Материал: А27819 Лазарев В.Л. Робастое управление
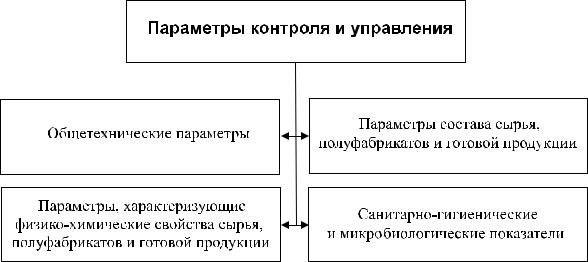
управления в биотехнологической промышленности. Основной особенностью является то, что для управления технологическими процессами помимо контроля так называемых общетехнических параметров (температуры, давления, расхода, уровня и др.) необходимо также контролировать свойства обрабатываемого сырья, полуфабрикатов и готового продукта, что зачастую невозможно осуществить с помощью общетехнических средств измерений. Причем имеющиеся методы инструментального контроля некоторых показателей требуют использования дорогостоящего оборудования. В первую очередь к ним относятся показатели, характеризующие физико-химические, санитарно-гигиенические и микробиологические свойства, а также показатели состава сырья и продуктов. Схема, иллюстрирующая классификацию основных параметров технологических процессов современных пищевых производств, используемых при управлении, приведена на рис. 5.2.
Рис. 5.2. Классификация основных параметров технологических процессов пищевых производств
Вполне понятно, что каждый из приведенных на рис. 5.2 блоков параметров предусматривает дальнейшую многоступенчатую детализацию. Однако для уяснения проблем, указанных в заголовке данного подраздела, достаточно ограничиться рассмотрением отдельных характерных параметров, методов их контроля, которые могут быть использованы при проведении экспериментальных исследований в производственных условиях.
86
Более подробную детализацию особенностей технологических процессов пищевых производств с учетом специфики информационного и метрологического обеспечения можно найти в справочнике [15].
Так, одним из распространенных показателей, характеризующих комплекс физических свойств многих пищевых продуктов, является консистенция. В соответствии с действующими стандартами данный показатель используется для оценки качества отдельных видов рыбной продукции, мяса, мясного фарша, колбас, тестовых заготовок и хлебобулочных изделий, сметаны, масла и маргаринов, сыра, творога, различных пищевых паст и кремов. Часто в тех же стандартах контроль консистенции предполагается осуществлять органолептически, на основании методов сенсорного анализа. Такая оценка качества объектов, основанная на опытно-интуитивном восприятии ситуации, зависит от квалификации соответствующих специалистов и зачастую оказывается недостаточно оперативной, дорогостоящей, что, в конечном счете, приводит к неэффективности процесса управления. Поэтому наметилась тенденция к разработке и внедрению в производство приборов и технических средств, предназначенных для инструментальной, объективной оценки свойств таких объектов. Применительно к показателю консистенции можно утверждать, что он зависит от внутренней структуры объекта, определяющей целый ряд его физических свойств, которые, в свою очередь, могут быть измерены инструментальными методами. Данное обстоятельство создает предпосылки для разработки аппаратурных методов оценки качества объектов. Известно, что свойства внутренней структуры объекта достаточно объективно описываются набором структурно-механи- ческих характеристик, которые подразделяются на три основные группы: 1) сдвиговые; 2) компрессионные; 3) поверхностные. Изучение свойств реальных объектов по указанным характеристикам является одной из задач инженерной реологии.
Сдвиговые свойства объекта проявляются при воздействии на него касательных напряжений. Для описания данных свойств используются следующие основные характеристики [16]:
–предельное напряжение сдвига;
–пластическая вязкость;
–эффективная вязкость;
–период релаксации.
87
Компрессионные свойства проявляются при сжатии объекта в замкнутом объеме. Для описания таких свойств используются следующие основные характеристики:
–плотность;
–модуль упругости;
–коэффициент Пуассона;
–коэффициент бокового давления.
Поверхностные свойства проявляются на границе раздела объекта с твердым материалом при воздействии нормальных или касательных напряжений. Соответственно они и описываются как адгезия и внешнее трение.
Выбор какой-либо характеристики для описания свойств объекта является прерогативой исследователя. Зачастую такой выбор осуществляется на основании экспериментальных исследований с привлечением методов дисперсного и факторного анализов, возможно также использование методов парной, ранговой корреляции и др.
Измерение реологических характеристик в основном осуществляется косвенно: соответствующая характеристика определяется на основании результатов прямых измерений при помощи данного прибора с последующим пересчетом по известной зависимости. В связи с этим все «реологические» приборы подразделяются по виду непосредственно измеряемых величин на 4 основные группы:
1)силовая (сила, момент, напряжение);
2)кинематическая (время, скорость);
3)геометрическая (длина, площадь, объем);
4)энергетическая (мощность).
Для измерения вышеупомянутых реологических характеристик выпускаются специальные измерительные приборы различных типов: пластомеры, пенетрометры, консистометры, вязкозиметры, адгезиометры, трибометры и др. Анализ литературных источников, опыт эксплуатации подобных приборов на производстве подтверждают приведенное в начале подраздела утверждение о проблемах, связанных с недостаточной оперативностью и высокими затратами при проведении подобных измерений и исследований. Так, например, продолжительность цикла измерения реологических характеристик различных приборов может варьироваться в пределах от нескольких минут до десятков минут. Здесь также необходимо отметить, что
88
цикл измерения может состоять из нескольких операций: подготовки и загрузки образца или пробы, приведения прибора в рабочее положение, проведения собственно измерения, выгрузки образца и др.
Сформулированный тезис можно проиллюстрировать на примерах проведения измерений параметров состава сырья, полуфабрикатов и готовой продукции в пищевой промышленности. Так, например, для управления технологическими процессами в молочной промышленности необходимо осуществлять контроль состава поступающего на обработку молока, а также молочных продуктов. При этом наиболее распространенным параметром контроля состава является массовое содержание жира, белка, сухих веществ, лактозы и др. Для измерения данного параметра могут использоваться различные методы: ультразвуковой, колориметрический, турбодиметрический, рефрактометрический и др. Приборы, осуществляющие эти измерения, имеют достаточно сложную конструкцию, сложны в обращении и являются дорогостоящими. Так, например, получившие распространение в молочной промышленности различные приборы, основанные на использовании оптических методов измерений, включают в себя:
–оптический блок, состоящий из набора светофильтров, источников и приемников монохроматического излучения для различных длин волн, системы линз и зеркал;
–блок подготовки и подачи проб;
–блок питания;
–микропроцессорный блок управления работой и обработки измерительной информации.
Несмотря на использование в конструкциях приборов современной элементной базы (компактных приводных двигателей, малогабаритных насосов и др.), они в силу своей сложности имеют значительные габариты и массу от нескольких десятков килограммов и более. Для работы на данных приборах требуется специально подготовленный персонал. К таким разработкам, например, относятся измерительные комплексы типов «Милко-Тестер» или «Милко-Скан» фир-
мы Foss-Electric (Дания), «Мультиспек» фирмы Berwind Instrument
(Англия), «Милко-Чекер» фирмы Anritsu-Electric (Япония) и др. Аналогичная ситуация с организацией и проведением контроля
состава и свойств сырья и продуктов, а также ряда санитарногигиенических и микробиологических параметров имеет место
89
и в других отраслях пищевой промышленности. Так, например, комплексная оценка свойств твердых продуктов может быть осуществлена на основании анализа отражающих свойств поверхности образца. В качестве характеристики спектральной отражающей способности поверхности продукта может быть использована величина оптической плотности D
D |
lg |
I |
0 |
, |
(5.2) |
I |
|
||||
|
|
|
|
|
где I 0 – интенсивность падающего монохроматического потока с длиной волны ; I – интенсивность отраженного потока.
– интенсивность отраженного потока.
В этом случае такое «измерение» сведется к снятию кривой оптической плотности для исследуемой поверхности в заданном диапазоне длин волн . Для большей объективности результатов обычно используется полный диапазон видимой части светового спектра = (400 750) нм. Кривая оптической плотности может быть получена с помощью спектрофотометра. Следует отметить, что такие методы исследования начинают внедряться в биотехнологическую промышленность для определения свойств продуктов. Особое значение они приобретают в тех случаях, когда исследуемая поверхность обладает избирательным поглощением, т. е. на кривой оптической плотности имеются характерные локальные минимумы и максимумы. Наличие диапазонов избирательного поглощения также позволяет произвести качественную оценку результатов протекания биохимических процессов в продукте, что в ряде случаев предоставляет возможность сделать важные выводы о его свежести, содержании в нем токсичных микроорганизмов. Такое избирательное поглощение света в органических веществах связано с особенностями химического строения молекул, содержания в них определенных химических групп, например хромофоров. Для характеристики качества продуктов также можно использовать значения оптических плотностей для конкретных длин волн, соответствующих наличию избирательного поглощения. В этом случае проведение измерений можно осуществить на более простых приборах – монохроматорах с набором светофильтров, обеспечивающих получение необходимых потоков монохроматического излучения. На рис. 5.3 приведены характерные кривые оптической плотности, полученные для боковой поверхности рыбы горячего копчения, копченой и вареной колбас.
90