Материал: АСУ ТП проволочного стана 170
Алгоритм определения присутствия материала в клети показан на рисунке 3.3. Для этого используется информация о нагрузке клети #STAT_LoadOn, и дается интервал в котором возможно определение присутствия материала по нагрузке #STAT_HeadTrk90 (голова достигла 90% расстояния до клети). Если клеть исключена из прокатки определение присутствия материала происходит по расчетной позиции #STAT_HeadTrk100. Сброс бита присутствия материала происходит по расчетам, аналогичным для головы.
Бит "STAND_MATPRES" устанавливается в клети, находящейся выше по ходу материала (upstream) при присутствии в ней материала. Бит "HMD_SIGNAL" устанавливается в блоке слежения вышестоящего датчика HMD, и сбрасывается в блоке трекинга клети, стоящей после фотодатчика.
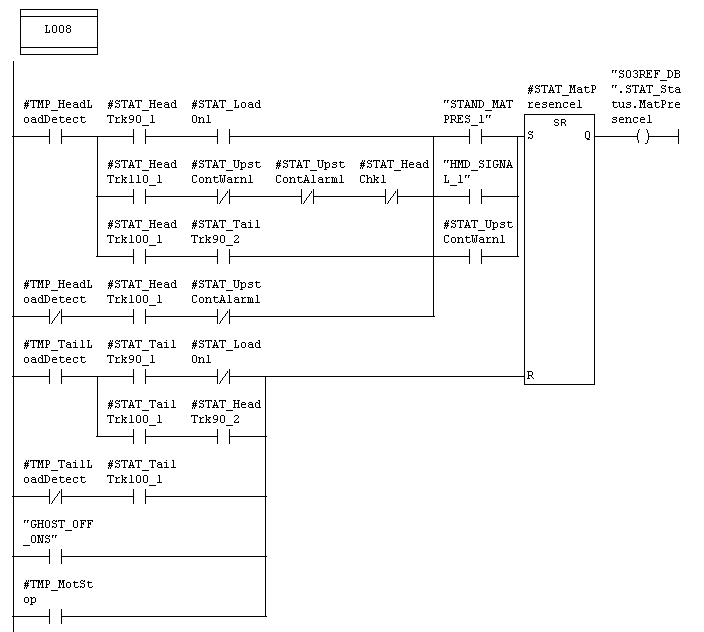
Определение присутствия материала в клети.
Рис 3.3.
В блоках слежения для клетей, в которых возможна прокатка в две нитки , существуют два бита присутствия материала для каждой нитки. В этом случае существуют 2 бита нагрузки клети #STAT_LoadOn1 и #STAT_LoadOn2, которые формируются, как показано на рисунке 3.4.
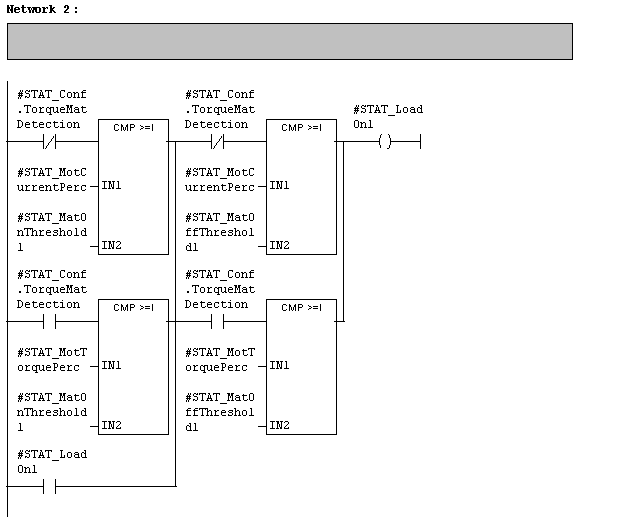
Определение нагрузки клети.
Рис 3.4.
Бит нагрузки определяется путем сравнения текущего тока или момента, считанного с привода, с уставками порогов включения и отключения (компаратор с гистерезисом). Для клетей с прокаткой в 2 нитки значение порогов компараторов все время пересчитывается в функциональном блоке FB292 CPU1, который вызывается из OB1.
Порог определяется в зависимости от того одна или две заготовки находится в клети.
Если в клети нет материала то уставки для порогов берутся из конфигурационных значений "SxxTRK_DB".STAT_Conf.MatOnThreshold и "SxxTRK_DB".STAT_Conf.MatOffThreshold.
При присутствии материала в 1-й нитки в качестве порогов для 1-й нитки берутся конфигурационные значения, для второй нитки порог на включение равен конфигурационному значению плюс фильтрованное значение тока или момента при прокатке одной заготовки, а порог на отключение равен величине порога включения минус половина конфигурационного значения на включение.
При нахождении в клети одновременно двух заготовок порог на включение устанавливает одинаковым для двух ниток и равен конфигурационному значению плюс половина фильтрованного значения тока (момента) при прокатке двух заготовок. Значение порога на отключение устанавливается равным порогу на включение в этом режиме минус половина конфигурационного значения.
Конфигурационные значения являются константами и переписываются из конфигурационных блоков данных в рабочие при обновлении конфигурации.
Для правильной работы системы слежения необходима правильная установка данных в конфигурационных блоках данных, а также ввод правильных значений диаметров и факторов каналов в таблице прокатки OWS. Данные для системы слежения (для блоков слежения для клетей ) содержатся в конфигурационных блоках данных для каждой клети “SххCONF_DB”. В них содержится такая информация, как порог компаратора для определения нагрузки клети, расстояние от предыдущего устройства, область для определения бурежки, бит определения головы и хвоста только по слежению (без учета нагрузки) , бит разрешения определения бурежки (непрерывности прокатки) , способ определения нагрузки (по току или по моменту). Для блоков слежения для HMD конфигурационные данные находятся в DB300 (CPU1,2) в виде структуры, показанной на рисунке 3.5 .
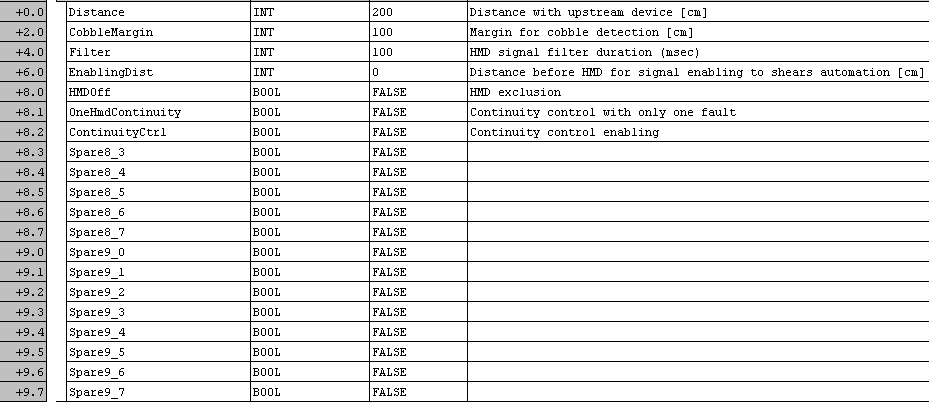
Конфигурационные данные по слежению для датчиков HMD.
Рис 3.5 .
В DB300 имеются следующие параметры : Distance – расстояние до предыдущего устройства ( клети или виртуального устройства), CobbleMargin – область для определения бурежки , Filter – время фильтра для сигнала датчика, EnablingDist – расстояние до датчика для начала формирования окна (разрешения переключения сигнала датчика) в контроллер ножниц, HMDOff – бит исключения датчика из расчетов в системе слежения (блок слежения для этого датчика перестает выполнятся), OneHmdContinuity – бит разрешения определения бурежки только по сигналу от этой фотоголовки, ContinuityCtrl – разрешение определения непрерывности прокатки (бурежки) по этому датчику.
Соответствие индексов в DB300 и названий датчиков HMD приведено в таблице 3.6
Таблица 3.6
Соответствие индексов HMD в DB300 названиям датчиков
|
DB300 CPU-1 |
|||||||||||
|
ИНДЕКС |
1 |
2 |
3 |
4 |
|
|
|
|
|
|
|
|
ДАТЧИК |
HMD01 |
HMD02 |
HMD03 |
HMD04 |
|
|
|
|
|
|
|
|
ИНДЕКС |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
ДАТЧИК |
HMD05A |
HMD06A |
HMD07A |
HMD08A |
HMD09A |
HMD10A |
HMD11A |
HMD12A |
HMD13A |
HMD14A |
HMD15A |
|
ИНДЕКС |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
|
ДАТЧИК |
HMD05B |
HMD06B |
HMD07B |
HMD08B |
HMD09B |
HMD10B |
HMD11B |
HMD12B |
HMD13B |
HMD14B |
HMD15B |
|
DB 300 CPU-2 |
|||||||||||
|
ИНДЕКС |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
ДАТЧИК |
HMD14A |
HMD16A |
HMD17A |
HMD18A |
HMD19A |
HMD20A |
HMD21A |
HMD22A |
HMD23A |
HMD24A |
|
|
ИНДЕКС |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
|
ДАТЧИК |
HMD14B |
HMD16B |
HMD17B |
HMD18B |
HMD19B |
HMD20B |
HMD21B |
HMD22B |
HMD23B |
HMD24B |
|
В процессе работы системы слежения могут генерироваться следующие алармы по датчикам HMD (см. FC308):
- HMD error – ошибка фотоголовки,
- HMD continuity alarm,
- Ghost rolling HMD alarm
Аварии HMD error возникают при следующих условиях:
-
Условия , определяемые в блоках слежения для фотоголовок. При активном счете позиции головы значение счетчика превысило значение #STAT_Conf.TotMargin (см. блок слежения для фотоголовок HMDxxTRACKING),
-
Условия , определяемые в блоках слежения для клетей. Если есть бит проверки прохождения головы заготовки и значение счетчика позиции головы достигло значения 110% от конфигурационного значения, или если есть бит проверки прохождения хвоста заготовки и значение счетчика положения хвоста достигло значения 110% от конфигурационного значения и есть присутствие материала в клети или есть предупреждение от вышестоящего устройства о возможной бурежке и активен счетчик положения головы заготовки и появился бит присутствия материала в этой клети и бит #STAT_Conf.ContinuityOn=1.
-
Условия , определяемые в блоке слежения для фотоголовок, для фотоголовки расположенной сразу за проверяемой. (для случая если для датчика подряд). Если при счете позиции хвоста следующей фотоголовки значение счетчика превысило значение #STAT_Conf.TotMargin и не пропал сигнал с датчика.
Бит проверки прохождения головы заготовки #STAT_HeadChk формируется в блоках слежения для клетей, когда сработал датчик металла перед клетью и при этом не активен счетчик позиции головы заготовки перед клетью и есть материал в предыдущей клети.
Бит проверки прохождения хвоста заготовки #STAT_TailChk формируется в блоках слежения для клетей, когда пропал сигнал с датчика металла перед клетью и нет счета позиции хвоста для этой клети и есть сигнал присутствия материала в предыдущей и этой клети и разрешено определение сигнала присутствия материала в клети с использованием информации о нагрузке клети.
Авария HMD continuity alarm формируется блоками слежения для фотоголовок при условии превышения значения расчетной позиции головы заготовки значения #STAT_Conf.TotMargin (конфигурационное значение плюс зона для определения бурежке) и отсутствия срабатывания датчика металла. Эта авария предупреждает о возможной бурежке между клетями , т.е. металл не дошел до датчика и используется в режиме автоматического крошения заготовки для формирования команд для ножниц на аварийное крошение заготовки. Формирование этого аларма возможно в двух режимах: с учетом предупреждений от вышестоящих устройств , так и без их учета, только по сигналу от одного датчика (при этом бит #STAT_Conf.OneHMDContinuity должен быть равен 1, выставляется в конфигурационном DB для фотоголовок DB300).
Аварии Ghost rolling HMD alarm формируются блоками слежения для фотоголовок (бит #STAT_GhostError в блоках HMDxxTRACKING) в режиме тестовой прокатки (бит М254.1 "GHOST_ROLLING" =1) если при подаче тестового сигнала на фотоголовку нет сигнала ее срабатывания более 500ms
3.2 Датчики горячего металла и высоты петли.
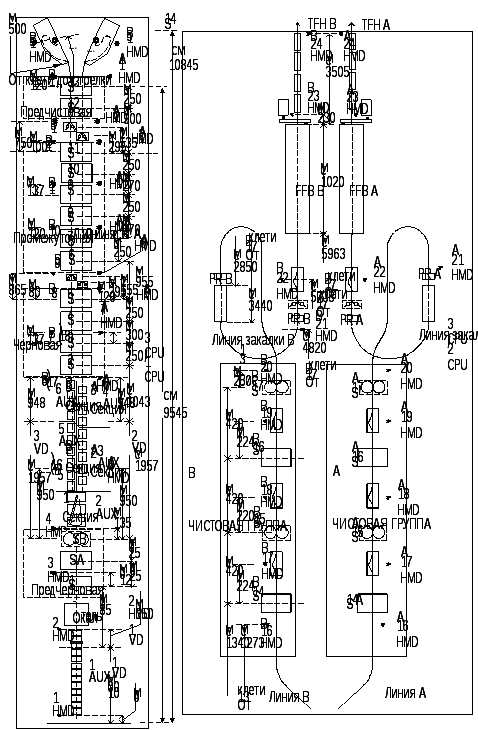
Связь между названиями фотодатчиков металла в программе 10PLC и их физическим расположением по стану показана на рисунке 3.7.
В качестве датчиков горячего металла на стане используются датчики ID 2000, которые вырабатывают дискретный сигнал +24В при появлении нагретого металла под стеклом фотоприемника. Для HMD23,24 используются датчики ID 2400, которые реагируют на металл с более низкой температурой.
Для определения высоты петли используются датчики ID6100 которые выдают аналоговый сигнал, пропорциональный положению нагретой заготовки , относительно фотоприемника датчика, а также дискретный сигнал +24В присутствия материала. Для аналогового сигнала используется диапазон 0..+10В (рисунок 3.8.).
Все типы датчиков имеют тестовый вход, при подаче на который сигнала +24В датчик выдает выходной сигнал присутствия материала, а датчик высоты петли, кроме того, выдает сигнал высоты петли в диапазоне 10..25%. Тестовые входы датчиков используются для проверки оборудования в режиме тестовой прокатки.
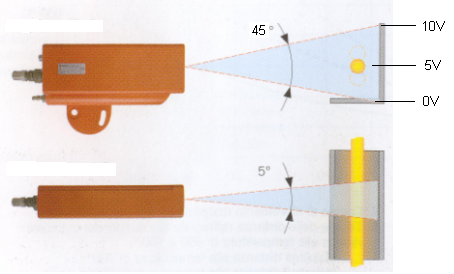
Зона видимости заготовки датчиком высоты петли
Рис 3.8.
4.Список используемой литературы
-
Техническое описание зоны прокатного стана. (перевод) 2005.
-
Технология производства горячекатаного проката на стане 170. Технологическая инструкция. Магнитогорск.2006.