Материал: АСУ ТП проволочного стана 170
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Магнитогорский государственный
Технический университет им Г.И.Носова
Кафедра обработки металлов давлением
Контрольная работа по дисциплине «Основы автоматизации процессов ОМД»
Тема работы: АСУ ТП проволочного стана 170
Выполнил студент группы
Проверил доцент, к.т.н
Магнитогорск
2008
Содержание
1.Функции и структура АСУ ТП стана……………….………………………….…3
1.1 Перечень функций АСУ ТП стана 170…………………………………….......3
1.2 Описание основных функций управления………………………………….…5
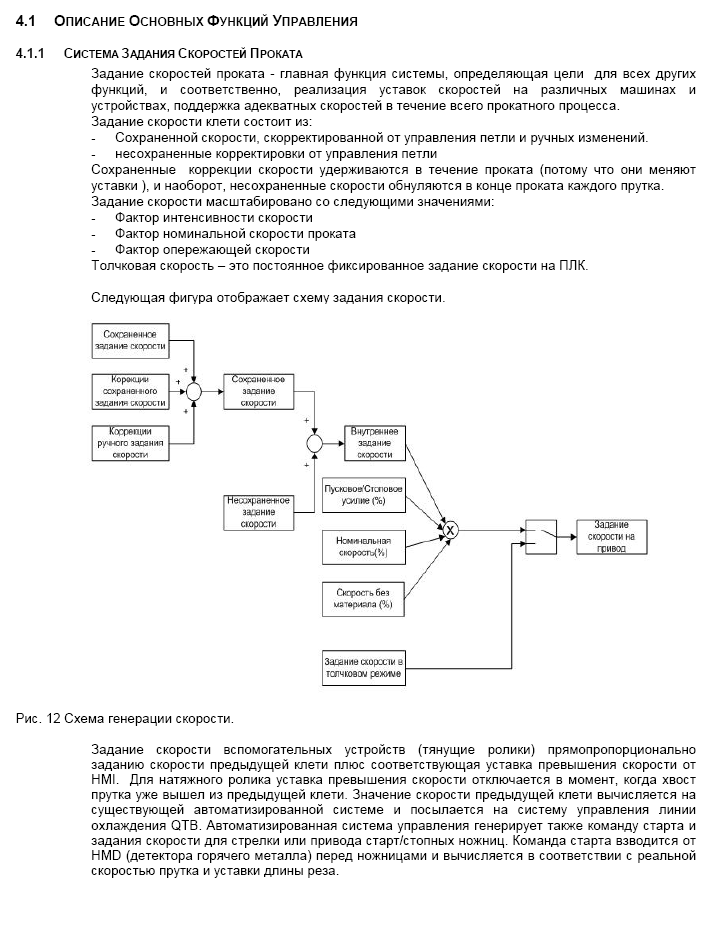
1.2.1 Система задания скоростей проката……………………………….………...5
1.2.2 Изменение скорости двигателя в одиночном режиме……………………...6
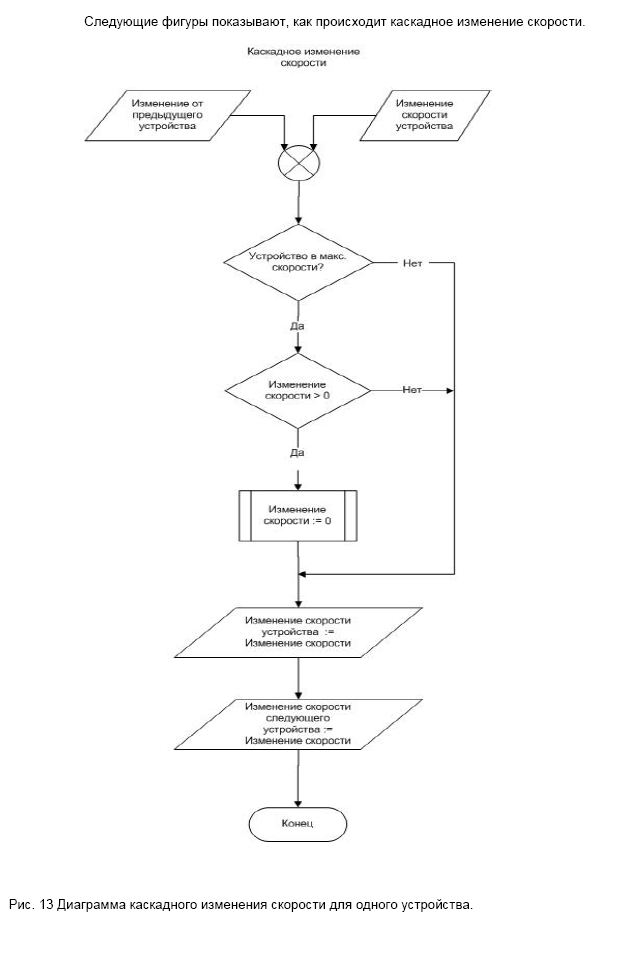
1.2.3 Изменение скорости двигателя в каскадном режиме……………………....6
1.2.4 Описание программы контроллера 10PLC …………………...………….…8
1.2.5 Формирование заданий скоростей для приводов………………………......8
-
Устройство и работа локальной системы автоматического управления….....11
-
Управление непрерывным режимом прокатки……………………………....11
-
Управление натяжением………………………………………………..….…12
-
Участок чистового стана………………………………………………….…..17
-
Управление петлеобразованием………………………………………….…..18
-
2.4.1 Регуляторы петли……………………………………………..………….…19
3.Устройство и работа датчиков……………………………………………...….…24
3.1 Слежение за материалом ………………………………………………….….24
3.2 Датчики горячего металла и высоты петли……………………………….…32
4. Список используемой литературы………………………………………………34
1. Функции и структура асу тп стана
1.1 Перечень функций асу тп стана 170
1) Общие функции
1.1 Ввод исходных данных
1.2 Анализ технологического процесса (инженерные рапорта, рапорта по качеству проката)
1.3 Создание отчётов по окончанию прокатки партии
1.4 Ведение базы данных валкового хозяйства
1.5 Управление системой высокоскоростного сбора данных о процессе, отображения в реальном времени и анализа аналоговых и цифровых значений с объекта автоматизации, системы привода и др. (FDA)
1.6 Обслуживание связи с другими системами АСУ
2) Участок прокатного стана
2.1 Адаптация математических моделей к изменяющимся условиям прокатки и адаптивное управление настройки клетей
2.2 Управление скоростными режимами
2.3 Система поддержания минимального натяжения
2.4 Контроль петлеобразования
2.5 Регулирование скорости в индивидуальном и каскадном режиме
2.6 Автоматическое определение застревания раската
2.7 Имитация процесса прокатки
2.8 Графическое изображение процесса на цветных видеотерминалах
ПУ-1
2.9 Управление темпом прокатки
2.10 Слежение за металлом и информационное сопровождение проката от участка нагревательной печи до конвейера воздушного охлаждения
2.11 Управление циклом резки (рез головной, хвостовой части и аварийный)
2.12 Управление трайбаппаратом
2.13 Управление станциями гидравлики
2.14 Управление станциями жидкой смазки
2.15 Управление устройствами подачи воды для охлаждения валков
2.16 Управление перемещением прокатной клети для замены валков
2.17 Управление перемещением прокатной клети для замены калибра валка и регулировки зазора
2.18 Управление роботом подготовки валков
3) Участок чистовой отделки
3.1 Управление секцией промежуточного водяного охлаждения
3.2 Управление трайбаппаратом перед роторными ножницами
3.3 Управление роторными ножницами перед чистовым блоком
3.4 Управление чистовым прокатным блоком
3.5 Управление смазкой привода чистового блока
3.6 Управление линией водяного охлаждения (ЛВО) после чистового блока
3.7 Управление трайбаппаратом виткоукладчика
3.8 Синхронизация виткообразователя
3.9 Управление виткообразователем
3.10 Управление станциями гидравлики
3.11 Управление станциями жидкой смазки
3.12 Управление конвейером воздушного охлаждения (рольганг, вентиляторы)
3.13 Позиционирование теплоукрытий (крышек) конвейера воздушного охлаждения
3.14 Управление шахтой виткосборника
3.15 Загрузка, уплотнение и выгрузка бунта
3.16 Взвешивание бунтов
3.17 Вспомогательные службы крюкового транспортера
3.18 Слежение за металлом и информационное сопровождение проката на участке от конвейера воздушного охлаждения до участка отделки, обвязки, взвешивания и складирования
3.19 Графическое изображение процесса на цветных видеотерминалах ПУ-1
4) Линия отделки катанки
4.1 Управление транспортером с паллетами
4.2 Управление поворотными участками транспортера с паллетами
4.3 Управление кантователем паллет
4.4 Управление устройствами участка передачи бунтов №1
4.5 Управление крюковым транспортером
4.6 Управление поворотными участками крюкового транспортера
4.7 Управление бунтовязальной машиной
4.8 Управление платформой для взвешивания
4.9 Управление устройствами участка передачи бунтов №2
4.10 Управление столом накопления бунтов
4.11 Управление станцией гидравлики
4.12 Вывод данных, отображение процессов и управление процессами на графических дисплеях Е900
4.13 Связь контроллеров и вывод данных с контроллеров в уровень 2 автоматизации
1.2.4 Описание программы контроллера 10plc .
Задания скоростей приводов вычисляются в 1-м CPU для механизмов зоны от печи до горизонтальных петлеобразователей, и во 2-м CPU для механизмов , начиная с 14-й клети и кончая блоками FFB (по обеим ниткам). Вычисление заданий скоростей и обработка регуляторов натяжения и петли происходит в таймерном прерывании OB37, происходящим каждые 20ms (вызывается FC117). В FC117, после вычисления заданий скоростей, происходит запись этих значений в преобразователи частоты приводов. Вызов блоков системы слежения за материалом в стане ( FC302) происходит в таймерном прерывании OB38, происходящим каждые 10ms. Здесь также происходит чтение из приводов значений скорости, токов и моментов.
В OB1 CPU1 CPU2 находятся функции загрузки данных с OWS, диагностики , управления рольгангами.
Управление включением, выключением, запуском и т.п. приводов (формирование соответствующих битов) реализовано в CPU3 (вызываются из OB1).
Процессоры обмениваются информацией между собой по задней шине. CPU1 и CPU2 , кроме того, обмениваются данными через DP/DP coupler.
1.2.5 Формирование заданий скоростей для приводов.
Задания скоростей вычисляются в функции FC300 CASCADE, которая вызывается в таймерном прерывании каждые 20 мс. Здесь реализован каскадный режим
управления скоростью от вышестоящей клети (upstream, клети с большим номером) к нижестоящей (downstream, с меньшим номером).
Имеется четыре независимых каскада:
- предчерновая группа (клети 1,A,B).
- черновая, промежуточная и предчистовая группы (клети 2 – 13) .
- чистовая группа и FFB линии А.
- чистовая группа и FFB линии B.
Первые два каскада реализованы в CPU1 , остальные в CPU2.
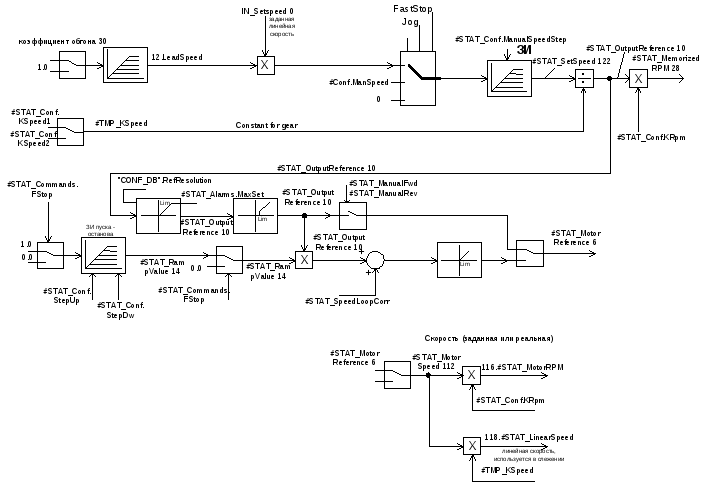
Задание скорости для клети вычисляется в функциональном блоке FB250, который вызывается в FC300 для каждой клети со своим экземплярным блоком данных “SxxREF_DB”. Структурная схема вычислений, производимых в блоке FB250 приведена на рисунке 3. В PLC используется внутренний масштаб угловой скорости, соответствующий 10000.00 единиц = 100% скорости.
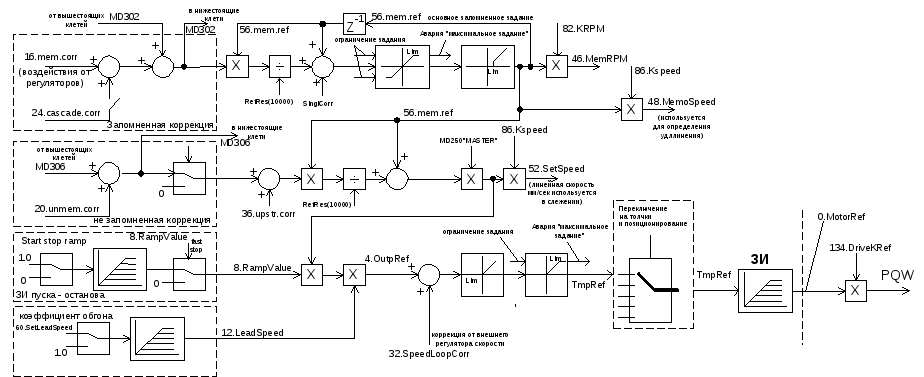
Структурная схема формирования задания скорости для приводов клетей
Рис. 3.
Основное задание скорости для привода клети хранится в переменной #STAT_DataSet.MemorizedReference (смещение 56 в блоке данных, например для клети №1 “S01REF_DB”. STAT_DataSet.MemorizedReference, DB311.DBD56). Первоначально это значение загружается из OWS. В процессе работы стана это значение может изменятся через запомненную коррекцию #STAT_MemorizedCorr (смещение 16) или по команде каскадной коррекции с пульта управления стана #STAT_CascadeCorr (смещение 24) или по команде одиночной коррекции с пульта управления стана #STAT_SingleCorr (смещение 28). Через переменную #STAT_MemorizedCorr (смещение 16) осуществляется воздействие от регуляторов петли и натяжения. Запомненная коррекция скорости также осуществляется от последующих клетей (с большим номером) в каскадном режиме изменения скорости через переменную MD302 "MEM_CORR". После суммирования эта коррекция отправляется в предыдущую клеть. Регуляторы также могут воздействовать через незапомненную коррекцию #STAT_UnMemorizedCorr (смещение 20), которая действует, пока есть сигнал #STAT_UnMemorizedCorr. Степень воздействия коррекций (в итоге общие контурные коэффициенты регуляторов ) зависят от текущего запомненного задания скорости (коррекции пропорциональны запомненному заданию скорости). Сумма запомненного задания скорости и незапомненной коррекции умножается на величину "MASTER" MD250 (изменяется от 0 до 1 ), которая задается с HMI в процентах (0..100%) и предназначена для снижения скорости при прокатке 1-й штуки при настройке стана (в контроллере имеется задатчик интенсивности для переменной “MASTER”). Далее полученное значение умножается на выход задатчика интенсивности нормального пуска- торможения и на коэффициент обгона. Если есть необходимость к полученному значению может быть прибавлена коррекция от внешнего интегрального регулятора скорости #STAT_SpeedLoopCorr (смещение 32). Полученное задание #TMP_Reference может быть переписано заданием скорости для режима толчка или режима позиционирования шпинделя. В итоге величина #TMP_Reference поступает на выходной задатчик интенсивности выходом которого является #STAT_MotorReference (смещение 0). Этот задатчик интенсивности остается в канале регулирования, а также используется в режиме быстрого останова (fast stop), когда скачком обнуляется выход задатчика нормального пуска-останова.
Задание скорости для вспомогательных приводов вычисляется в функциональном блоке FB251, вызываемым в FC300 для каждого устройства со своим экземплярным блоком данных “AUXxxREF_DB”. Структурная схема вычислений, производимых в блоке FB251 приведена на рисунке 4.
Структурная схема формирования задания скорости для вспом. приводов
Рис 4.
Входным заданием скорости для блока FB270 является линейная скорость в мм/мин, которая преобразуется в угловую при помощи коэффициента, зависящего от диаметра ролика и коэффициента редуктора. В блоке FB270 есть 3 задатчика интенсивности: для коэффициента обгона, задатчик для режима ручных команд (толчков), он же остается в основном канале задания в нормальном режиме работы и в режиме быстрого останова и задатчик интенсивности для нормального пуска – торможения.
Функции регулирования, функция каскада скоростей FC300 и функции для формирования задания скорости для рольганга после печи и тянущего ролика перед станом вызываются в функции FC117, которая вставлена в обработчик прерывания OB37 происходящего каждые 20мс. В функции FC117 вставлены также функции для вывода задания скорости в преобразователи частоты.
Все привода клетей работают как привода с регуляторами скорости с использованием векторного управления, вспомогательные привода используют схему скалярного управления с заданием частоты.