) |
|
|||
|
1 |
||
|
|
||
По значениям α0(α), α1(β) и δн или δв, используя табл. 3 и 4 прил. 3, определяют объем выборки T4 и предельные значения квантилей нормального распределения a для верхней и нижней границ регулирования (если расчетные значения выходят за пределы табл. 3 и 4 прил. 3, необходимо провести интерполяцию табличных значений).
Для выбранных значений объема выборки и квантиля ав и ан определяют границы регулирования при управлении по САЗ
D1 Q1 aв Q4 |
и D2 Q1 aн Q4 . |
(2.8) |
Одновременно с определением САЗ производится обработка измерительной информации с целью выделения СКО, что дает воз-
15