Материал: АВИКОН-11
7.20.3 Поставить тумблер «ВКЛ» на аккумуляторном ящике в положение “ОТКЛ”.
7.20.4 Поднять и зафиксировать центрирующие механизмы искательных систем обеих рельсовых нитей в транспортном (верхнем) положении.
7.20.5 Слить контактирующую жидкость из бачков дефектоскопной тележки.
7.20.6 Протереть насухо поверхности оснований блоков ПЭП.
8 УТОЧНЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
8.1 Вторичный контроль отдельных участков рельсов ручными ПЭП выполняется в режиме «Ручной».
8.2 При срабатывании индикаторов дефекта при движении тележки в режиме сплошной записи наряду с просмотром записи подозрительного участка в режиме «Оценка» и «Поиск-В» следует произвести подробный контроль данного участка ручными ПЭП. Для перехода в режим вторичного контроля «Ручной» необходимо:
а) нажать кнопку
«![]() ».
Отображение информации в данном режиме
аналогично режиму оценка (рисунок 19).
Смещение сигналов на длину экрана на
В-развертке происходит за 12 сек;
».
Отображение информации в данном режиме
аналогично режиму оценка (рисунок 19).
Смещение сигналов на длину экрана на
В-развертке происходит за 12 сек;
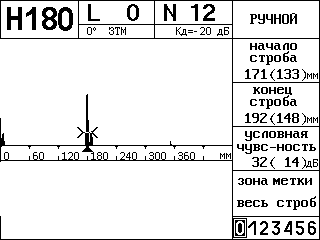
Рисунок 19 – Вид экрана в режиме «Ручной»
б) нажать кнопку с требуемым номером канала ручного контроля;
в) подключить необходимый ручной ПЭП.
8.3 Зачистить в пределах 200 мм участок контролируемого рельса, протереть поверхность и покрыть слоем минерального масла для обеспечения надежного акустического контакта.
8.4 Проконтролировать подготовленный участок рельса.
8.5 Используя индицируемые в режиме «Ручной» А- и В-развертки, а также измеренные значения N, H и L проанализировать отраженные сигналы. При обнаружении дефекта измерить его координаты (Н и L), условные размеры (H, L и X) и коэффициент выявляемости (Кд).
Перемещая ПЭП вперед и назад перпендикулярно плоскости дефекта относительно положения максимума амплитуды сигнала от дефекта, считать значения (совмещая каждый раз метку глубиномера с эхо-сигналом от дефекта при помощи кнопок « » и « ») Hmin, Hmax, Lmin, Lmax, когда амплитуда эхо-сигнала от дефекта уменьшается до порогового уровня, отмечая при этом мелом места расположения точки ввода ПЭП на поверхности рельса; измерить линейкой расстояние L вдоль (X при сканировании поперек) рельса между нанесенными метками.
H = Hmax - Hmin L = Lmax – Lmin
Дефектоскоп осуществляет автоматическое определение коэффициента выявляемости дефекта Кд при условии, что амплитуда N находится в пределах от 0 до 18 дБ. При необходимости вписать сигнал в динамический диапазон экрана следует откорректировать усиление канала при помощи кнопок « » и « ».
8.6 Занести измеренные значения H, L, H, L, X и Кд в рабочий журнал установленной формы
8.7 При контроле отдельных участков рельсов для уточнения кода дефекта следует использовать следующие схемы прозвучивания:
а) для обнаружения дефектов кода 20.1-2, 21.1-2, 24, 25, 27.1-2, 30В.1-2, 30Г.1-2, 38.1:
- с обеих боковых поверхностей рельса и с поверхности катания РС ПЭП П112-2,5;
- с обеих боковых поверхностей рельса ПЭП П121-2,5-50;
- с поверхности катания рельса ПЭП П121-2,5-58; ПЭП П121-2,5-70
б) для обнаружения дефектов кода 53.1 - с поверхности катания рельса ПЭП П121-2,5-45;
в) для обнаружения дефектов кода типа 69 - с поверхности катания рельса ПЭП П121-2,5-45;
г) для обнаружения дефектов кода 52.1-2, 55 - с поверхности катания рельса ПЭП П121-2,5-45, РС ПЭП П112-2,5;
д) для обнаружения дефектов кода 50.1-2 - с поверхности шейки рельса РС ПЭП 112-2,5;
ж) для обнаружения дефектов кода 60.1-2, 69 - с поверхности перьев подошвы рельса ПЭП П121-2,5-50.
8.8 Для завершения работы в режиме ручного контроля и возврата в режим сплошного контроля следует нажать кнопку « ».
9 ОЦЕНКА КАЧЕСТВА И ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
9.1 Признаком обнаружения дефекта при работе по эхо-методу является появление эхо-сигнала, имеющего амплитуду выше опорного уровня, и находящегося в стробе эхо-канала (при этом в телефоне появляется звук соответствующей тональности). Признаком обнаружения дефекта при работе по зеркально-теневому методу является уменьшение донного сигнала ниже опорного уровня, и находящегося в стробе зеркально-теневого канала (при этом в телефоне появляется звук соответствующей тональности). При оценке качества рельса следует помнить, что ложное срабатывание индикаторов может быть вызвано отражениями ультразвуковых колебаний от конструктивных отражателей и глубоких неровностей на поверхности рельса.
9.2 При обнаружении ОДР:
а) оператор, осуществлявший УЗК, обязан заполнить уведомление установленной формы и передать его под роспись сопровождающему дорожному мастеру или бригадиру пути. Контроль замены ОДР осуществляет начальник участка (мастер цеха) дефектоскопии и диспетчер дистанции пути;
б) при обнаружении излома рельса, дорожный мастер или бригадир пути и руководитель бригады операторов обязаны принять меры по ограждению опасного места до прибытия ремонтной бригады в соответствии с требованиями ЦП 48
9.3 При обнаружении контроленепригодного для УЗК рельса, оператор дефектоскопа обязан выдать его для изъятия из пути в первоочередном порядке.
9.4 Маркировка обнаруженных ОДР и ДР, а также порядок пропуска поездов по ним осуществляется в соответствии с НТД /ЦП-2,3-93.
9.5 После окончания работы оператор обязан записать в рабочем журнале дефектоскопа выявленные ОДР и ДР с указанием их путейской координаты, номера проконтролированных километров, стрелочных переводов, съездов и приемо-отправочных путей и путейские координаты сечений рельсов, которые проверялись ручными ПЭП, а также результаты измерений геометрических параметров дефектов первой группы.
9.6 Дорожный мастер или бригадир пути, сопровождающие дефектоскоп, личной росписью в рабочем журнале обязаны подтвердить факт проверки рельсов каждым оператором дефектоскопной тележки.
10 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
10.1 Дефектоскопную тележку при работе на линии необходимо ограждать в соответствии с требованиями ЦП-48
10.2 При работе на пути бригаду операторов, выполняющую сплошной УЗК рельсов, должен сопровождать дорожный мастер или бригадир пути, который перед началом работы должен обеспечить:
а) проведение необходимого инструктажа по охране труда с обязательным разъяснением маршрута и порядка следования к месту проведения работ;
б) ограждение бригады операторов дефектоскопа во время работ по контролю рельсов в пути.
Приложение 1 Коды и размеры дефектов, выявляемых дефектоскопом авикон-11 удс2-114
(Согласно таблицы 3.1 Руководства по эксплуатации «Дефектоскоп ультразвуковой авикон-11 удс2-114»)
Вид дефекта |
Причина возникновения дефекта |
Код де- фекта |
Расположение дефекта |
Параметр дефекта
|
||
по длине рельса |
в поперечном сечении |
|||||
Поперечные трещины в головке рельса в виде светлых и темных пятен |
Нарушение технологии изготовления рельсов, наличие внутренних пороков (флокенов, газовых пузырей и т.д.) |
20.1 |
В стыке |
В головке со стороны рабочей и нерабочей грани; над шейкой, в том числе развиваю-щиеся под горизонталь-ными расслоениями протяженностью до 120 мм |
Диаметр дефекта не менее 12 мм, в том числе сильно развитые с зеркальной (притертой) поверхностью в рабочей грани |
|
20.2 |
Вне стыка |
|||||
Недостаточная контактно-усталостная прочность металла |
21.1 |
В стыке |
||||
21.2 |
Вне стыка |
|||||
Поперечные трещины в головке |
Боксование, юз, проход колес с ползунами или выбоинами |
24 |
В стыке и вне стыка |
Глубина залегания дефекта более 8 мм |
||
Удары по рельсу (инструментом, рельсом о рельс) и другие механические повреждения |
25 |
В стыке и вне стыка |
||||
Нарушение технологии сварки рельсов, наличие неметаллических включений, зубцов, трещин в месте сварки |
26.3 |
В месте электро-контактной стыковой сварки |
В головке со стороны рабочей и нерабочей грани |
|
||
Вид дефекта |
Причина возникновения дефекта |
Код де- фекта |
Расположение дефекта |
Параметр дефекта
|
||
по длине рельса |
в поперечном сечении
|
|||||
Закалочные трещины в закаленном слое металла головки |
Нарушение технологии закалки рельсов |
27.1 |
В стыке |
В головке со стороны рабочей и нерабочей грани; над шейкой, в том числе развивающиеся под горизонтальными расслоенииями протяженностью до 120 мм |
Глубина залегания дефекта более 8 мм |
|
27.2 |
Вне стыка |
|||||
Вертикальные расслоения головки |
Нарушение технологии изготовления рельсов, наличие усадочной раковины, резко выраженной ликвации и заворотов корки |
30В.1
|
Выходящие за пределы болтовых отверстий более 10 мм |
В головке над шейкой в пределах 5 мм относительно вертикальной оси рельса |
Глубина залегания дефекта более 10 мм и протяженность более 10 мм |
|
30В.2 |
Вне стыка |
|
||||
Горизонтальные расслоения головки |
Нарушения технологии изготовления рельсов, наличие в рельсе загрязнения стали в виде крупных скоплений неметаллических включений, вытянутых вдоль прокатки, на глубине более 8 мм |
30Г.1
|
В стыке
|
В головке над шейкой и заходящие в ее проекцию не менее чем на 7,5 мм |
Протяженность дефекта более 10 мм
|
|
30Г.2 |
Вне стыка |
|||||
Трещина в головке в месте приварки рельсовых соединений
|
Нарушение режима сварки при приварке рельсовых соединителей |
38.1 |
В стыке |
|||
Вид дефекта |
Причина возникновения дефекта |
Код де- фекта |
Расположение дефекта |
Параметр дефекта
|
||
по длине рельса |
в поперечном сечении |
|||||
Вертикальное расслоение шейки |
Вследствие нарушения технологии изготовления рельсов, наличия усадочной резко выраженной ликвации |
50.1 |
Выходящие за пределы болтовых отверстий более 10 мм |
В шейке рельса в пределах 5 мм относительно вертикальной оси рельса |
|
|
50.2 |
Вне стыка |
|||||
Продольные трещины и выколы из-за них в местах перехода головки в шейку |
Высокие местные напряжения из-за некачественной обработки кромок торцов рельсов, чрезмерных усилий затяжки стыковых болтов, изношенных накладок, односторонней перегрузки головки рельса, просадки в стыках, нарушения подуклонки рельсов |
52.1 |
В стыке |
В месте перехода шейки в головку и заходящие в ее проекцию не менее, чем на 0,5 ширины шейки |
Протяженность дефекта более 10 мм
|
|
52.2 |
Вне стыка
|
|
||||
Трещины в шейке |
От болтовых отверстий из-за отсутствия или некачественного исполнения фасок, надрывах на кромках отверстий, неровностей из-за некачественного сверления
|
53.1 |
В стыке |
В шейке, развивающиеся от отверстий, кроме нижнего сектора отверстия, ограниченного пределами 40 относительно вертикальной оси рельса |
Протяженность более 5 мм на всей ширине шейки или более 10 мм у одной из боковых поверхностей шейки |
|
53.2 |
Вне стыка |
|||||
Вид дефекта |
Причина возникновения дефекта |
Код дефекта |
Расположение дефекта |
Параметр дефекта
|
||
по длине рельса |
в поперечном сечении |
|||||
Трещины в шейке |
От маркировочных знаков, ударов по шейке и других механических повреждений и выколов из-за них |
55 |
В любом месте |
В шейке рельса, трещины заходящие в ее проекцию не менее, чем на 0,5 ширины шейки |
Протяженность более 10 мм |
|
В месте сварного шва вследствие дефектов сварки или обработки сварного шва |
56.3 56.8 |
В месте электро-контактной и алюминотермитной сварки |
В шейке рельса |
|
||
Волосовины в подошве, трещины, выколы части подошвы |
Нарушение технологии изготовления рельсов, наличия на подошве дефектов в виде волосовин, закатов и других |
60.1 |
Выходящие за пределы болтовых отверстий более 10 мм |
В подошве под шейкой рельса в пределах 5 мм относительно вертикальной оси рельса в зоне проекции шейки |
Глубина более 10 мм и протяженность более 10 мм |
|
60.2 |
Вне стыка |
|||||
Трещины в подошве |
Нарушения технологии сварки рельсов |
66.3 |
В месте электро-контактной и алюми-нотермит-ной сварки |
|
|
|
Коррозионно-усталостные трещины |
Коррозия подошвы рельсов при повышенных динамических воздействиях на рельсы
|
69 |
Вне стыка |
В зоне проекции шейки |
||
Вид дефекта |
Причина возникновения дефекта |
Код де- фекта |
Расположение дефекта |
Параметр дефекта
|
||
по длине рельса |
в поперечном сечении |
|||||
Поперечные изломы |
Шлаковые включения и другие дефекты макроструктуры, попадающие в рельсы при их изготовлении |
70.1 |
В стыке |
По всей высоте |
|
|
70.2 |
Вне стыка |
|||||
Проход колес с большими ползунами или выбоинами, |
74 |
В любом месте |
||||
|
||||||
|
Без видимых причин |
79 |
|
|||