Материал: АСУ ТП проволочного стана 170
2. Устройство и работа локальной системы автоматического управления
Последовательность управления натяжением между клетями реализована в функциональном блоке FB264, которые вызываются из функции FC301 с экземплярными блоками данных для соответствующей клети.
Регулирование натяжения основано на зависимости поведения тока или момента привода клети в зависимости от сжатия или растяжения материала между двумя клетями. Эти процессы иллюстрируются рисунками 2.2 и 2.3. При сжатии происходит возрастание тока предыдущей клети, при растяжении ток уменьшается после захода в следующую клеть. Пока голова заготовки не зашла в следующую клеть, момент предыдущей клети (или ее ток) определяется обжатием материала (т.е. является моментом, соот-ветствующим нулевому натяжению).
Поведение тока клети при сжатии материала
Рис 2.2.
Поведение тока клети при растяжении материала
Рис 2.3.
Для построения регулятора используется функциональный блок ПИ-регулятора FB260. Используется только интегральная часть с отрицательным коэффициентом усиления, которая воздействует на запомненную коррекцию. Коррекция учитывается, если она больше 1.00. После записи выхода регулятора в запомненную коррекцию интегратор обнуляется.
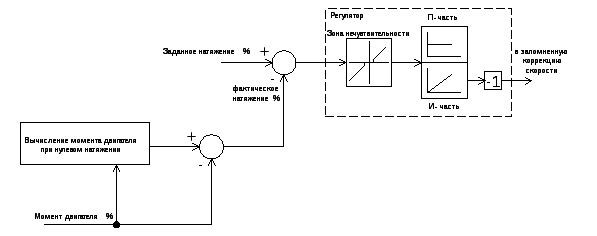
Структурная схема регулятора натяжения
Рис 2.4.
Натяжение между клетями определяется следующим образом. По сигналу "SххTENS_DB".STAT_TorqueAcqOn (определяется по положению головы заготовки) в функции чтения данных с привода SxxINPUT (FC310,320,330…) накапливается сумма момента двигателя "SххTENS_DB".STAT_TorqueSum и счетчик выборок момента "SххTENS_DB".STAT_SamplesNum. Затем сумма моментов делится на сумму выборок, т.е. определяется средний момент клети в момент времени, пока заготовка не зашла в следующую клеть (нулевое натяжение между клетями). Значение величины натяжения между клетями (#STAT_ActTension) определяется как разность момента, соответствующему нулевому натяжению и текущему значению моменту. Например, если момент клети снизился, это значит что заготовку стала сильнее тянуть следующая клеть, т.е. увеличилось натяжение между клетями. Это приводит к увеличению обратной связи регулятора, ошибка становится отрицательной, а выход регулятора увеличивается (т.к. регулятор инвертирует сигнал), что приводит к увеличению задания скорости клети и снижению натяжения между клетями (рис 2.4).
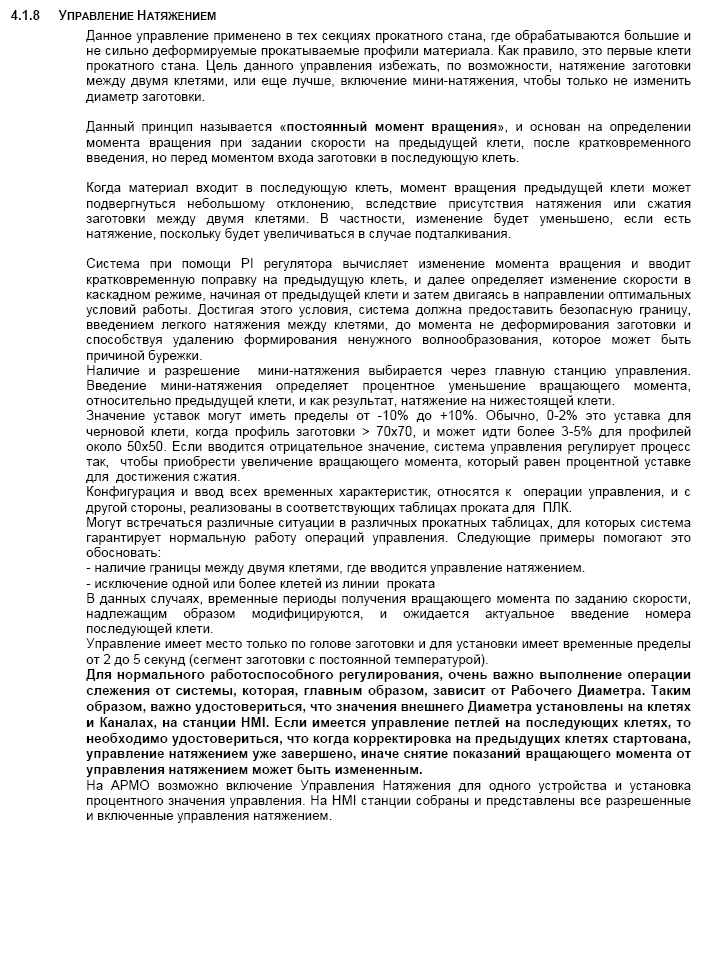
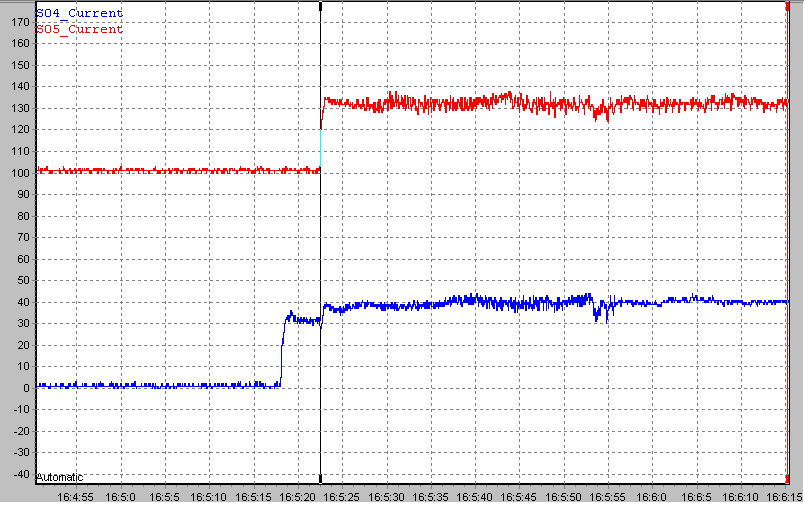
Опрос значений момента, включение и отключение регуляторов натяжения происходит по сигналам системы слежения. Осциллограмма сигналов при работе регулятора натяжение показана на рисунке 2.5. На рисунке 2.6. показана последовательность регулирования натяжения, привязанная к расположению оборудования.
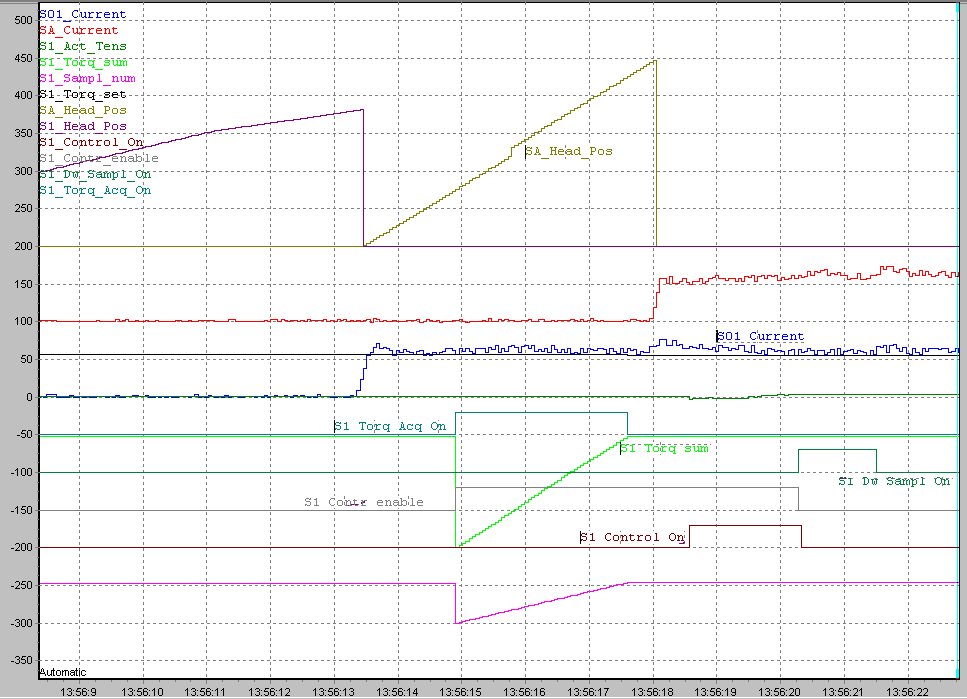
Осциллограммы сигналов при регулировании минимального натяжения
Рис 2.5.
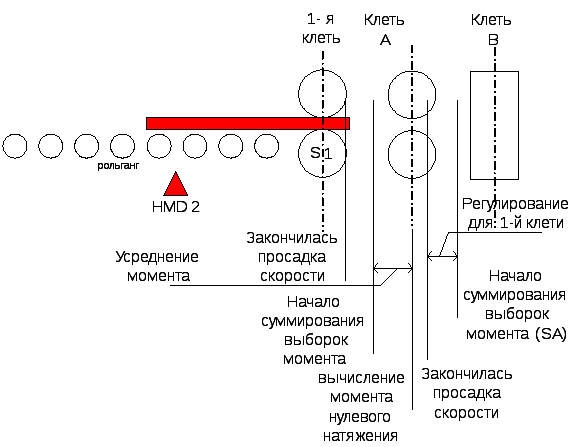
Последовательность регулирования натяжения.
Рис 2.6.
Запуск регулятора происходит (после выполнения стадий расчета момента нулевого натяжения) после того, как заготовка зашла в следующую клеть и у ее привода закончилась динамическая просадка скорости, обусловленная набросом нагрузки (рис 2.7.).
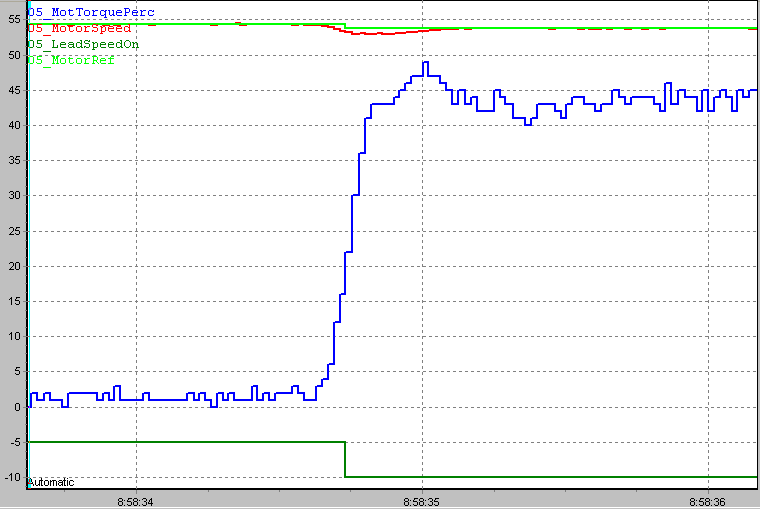
Переходный процесс привода клети при захвате металла.
Рис 2.7.
2.4.1 Регуляторы петли.
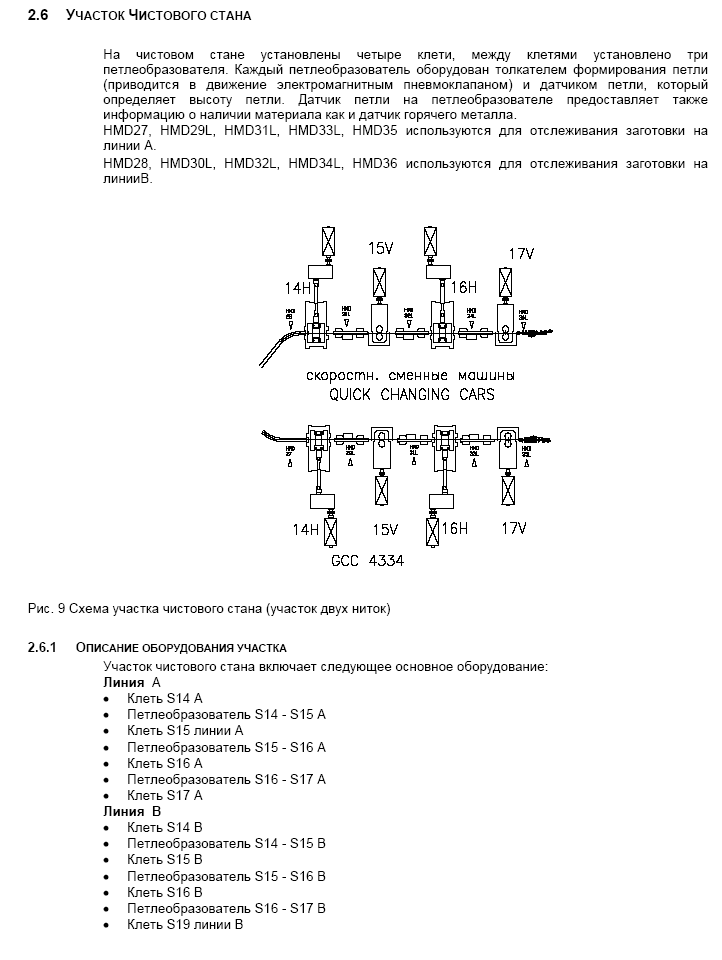
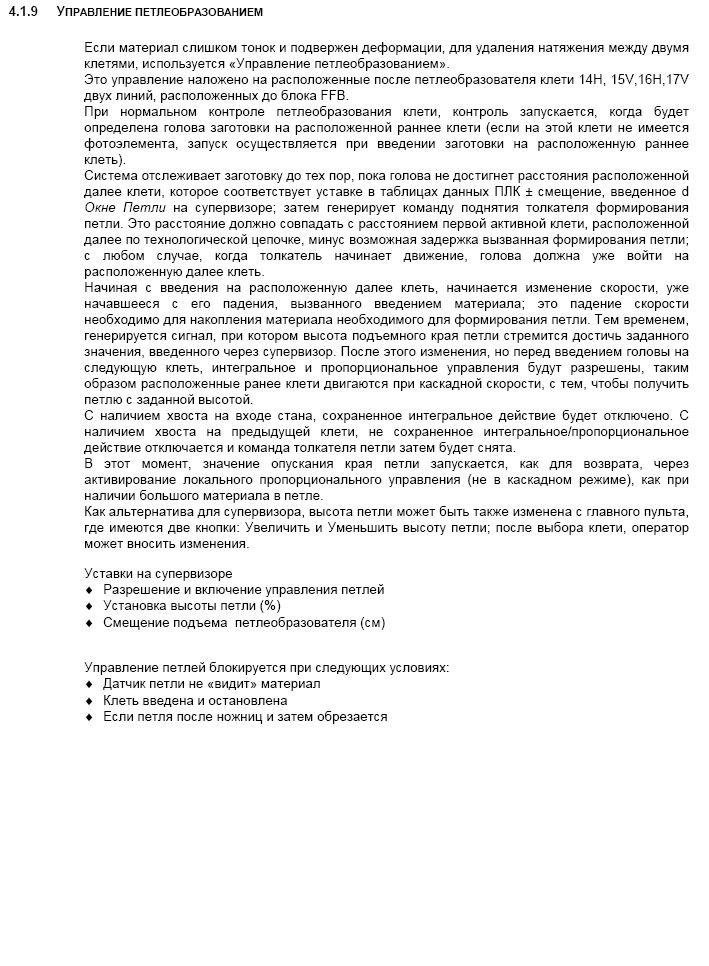
Если материал слишком тонок и подвержен деформации, для устранения натяжения между двумя клетями, используется «Контроль петлеобразования». На стане 170 петледержатели установлены в чистовой группе клетей (после 14-й,15-й,16-й,17-й клети). Перед чистовой группой (перед 14-й клетью) имеются горизонтальные петледержатели, которые разделяют каскады скоростей чистовой группы от предчистовой, т.е. позволяют регулировать скорости клетей чистовой группы не влияя на скорости клетей предчистовой, промежуточной и черновой группы.
Рассмотрим регулирование вертикальных петель в чистовой группе.
Последовательность управления петлей между клетями реализована в функциональном блоке FB262, которые вызываются из функции FC301 CPU2 с экземплярными блоками данных для соответствующей клети.
Для регулирования петли используются два функциональных блока ПИ-регуляторов FB260. Интегральная составляющая 1-го регулятора воздействует на запомненную коррекцию скорости .Выход интегратора учитывается если он больше единицы и после записи в запомненную коррекцию (см.блок формирования скорости клети ) интегральная составляющая обнуляется. Пропорциональная часть 1-го регулятора и интегральная часть 2-го воздействуют на не запомненную коррекцию скорости. Если установлен режим регулирования для последующей клети то пропорциональная часть второго регулятора (с отрицательным знаком) воздействует на скорость следующей клети (рис. 2.10).
Высота петли определяется датчиком петли ID6100, который также является и датчиком горячего металла (HMD). Он выдает дискретный сигнал присутствия материала и аналоговый, пропорциональный высоте петли. Датчик петли установлен в прорези станины петледержателя. Выходом датчика петли является аналоговый согнал 0..10В, 10В соответствуют максимальной высоте петли. Если датчик не видит металл, его выход соответствует максимальному значению.
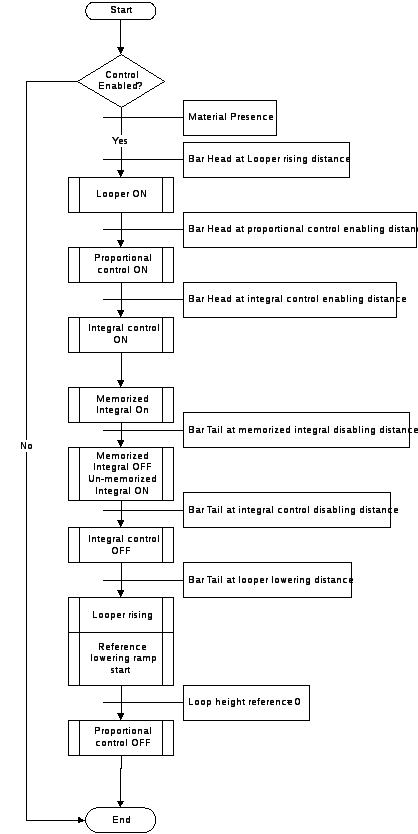
Подъем, опускание ролика петледержателя, включение регуляторов происходит с использованием значений позиций головы и хвоста (из трекинга) и с учетом времени движения ролика петледержателя (рис. 2.11).
Параметры регуляторов и другие уставки для регулирования петли устанавливаются в конфигурационных блоках данных для каждой клети “SxxCONF_DB”.DATA.Loop.xxxxxx .
На OWS устанавливаются следующие параметры для регулирования петли:
-
разрешение регулирования петли,
-
высота петли,
-
смещение точки для старта регулирования петли.
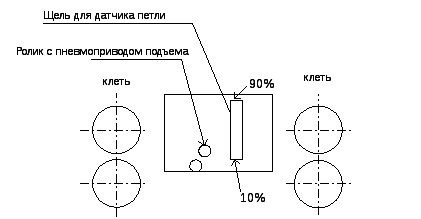
Оборудование для регулирования петли
Рис 2.9.
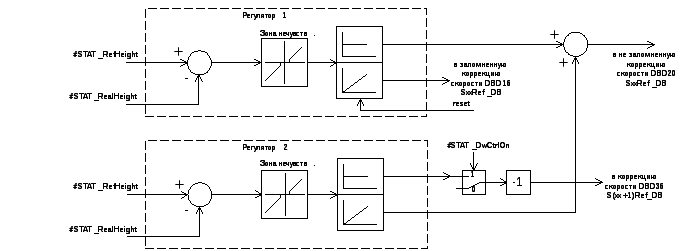
Структурная схема регулятора петли
Рис 2.10.
помненную коррекцию скорости (если больше еденици, на регулятороости нее тянуть следующая клеть, т.е натяжение между клетями)с
Алгоритм управления регуляторами петли
Рис 2.11.
Осциллограмма сигналов при регулировании петли приведена на рисунке 2.12. Когда нет металла в зоне фотодатчика сигнал реальной высоты петли имеет максимальный уровень 100%. Уровень сигнала при опущенной петле определяется положением датчика (при установке) и положением станины лупера (может изменятся).
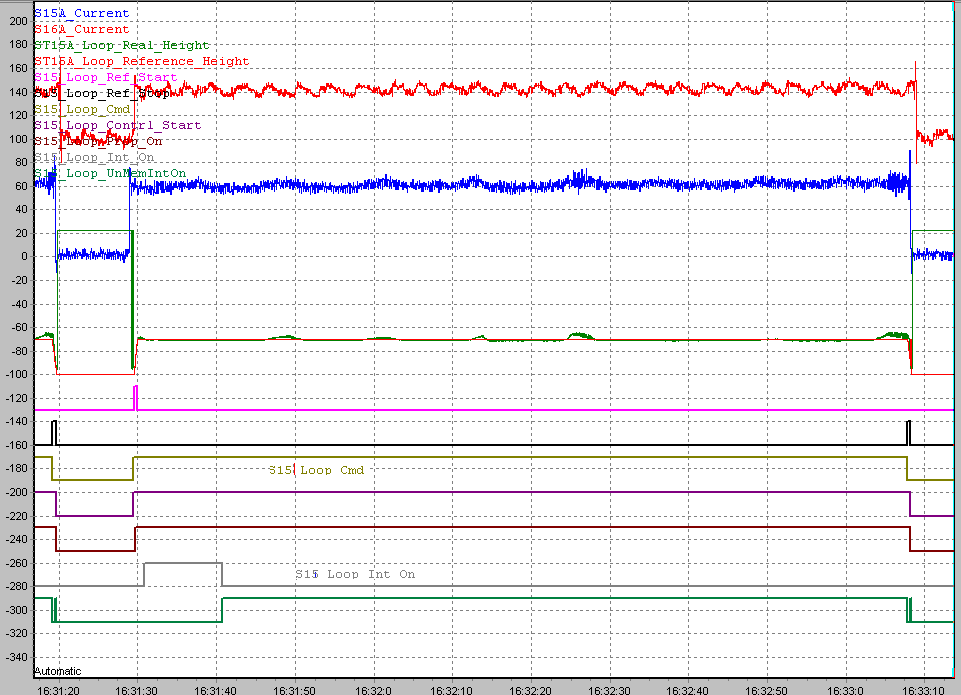
Осциллограмма сигналов при регулировании петли
Рис 2.12.
При достижении головой заготовки точки включения регулирования петли (после вхождения металла в следующую клеть)дается команда на подъем ролика петледержателя, задание петли скачком возрастает до реального положения петли, а затем возрастает по задатчику интенсивности (Рис 2.13.).
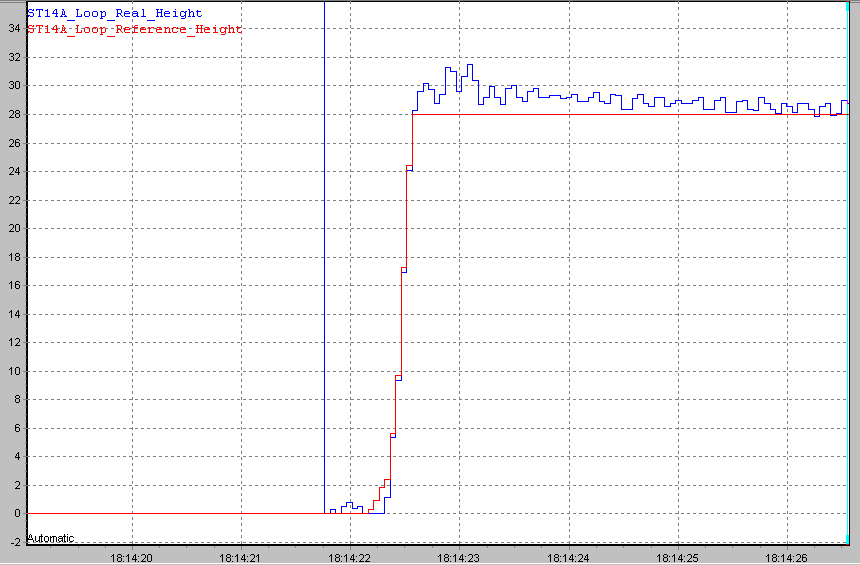
Процесс подъема петли
Рис 2.13.
При подходе хвоста заготовки к клети опускается ролик и снижается задание регулятору петли, чтобы при выходе заготовки из клети петля была опущена.
3. Устройство и работа датчиков (измерителей)
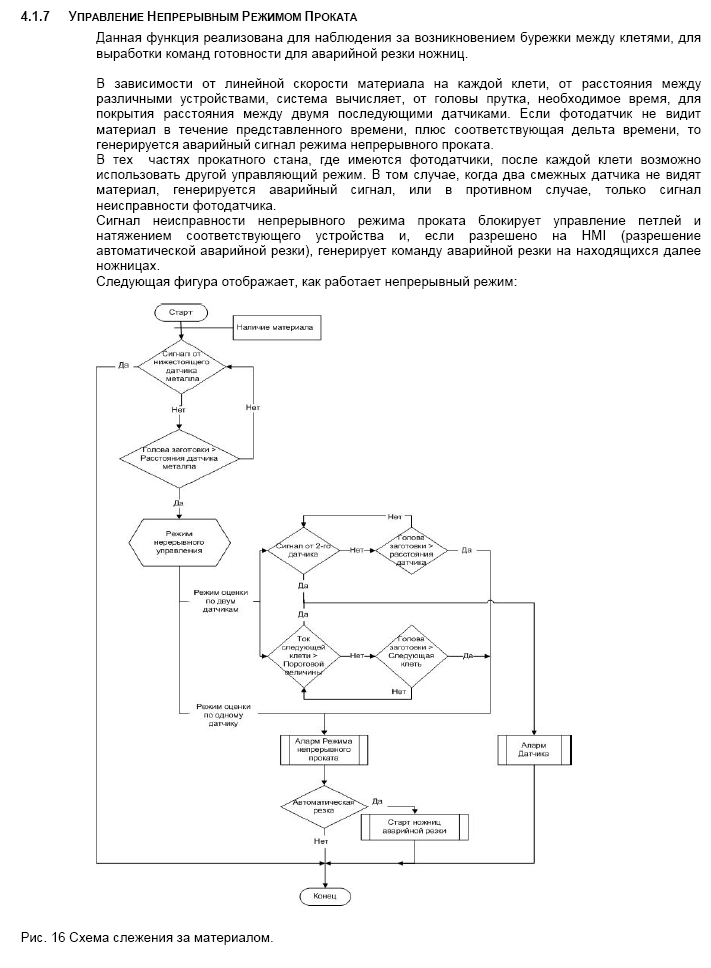
Система слежения за материалом в стане обеспечивает расчет позиций головы и хвоста заготовки, определение присутствия материала в клетях, определение (по расчетам) бурежки и разрыва материала в клетях, проверку правильности срабатывания фотоголовок. По информации от системы слежения работают регуляторы натяжения и петли, осуществляется управление опережающей скорость клетей, управление скоростями рольгангов.
Вызов блоков, осуществляющих расчеты для системы слежения, осуществляется из функции FC302 (CPU1,2), которая вызывается в таймерном прерывании каждые 10мс. В этой же функции происходит чтение данных из инверторов ( скорости, момента и тока) приводов клетей. Вызов функциональных блоков слежения осуществляется в том порядке, в котором механизмы расположены по линии прокатки.
Блок слежения для каждого устройства рассчитывает расстояния для головы и хвоста заготовки от предыдущего до этого устройства. Запуск расчетов осуществляется по событиям, которые генерируются предыдущими блоками системы слежения. Такими событиями являются сигналы присутствия материала в клетях, срабатывание датчиков горячего металла, крошение заготовки ножницами.
Пример расчетов и поведение счетчиков позиций для зоны слежения в начале стана показан на рисунке 3.1.
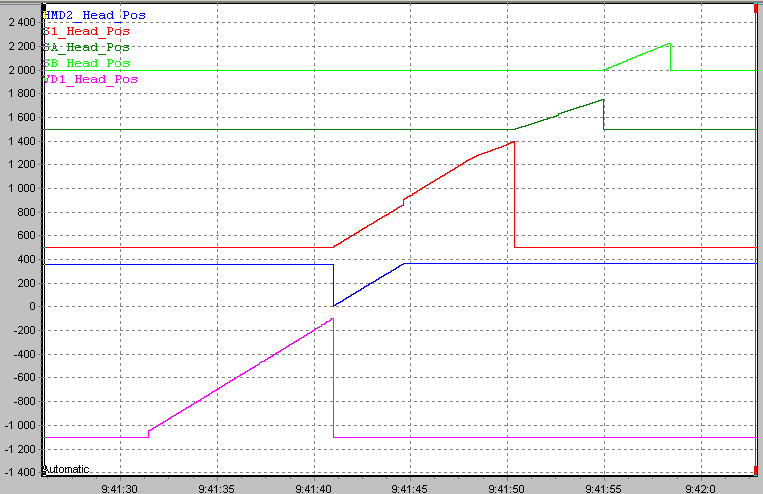
Пример изменения счетчиков положения головы заготовки
Рис 3.1.
В слове #STAT_HeadPosition находится значение позиции относительно предыдущего устройства. Бит #STAT_HeadCntUpdate разрешает расчет позиции.
Сигналы при помощи которых осуществляется передача событий между устройствами слежения приведены в таблице 3.2.
Таблица 3.2
Сигналы для передачи событий между блоками системы слежения
|
Название сигнала |
Адрес |
Тип Данных |
Назаначение сигнала |
|
STAND_MATPRES_1 |
M 298.0 |
BOOL |
Бит присутствия материала для нижестоящего устройства (нить 1) |
|
CONTINUITY_WARN_1 |
M 298.1 |
BOOL |
Предупреждение о возможной бурежке для нижестоящего устройства (нить 1) |
|
HMD_SIGNAL_1 |
M 298.2 |
BOOL |
Фильтрованный сигнал с датчика HMD (нить 1) |
|
HMD_ON_ONS_1 |
M 298.3 |
BOOL |
Положительный фронт сигнала датчика HMD (нить 1) |
|
HMD_OFF_ONS_1 |
M 298.4 |
BOOL |
Отрицательный фронт сигнала датчика HMD (нить 1) |
|
UPST_SH_CRP_1 |
M 298.5 |
BOOL |
Ножницы, расположенные выше этого устройства в режиме крошения (нить 1) |
|
STAND_MAT_ON_1 |
M 298.6 |
BOOL |
Положительный фронт сигнала присутствия материала в клети (нить 1) |
|
STAND_MAT_OFF_1 |
M 298.7 |
BOOL |
Отрицательный фронт сигнала присутствия материала в клети (нить 1) |
|
MAT_PRESENCE |
M 299.0 |
BOOL |
Сигнал присутствия материала в стане |
|
ST_ON_MATPRES_1 |
M 299.1 |
BOOL |
Бит присутствия материала в клети, если эта клеть выбрана для прокатки (нить 1) |
|
CONTINUITY_ALM_1 |
M 299.2 |
BOOL |
Счетчик головы превысил допустимое значение, но в клети нет материала (нить 1) |
|
NEW_HEAD_DISTANCE_1 |
M 299.3 |
BOOL |
Сигнал для коррекции позиции головы при срабатывании фотодатчика для следующего устройства (нить 1) |
|
NEW_TAIL_DISTANCE_1 |
M 299.4 |
BOOL |
Сигнал для коррекции позиции хвоста при срабатывании фотодатчика для следующего устройства (нить 1) |
|
CONTWARN_RESET_1 |
M 299.5 |
BOOL |
Сброс предупреждения о возможной бурежке для следующего устройства т.к. возникло присутствие материала (нить1) |
|
|
|
|
|
|
STAND_MATPRES_2 |
M 320.0 |
BOOL |
Бит присутствия материала для нижестоящего устройства (нить 2) |
|
CONTINUITY_WARN_2 |
M 320.1 |
BOOL |
Предупреждение о возможной бурежке для нижестоящего устройства (нить 2) |
|
HMD_SIGNAL_2 |
M 320.2 |
BOOL |
Фильтрованный сигнал с датчика HMD (нить 2) |
|
HMD_ON_ONS_2 |
M 320.3 |
BOOL |
Положительный фронт сигнала датчика HMD (нить 2) |
|
HMD_OFF_ONS_2 |
M 320.4 |
BOOL |
Отрицательный фронт сигнала датчика HMD (нить 2) |
|
UPST_SH_CRP_2 |
M 320.5 |
BOOL |
Ножницы, расположенные выше этого устройства в режиме крошения (нить 2) |
|
STAND_MAT_ON_2 |
M 320.6 |
BOOL |
Положительный фронт сигнала присутствия материала в клети (нить 2) |
|
STAND_MAT_OFF_2 |
M 320.7 |
BOOL |
Отрицательный фронт сигнала присутствия материала в клети (нить 2) |
|
ST_ON_MATPRES_2 |
M 321.1 |
BOOL |
Бит присутствия материала в клети, если эта клеть выбрана для прокатки (нить 2) |
|
CONTINUITY_ALM_2 |
M 321.2 |
BOOL |
Счетчик головы превысил допустимое значение, но в клети нет материала (нить 2) |
|
NEW_HEAD_DISTANCE_2 |
M 321.3 |
BOOL |
Сигнал для коррекции позиции головы при срабатывании фотодатчика для следующего устройства (нить 2) |
|
NEW_TAIL_DISTANCE_2 |
M 321.4 |
BOOL |
Сигнал для коррекции позиции хвоста при срабатывании фотодатчика для следующего устройства (нить 2) |
|
CONTWARN_RESET_2 |
M 321.5 |
BOOL |
Сброс предупреждения о возможной бурежке для следующего устройства т.к. возникло присутствие материала (нить 2) |
|
|
|
|
|
|
BAR_TAIL-DISTANCE_1 |
MD 258 |
REAL |
Текущая позиция хвоста для коррекции в нижестоящее устройство (нить 1) |
|
HEAD_POS_1 |
MD 266 |
DINT |
Расстояние от начала стана до головы заготовки (пишется когда активен расчет головы, нить 1) |
|
TAIL_POS_1 |
MD 270 |
DINT |
Расстояние от начала стана до хвоста заготовки (пишется когда активен расчет хвоста, нить 1) |
|
MATERIAL_SPEED_1 |
MD 278 |
REAL |
Текущая скорость материала. Определяется как скорость выхода материала из предыдущего устройства. |
|
STAND_SET_SPEED |
MD 282 |
REAL |
Заданная линейная скорость предыдущей установленной клети (mm/sec). Скорость выхода из клети. |
|
STAND_MEM_SPEED |
MD 286 |
REAL |
Запомненная линейная скорость предыдущей установленной клети (mm/sec) |
|
TAIL_SPEED |
MD 290 |
REAL |
скорость хвоста заготовки (mm/sec) |
|
BAR_HEAD-DISTANCE_1 |
MD 294 |
REAL |
Текущая позиция головы для коррекции в нижестоящее устройство (нить 1) |
|
HEAD_POS_2 |
MD 322 |
DINT |
Расстояние от начала стана до головы заготовки (пишется когда активен расчет головы, нить 2) |
|
TAIL_POS_2 |
MD 326 |
DINT |
Расстояние от начала стана до хвоста заготовки (пишется когда активен расчет хвоста, нить 2) |
|
BAR_HEAD-DISTANCE_2 |
MD 330 |
REAL |
Текущая позиция головы для коррекции в нижестоящее устройство (нить 2) |
|
BAR_TAIL-DISTANCE_2 |
MD 334 |
REAL |
Текущая позиция хвоста для коррекции в нижестоящее устройство (нить 2) |
|
MATERIAL_SPEED_2 |
MD 398 |
REAL |
Текущая скорость материала. Определяется как скорость выхода материала из предыдущего устройства. (нить 2) |