Материал: anglish
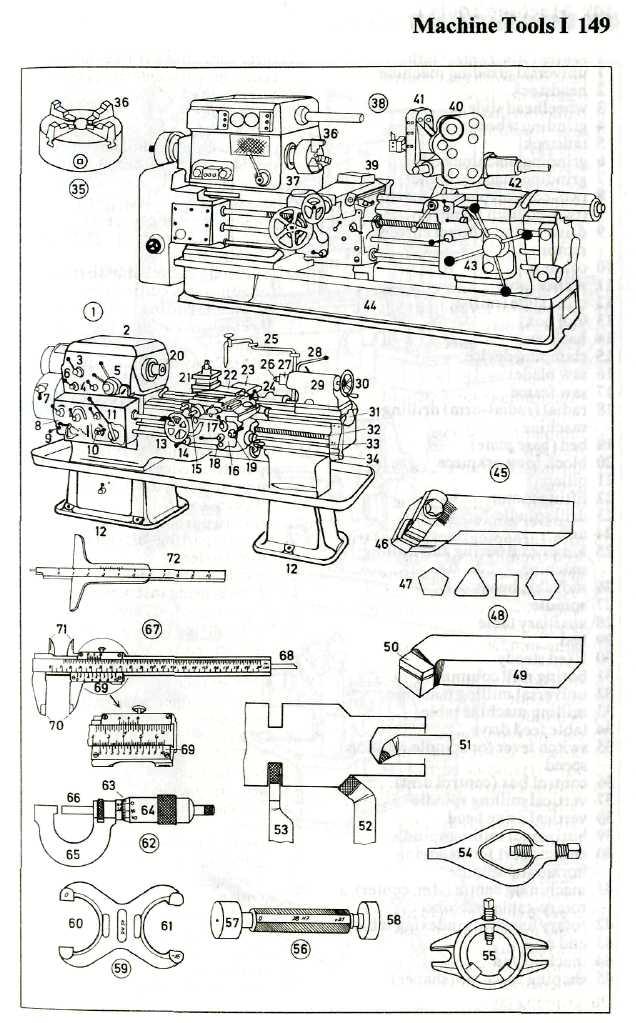
149 Machine Tools I
|
45-53 lathe tools
|
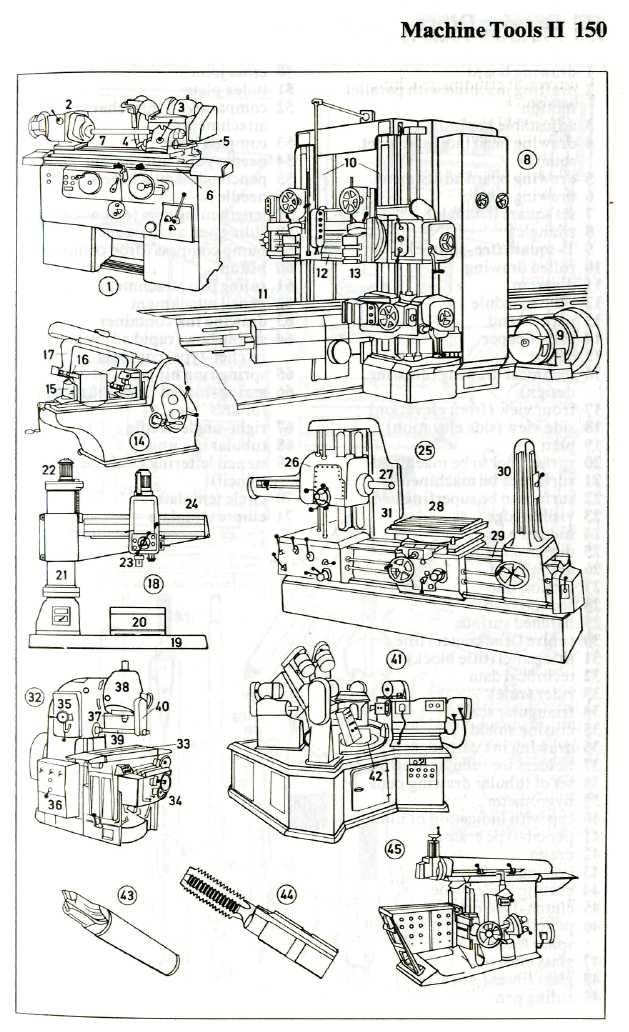
150 Machine Tools II
-
universal grinding machine
-
headstock
-
wheelhead slide
-
grinding wheel
-
tailstock
-
grinding machine bed
-
grinding machine table
-
two-column planing machine (two-column planer)
-
drive motor, a direct current motor
-
column
-
planer table
-
cross slide (rail)
-
tool box
-
hacksaw
-
clamping device
-
saw blade
-
saw frame
-
radial (radial-arm) drilling machine
-
bed (base plate)
-
block for workpiece
-
pillar
-
lifting motor
-
drill spindle
-
arm
-
horizontal boring and milling machine
-
movable headstock
-
spindle
-
auxiliary table
-
bed
-
fixed steady
-
boring mill column
-
universal milling machine
-
milling machine table
-
table feed drive
-
switch lever for spindle rotation speed
-
control box (control unit)
-
vertical milling spindle
-
vertical drive head
-
horizontal milling spindle
-
end support for steadying horizontal spindle
-
machining centre (v4m. center), a rotary-table machine
-
rotary (circular) indexing table
-
end mill
-
machine tap
-
shaping machine (shaper)
Unit 4 Types of metal-cutting machines. Tools and materials.
Завдання l. Уважно прочитайте подані нижче слова та їх переклад. Запам’ятайте їх переклад.
exclusively - виключно, тільки, лише
by means of – з допомогою
to drive (drove, driven) - правити (машиною)
provision - вживания заходів
as well as - так само як
once - раз
to assess – оцінювати
to fit .- пристосовувати
appropriate – відповідній, підхожий
according to –відповідно до
convenient- зручний
flat - плоский, рівний
axis - вісь
plane - площина
either – кожний, будь-який
either…… or – або…….або
to support – підтримувати
to align – вирівнювати
end - торець
hole - отвір
restriction – обмеження
to revolve – обертатися
Завдання 2. Прочитайте та перекладіть подані нижче групи слів. Не забувайте поповнювати таблицю словотворчих елементів.
to shear - shears;
to manufacture - manufacturer;
relative - to relate - to be related - relation - relationship;
line - linear;
accuracy - accurate;
to revolve - revolving – non-revolving- revolution.
Завдання 3. Дайте українські еквіваленти поданих нижче слів. Не забувайте доповнювати таблицю словотворчих елементів.
power-driven machines; to cut by abrasive action; machine tool manufacturer; operation of all machines; on the other hand; the key to understandings; in this light; to generate a surface of rotation; a flat surface; linear movement; cutting edge; axis of rotation; theoretically perfect machining; to move in a single plane; drilling, machine, milling machine, unidirectional machining.
Завдання 4. Уважно прочитайте текст 7А. Постарайтеся якомога точніше та повніше зрозуміти його зміст:
TEXT 7A
Conventional machining today is almost exclusively performed by means of machine tools, which are power-driven machines that have provisions to hold and move the workpiece as well as to hold and move a cutting tool. Once the machining requirements have been assessed, the Job is fitted to the most appropriate machine available*.
Traditionally, machine tools are grouped according to the Kinds of cutting they perform. All machines that cut by abrasive action, for example, are classified as grinding machines. Other familiar groups include lathes, milling machines and shears. Such classifications are usually convenient for the machinist and the machine tool manufacturer - the technology and operation of all machines in any one class are usually closely related.
On the other hand, the key to understanding what machine tools are and how they work is not in knowing that certain machines "grind" and others "make chips"*. Machine tools are best described by how the workpiece is held and what the relative movements are between the part and the tool.
In this light, mechanical machine tools can be grouped into two large families: those that generate surfaces of rotation and those that generate fiat or formed surfaces by linear movement.
To generate a surface of rotation, the workpiece must be rotated while one or more cutting edges generate their form on the surface of the part. This typical geometric relationship between the workpiece, axis of rotation, and centerline of the cutting edge is commonly found in most turning machines and cylindrical grinders. The centerline of the workpiece, the axis of rotation, and the cutting edge must all lie in the same plane for theoretically perfect (or 100% accurate) machining.
To generate a flat or formed surface by linear movement, either the table supporting the part moves or the cutting edge moves in a single plane*. Milling machines and surface grinders, for example, utilize their geometric relationship between the cutting edge and the workpiece.
Drilling is a special condition that fits either of the two groups of machine tools*. In lathes, for example, drills are aligned along the axis of rotation, and the nonrevolving drill feeds into the end of the rotating workpiece. So a drilled hole on a lathe is a surface of rotation. On the other hand, drilling in a drilling machine or milling machine is subject to the restrictions of flat, unidirectional machining. The drill rotates and technically generates a, "formed" unidirectional surface.
Завдання 5. Поясніть виходячи з тексту, значення термінів:
table (worktable), grinder.
Завдання 6. Визначте, які з поданих нижче речень відповідають змісту тексту:
1. Machine tools are usually discussed according to traditional family groupings, emphasizing the two major metal-removal methods grinding and cutting.
2. Machine tools were developed and refined to satisfy a specific manufacturing need.
3. Machines vary from small hand-held drilling or grinding
devices to large, automatic multioperation machine-tools.
4. How easily and how accurately a surface can be machined depends on how well the surface can be matched to ( відповідати) the movements of the machine and the cutting edge of the tool.
5. The machines which hold the cutting tools and in some cases
the workpieces, and furnish the power for cutting, vary greatly in size and configuration.
6.Then the machines are regrouped - not according to the type of tool used, but by how the workpiece is held and carried on the machine.
7. The drill usually produces a hole, while the boring machine finishes an existing one.
Завдання 7. Виберіть правильний варіант продовження поданих нижче речень у відповідності до змісту тексту:
1. All machines that cut by abrasive action are classified as:
a) lathes
б) milling machines;
в)grinding machines.
2. Classifications of machine tools according to the kind or
cutting they perform are usually convenient for:
а) the machine tool manufacturers;
б) the machinist;
в) explaining how machine tools work.
3. The key to understanding what machine tools are and how they work is in knowing:
а) how the workpiece is held;
б) that certain machines grind and others make chips;
в) what the relative movements are between the part and the tool.
Завдання 8. Поставте подані нижче речення в порядку розгортання теми тексту:
1. Traditionally machine tools are classified according to the kind of cutting they perform.