Материал: А27878 Андреев АК Материалы для низкотемпературной техники
под влиянием нагревания и давления, а затем сохранять закрепленную в результате охлаждения или отверждения форму. Наиболее полно отражают специфические особенности полимерных материалов принципы, основанные на химических свойствах связующего компонента пластмассы. Исходя из этого принципа все полимеры и пластические массы на их основе могут быть разбиты на две принципиально отличные группы – термопластические, или термообратимые (термопласты), и термореактивные, или термонеобратимые (реактопласты).
Термопласты – полимерные материалы, способные при нагревании переходить из стеклообразного (твердого) в вязкотекучее состояние, не изменяя при этом существенно своей химической структуры. При охлаждении термопласты (или детали из них) снова становятся твердыми и могут быть повторно переработаны с некоторым ухудшением свойств.
Указанные особенности термопластов определяют возможность получения из них деталей различными методами горячего формования, литьем под давлением, прессованием, экструзией, выдуванием, вальцеванием. Готовые детали из термопластов и заготовки (так называемые поделочные пластмассы – листы, трубки, стержни и т. п.) могут обрабатываться резанием на токарных, фрезерных и других станках, подвергаться свариванию и склеиванию.
Обычно к термопластам относят также некоторые полимерные материалы, не обладающие этими явно выраженными свойствами, например фторопласт и целлофан. Линейная структура таких полимеров и методы переработки приближают их к остальным термопластам, хотя межмолекулярное взаимодействие, характерное для этой группы, приводит к потере свойств термопластичности ввиду того, что температура их разложения опережает температуру перехода в вязкотекучее состояние. По физико-механическим свойствам, в основном по модулю упругости, пластические массы могут быть жесткими, полужесткими и мягкими.
5.2.1. Полимерные материалы на основе полиолефинов
К полиолефинам относятся продукты полимеризации этилена, пропилена, бутенов и их сополимеры. Широкое применение этих материалов обусловливается сочетанием высоких эксплуата-
186
ционных и технологических свойств и самой низкой стоимостью среди всех полимерных материалов.
Основными представителями данного класса полимеров являются такие материалы, как полиэтилен, полипропилен, полистирол и полиизобутилен.
Полиэтилен – полимер аморфно-кристаллического строения, состоящий из линейных (цепных) и линейно-разветвленных макромолекул.
Выпускается полиэтилен в виде гранул или тонкодисперсных порошков (неокрашенных или окрашенных в разные цвета), а также в виде пленок (тонкие пленки прозрачные), листов, блоков, труб, фасонных деталей и т. п.
Различают полиэтилен высокого (ПВД), среднего (ПСД) и низкого (ПНД) давления. Физико-механические свойства полиэтилена приведены в табл. 5.3–5.5 и на рис. 5.3 и 5.4.
Обладающий более высокой плотностью ПНД называют полиэтиленом высокой плотности (ПЭВП), а ПВД, имеющий меньшую плотность, – полиэтиленом низкой плотности (ПЭНП).
Молекулярная масса полиэтилена зависит от технологии его получения и колеблется в широких пределах: 18 000–25 000 (полиэтилен I), 25 000–35 000 (полиэтилен II) и выше 70 000 (полиэтилен III) углеродных единиц.
При комнатной температуре ПВД и ПСД состоят из 55–70 % кристаллической фазы, а у ПНД она достигает 80–90 %.
Одной из проблем применения полимерных материалов является их старение под действием внешних условий. В табл. 5.5 приведены данные об атмосферном старении светостабилизированного полиэтилена в условиях Санкт-Петербурга.
Основными видами обработки ПВД и ПНД для получения из них изделий, полуфабрикатов и заготовок являются литье под давлением и экструзия, а также вакуумное и пневматическое формование, экструзии с последующим раздувом (раздувное формование).
При литье под давлением ПВД высокого давления применяют марки и рецептуры с хорошей текучестью (высоким показателем текучести расплава). На соотношение между аморфной и кристаллической фазами полиэтилена высокого давления в отлитом изделии влияют степень кристалличности исходного полимера (гранулята), режим охлаждения расплава и температура литьевой формы.
187

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5.3 |
|||
|
Физико-механические свойства полиэтилена |
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Показатели |
|
|
|
ПВД |
|
|
|
ПНД |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Плотность, г/см3 |
|
|
|
|
|
|
|
0,922 |
|
|
0,94–0,96 |
||||||
|
Временное сопротивление МПа: |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
при растяжении ζраст |
|
|
|
|
|
12–15 |
|
|
|
22–40 |
|
||||||
|
при изгибе ζизг |
|
|
|
|
|
|
|
|
12 |
|
|
|
|
20–38 |
|
||
|
при срезе ζср |
|
|
|
|
|
|
|
14–17 |
|
|
|
– |
|
||||
|
Предел текучести, МПа |
|
|
|
|
|
9–16 |
|
|
|
– |
|
||||||
|
Относительное удлинение, % |
|
|
|
400–600 |
|
200– 900 |
|||||||||||
|
Модуль упругости при изгибе, МПа |
|
|
150–200 |
|
|
650–750 |
|||||||||||
|
Ударная вязкость образца с надрезом, кДж/м2 |
|
|
– |
|
|
2,9–15,0 |
|||||||||||
|
Тангенс угла диэлектрических потерь |
|
|
0,0002–0,0004 |
|
0,0002 – 0,0006 |
||||||||||||
|
при 106 Гц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Диэлектрическая проницаемость |
|
|
|
2,2–2,3 |
|
|
2,3–2,4 |
|
|||||||||
|
при 106 Гц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Электрическая прочность для пленок |
|
|
45–60 |
|
|
|
45–60 |
|
|||||||||
|
толщиной 1 мм, кВ/мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Удельное электросопротивление: |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
поверхностное, Ом |
|
|
|
|
|
≥ 1014 |
|
|
|
≥1014 |
|
||||||
|
объемное, Ом |
см |
|
|
|
|
|
1017 |
|
|
|
1017 |
|
|
||||
|
Температура хрупкости, °С |
|
|
|
– 70 и ниже |
|
– 70 и ниже |
|||||||||||
|
Температура размягчения, °С |
|
|
|
108–115 |
|
Выше 125 |
|||||||||||
|
Теплопроводность, кал/(с |
см °С) |
|
|
|
0,00070 |
|
|
|
0,00096 |
||||||||
|
Удельная теплоемкость при 25 °С, кал/(г °С) |
|
0,50–0,68 |
|
|
0,55 |
|
|
||||||||||
|
Коэффициент объемного расширения |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
в интервале температур, °С: |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
0–50 |
|
|
|
|
|
|
|
0,00067 |
|
|
|
0,0021 |
|
||||
|
50–100 |
|
|
|
|
|
|
|
0,00052 |
|
|
|
0,00055 |
|||||
|
Усадка, % |
|
|
|
|
|
|
|
1,0–2,0 |
|
|
3,0 |
|
|
||||
|
Водопоглощение за 30 сут при 20 °С |
|
|
0,035 |
|
|
|
0,022 |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5.4 |
|||
|
Влияние температуры на модуль упругости при изгибе полиэтилена |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Температура, оС |
|
–120 |
–100 |
|
– 80 |
– 60 |
–40 |
|
–20 |
|
0 |
|
20 |
|
50 |
||
|
Модуль упругости |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
при изгибе, МПа: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПВД |
|
– |
– |
|
– |
1920 |
|
1360 |
|
740 |
|
305 |
|
220 |
|
97 |
|
|
ПНД |
|
3180 |
2750 |
|
2430 |
2310 |
2108 |
|
1680 |
|
1010 |
|
570 |
|
166 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
188
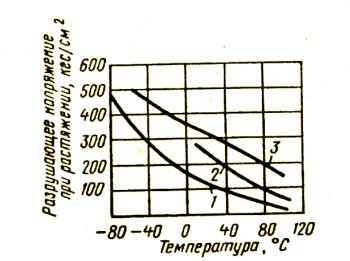
Таблица 5.5
Изменение свойств светостабилизированного полиэтилена при атмосферном старении
|
|
Без стабилизатора |
Со стабилизатором – сажа ДП100 |
|||
Показатели |
|
|
|
|
||
Исходное |
После старе- |
Исходное |
После старения |
|||
|
|
|||||
|
|
состояние |
ния в течение |
состояние |
в течение 1 года |
|
|
|
|
1 года |
|
|
|
ζр, МПа |
13 |
12 |
15 |
15 |
||
ζр.с, МПа |
9,5 |
1,1 |
9,5 |
1,1 |
||
εр, % |
560 |
60 |
550 |
80 |
||
Тхр, |
оС |
–70 |
–35 |
–70 |
–65 |
|
Рис. 5.3. Зависимость разрушающего напряжения при растяжении от температуры:
1 – полиэтилен высокого давления; 2 – полиэтилен низкого давления с относительной молекулярной массой 30 000; 3 – полиэтилен низкого давления с относительной молекулярной массой 350 000
В зависимости от размера и формы детали, текучести расплава ПВД температура литья находится в пределах от 160 до 230 °С, а температура формы – от 20 до 70 °С. С повышением температуры литья и формы достигается более высокая степень кристалличности полиэтилена и улучшается глянец изделия. Усад-
189
ка при литье в зависимости от условий впрыска у низковязкого полиэтилена достигает 1,5–3,5 %, а при плохой текучести – 2–4 %. Давление впрыска для ПВД составляет примерно 50–100 МПа.
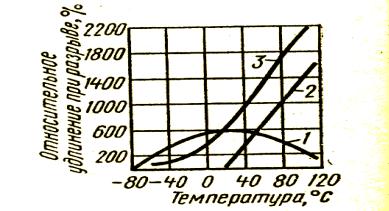
Рис. 5.4. Зависимость относительного удлинения при разрыве от температуры:
1 – полиэтилен высокого давления; 2 – полиэтилен низкого давления с относительной молекулярной массой 30 000; 3 – полиэтилен низкого давления с относительной молекулярной массой 350 000
Для литья под давлением полиэтилена низкого давления, так же как и в случае ПВД, используют марки и рецептуры с хорошей текучестью. В зависимости от размера и формы детали, показателя текучести расплава температура разливки ПНД составляет от 200 до 270 °С, температура формы – от 50 до 70 °С, продолжительность цикла литья – от 30 до 90 с. При повышении температуры литья и формы у полиэтилена низкого давления, так же как и у ПВД, достигается более высокая степень кристалличности полимера и улучшается глянец изделия. Усадка при переработке в зависимости от условий впрыскивания находится в интервале от 2 до 3 %, давление впрыска для ПНД составляет примерно 90–120 МПа. При повышении температуры и давления литья усадка изделий уменьшается.
В табл. 5.6 приведены значения теплоемкости и температурного коэффициента линейного расширения полиэтилена.
190