Материал: Д5447П Громцев СА Корнильев ИБ Громцев АС Хлебопекарные и ко
а – вид сбоку; б – вид сверху;
1 – направляющая; 2 – поворотные звездочки; 3 – механизм опрокидывания люлек;
4 – люльки; 5 – выносная секция; 6 – укладчик тестовых заготовок; 7 – защитные
щиты; 8 – тяговая цепь; 9 – соединительная камера; 10 – транспортер; 11 – щит управления
Расстойный шкаф и печь имеют общий жестко связанный люлечный конвейер. Шкаф состоит из сварного каркаса, выносной секции с приводом, объемных щитов и дверок с изоляцией и уплотняющей окантовкой из резины.
Для деления теста на заготовки и посадки их на люльки расстойного шкафа применяется делитель-укладчик марки ШЗЗ-ХДЗ-У, приспособленный для работы с прерывисто движущимся люлечным конвейером агрегата.
Выгрузка выпеченного хлеба производится с помощью механизма опрокидывания люлек во время движения конвейера, а подача в экспедицию – с помощью транспортера готовой продукции.
Для регулирования соотношения продолжительности расстойки и продолжительности выпечки люлечный конвейер шкафа в расстойной камере имеет регулировочную каретку. Она представляет собой две оси с цепными звездочками на общей жесткой раме. Конвейер состоит из двух параллельных тяговых цепей с шагом 140 мм, охватывающих приводные, поворотные и натяжные звездочки.
Через каждые два звена с помощью пальцев между тяговыми цепями в них на шарнирах подвешивается люлька. Люлька имеет четыре легкосъемные секции, каждая из которых состоит из склепанных между собой четырех хлебопекарных форм.
К внешней стороне подвесок приварены копиры, взаимодействующие с механизмами опрокидывания люлек во время их движения при выгрузке хлеба из форм.
Привод люлечного конвейера действует от электродвигателя через клиноременную передачу, цилиндрический редуктор и шестеренчатую передачу. Движение конвейера равномерно прерывистое.
Принципиальная кинематическая схема расстойно-печного агрегата П6-ХРМ изображена на рис. 5.5.
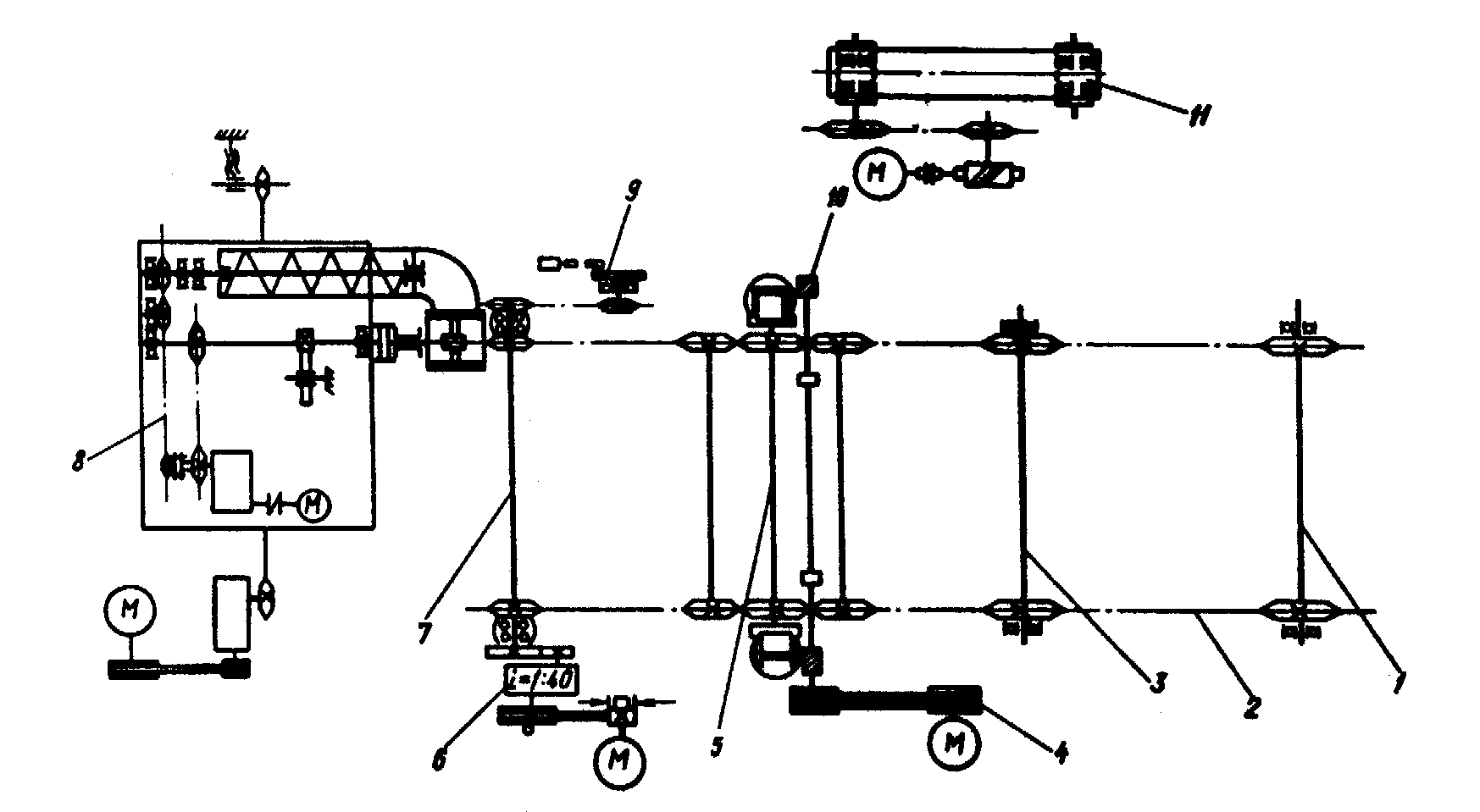
Рис. 5.5. Принципиальная кинематическая схема агрегата расстойно-печного
марки П6-ХРМ:
1 – натяжная ось печи; 2 – конвейерная цепь; 3 – ведомая ось цепи; 4 – клиноременная передача; 5 – ось каретки; 6 – червячная передача; 7 – приводной вал; 8 – укладчик-делитель; 9 – механизм включения и выключения; 10 – электромагнитный тормоз;
11 – транспортер готовой продукции
Для создания необходимого климатического режима в расстойной камере установлен пароувлажнитель. Подача пара в камеру автоматизирована.
Расстойный шкаф связан с хлебопекарной печью соединительной камерой. Вверху соединительной камеры установлены два шибера, через которые в случае необходимости производится выпуск горячего воздуха, выходящего из печи в вентиляционно-вытяжную систему. Влажность внутри расстойного шкафа регулируется автоматически с помощью регулятора влажности.
Приводной вал люлечного конвейера смонтирован на станине выносной секции расстойного шкафа и через шестеренную передачу связан с приводом агрегата.
Техническая характеристика агрегата П6-ХРМ приведена в табл. 5.3.
Таблица 5.3
Техническая характеристика
|
Показатели |
П6-ХРМ |
|
Производительность (техническая) при выработке хлеба формового из пшеничной муки 2-го сорта массой 0,94 кг, кг/ч |
747 |
|
Масса изделий, кг: ржаного хлеба пшеничного хлеба |
1 0,8 |
|
Число люлек: в пекарной камере общее в расстойном шкафу холостых |
47 89–119 22–47 20–34 |
|
Габаритные размеры, мм: длина (по корпусу) ширина высота |
12100 4980 4000 |
|
Относительная влажность среды шкафа расстойки, % |
70–90 |
|
Температура среды внутри шкафа расстойки, С |
32–45 |
|
Точность деления, % |
1,5 |
|
Ход регулировочной каретки, мм |
1260 |
|
Шаг цепи конвейера агрегата, мм |
140 |
|
Число тестовых заготовок в люльке, шт. |
16 |
|
Установленная мощность, кВт |
8,9 |
|
Масса металлоконструкций, кг |
13600 |
Расстойно-печной агрегат П6-ХРМ предназначен для выработки формовых сортов хлеба из ржаной, ржано-пшеничной и пшеничной муки.
6. Расчет производительности хлебопекарных и кондитерских печей
Производительность печи зависит от количества изделий, находящихся на поду или в люльке, от массы изделия и продолжительности выпечки, установленной технологическими инструкциями.
Количество рядов изделий, размещаемых по ширине пода или люльки, определяется по формуле
![]() (6.1)
(6.1)
где В – ширина пода или люльки, м; b – ширина (диаметр) изделия, м; а – величина зазора между изделиями, м.
Количество рядов изделий по длине пода или люльки определяется по формуле
![]() (6.2)
(6.2)
где L – длина пода или люльки, м; l – длина (диаметр) изделий, м.
Размеры изделий принимаются по данным, приведенным в технологических инструкциях по выработке хлебобулочных изделий.
Общее количество изделий на поду или в люльке
![]() (6.3)
(6.3)
При определении количества изделий на поду или в люльке должно быть найдено наиболее рациональное их размещение. При выпечке хлебных изделий в формах зазор между ними устанавливается не менее 5 мм, а зазор между подовыми изделиями – не менее 20 мм.
Укладка тестовых заготовок, выпекаемых на листах, производится аналогично размещению изделий на поду. Размеры и количество листов увязываются с размерами пода или люльки печи.
Производительность конвейерной печи с ленточным или стационарным подом (в кг/ч) определяется по формуле
![]() (6.4)
(6.4)
где N – количество изделий на поду, шт.; g – масса изделия, кг; t – продолжительность выпечки, мин.
Производительность конвейерной люлечно-подиковой печи (в кг/ч) определяется по формуле
![]() (6.5)
(6.5)
где N – количество изделий на подике, шт.; n – число рабочих подиков в печи.
При расчете производительности печи (в кг/ч) для выпечки мучных кондитерских и бараночных изделий используется формула
Q = qуд fп, (6.6)
где qуд – удельная производительность печного конвейера, кг (м2ч); fп – рабочая площадь пода, м2.
7. Порядок оформления и содержание отчета о работе
Отчет должен содержать (согласно заданию преподавателя):
– описание конструкции и принципа действия одной из печи;
– кинематическую схему печи;
– расчет производительности печи.
Отчет выполняется на специальных бланках кафедры. Эскизы, схемы и тому подобное выполняются карандашом (либо на компьютере) с соблюдением требований ЕСКД; текст пишется ручкой либо печатается на компьютере.
По окончании занятия студент сдает преподавателю зачет по работе.
Список литературы
1. Антинов С.Т. и др. Машины и аппараты пищевых производств. –М.: Высш. шк., 2001. – 1384 с.
2. В новый век с новым оборудованием. – Воронеж: Восход, 2001. – 40 с.
3. Головань Ю.П., Ильинский Н.А., Ильинская Т.Н. Технологическое оборудование хлебопекарных предприятий. – М.: Агропромиздат, 1988. – 382 с.
4. Гришин А.С., Покатило Б.Г., Молодых Н.Н. Дипломное проектирование предприятий хлебопекарной промышленности. – М.: Агропромиздат, 1986. – 246 с.
5. Технологическое оборудование хлебопекарных и макаронных пред-приятий / Б.М. Азаров, А.Т. Лисовенко, С.А. Мачихин и др. – М.: Агропромиздат, 1986. – 263 с.
6. Хромеенков В.М. Оборудование хлебопекарного производства. – М.: Высш. шк., 2000. – 315 с.
Содержание
1. Цель работы 4
2. Порядок выполнения работы 4
3. Основные сведения о процессе выпечки хлебобулочных изделий 4
4. Основные сведения о хлебопекарных и кондитерских печах. Классификация печей 5
5. Некоторые конструкции современных хлебопекарных и кондитерских печей 8
6. Расчет производительности хлебопекарных и кондитерских печей 18
7. Порядок оформления и содержание отчета о работе 19
Список литературы 19
Громцев Сергей Александрович Корнильев Игорь Борисович Громцев Александр Сергеевич
Хлебопекарные и кондитерские печи
Методические указания
к лабораторной работе по курсу «Технологическое оборудование отрасли»
для студентов специальностей 170600 и 270300 всех форм обучения
Редактор Е.О. Трусова
Корректор Н.И. Михайлова
_________________________________________________________________________
Подписано в печать 27.12.2002. Формат 6084 1/16. Бум. писчая
Печать офсетная. Усл. печ. л. 1,4. Печ. л. 1,5. Уч.-изд. л. 1,31
Тираж 150 экз. Заказ № C 75
________________________________________________________________________
СПбГУНиПТ. 191002, Санкт-Петербург, ул. Ломоносова, 9
ИПЦ СПбГУНиПТ. 191002, Санкт-Петербург, ул. Ломоносова, 9