Материал: XslaTfsNQi
11
Глава 2 посвящена разработке технологии высокочастотного индукционного нагрева бандажных колец роторов турбогенераторов при
монтаже и демонтаже.
Предложенная методика моделирования использована для разработки модели бандажного кольца ротора турбогенератора Т3В-1200-2.
Разработанная технология предполагает нагрев бандажа при посадке и снятии с неѐ пятью индукторами ленточного типа, расположенными в соответствии со схемой на рис. 6: три индуктора шириной 225 мм запитываются каждый от отдельного транзисторного генератора, два индуктора шириной 75 мм подключаются к одному источнику параллельно.
Оптимальная удельная мощность нагрева, при которой индуктор можно использовать без принудительного охлаждения составляет 3,5…4 Вт/см2,
поэтому оптимальная мощность каждого из источников составляет 40 кВт.
Такое расположение и подключение индукторов обеспечивает наиболее
равномерный и быстрый нагрев |
|
||
бандажного кольца и позволяет |
|
||
|
|
|
|
независимо |
регулировать |
Рисунок 6. – Схема расположения |
|
температурный |
режим |
в |
индукторов на бандажном кольце |
отдельных областях. |
|
ротора турбогенератора Т3В-1200-2 |
|
|
|
|
|
Исследован вопрос взаимного электромагнитного влияния индукторов друг на друга – установлено, что ленточные индуктора слабо влияют друг на друга и могут располагаться в непосредственной близости.
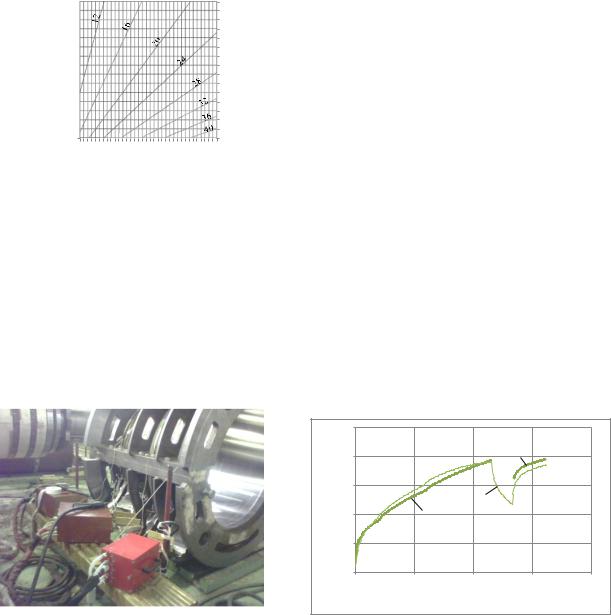
Также рассмотрены возможности согласования индукторов с источниками питания исходя из диаметра детали и ширины индуктора. На рисунке 7 представлена полученная в результате исследования номограмма для определения оптимального коэффициента трансформации блока согласования транзисторного генератора ТГИ-40/100, используемого в составе нагревательного поста в качестве источника питания при нагреве бандажных колец из титанового сплава ВТ3-1 на частоте 66 кГц.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разработанная |
технология |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,8 |
|
|
|
апробирована |
и |
внедрена |
в |
|||
|
|
|
|
|
|
|
|
|
|
|
|
1,6 |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
1,7 |
м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,5 |
D, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
кольца |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,4 |
|
|
производство |
|
на |
|
заводе |
|||
|
|
|
|
|
|
|
|
|
|
|
|
1,3 |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
1,2 |
Диаметр |
|
|
"Электросила" |
ОАО |
|
"Силовые |
|||
|
|
|
|
|
|
|
|
|
|
|
|
0,9 |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
1,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,7 |
|
|
|
машины". На |
фотографии |
(рис. |
8) |
|||
|
|
|
|
|
|
|
|
|
|
|
|
0,6 |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
0,5 |
|
|
|
|
|
|
|
|
|
|
|
0,05 |
0,08 |
0,11 |
0,14 |
0,17 |
0,2 |
0,23 |
0,26 |
0,29 |
0,32 |
0,35 |
0,38 |
|
|
|
показан рабочий |
момент |
процесса |
||||
|
|
|
Ширина индуктора a, м |
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
нагрева |
для |
посадки |
бандажного |
|||||||||||||||
|
Рисунок 7. – Номограмма для |
|
|
|||||||||||||||||||
|
определения коэффициента |
|
|
кольца ротора турбогенератора Т3В- |
||||||||||||||||||
|
|
трансформации |
|
|
1200-2, |
помещѐнного в специальную |
||||||||||||||||
оснастку, а соответствующие экспериментальные и расчѐтные графики нагрева представлены на рисунке 9. Расчѐтные температурные кривые качественно и количественно совпадают с экспериментальными с достаточно высокой точностью.
|
500 |
|
|
|
|
|
400 |
|
|
1 |
|
Т, oС |
300 |
|
|
|
|
Температура |
|
|
|
|
|
|
|
2 |
|
|
|
200 |
|
1 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
100 |
|
|
|
|
|
0 |
|
|
|
|
|
0 |
5000 |
10000 |
15000 |
20000 |
|
|
|
Время t, c |
|
|
Рисунок 8. – Нагрев бандажного |
Рисунок 9. – Экспериментальный (1) |
кольца для посадки на зубцы |
и расчѐтный (2) графики изменения |
бочки ротора турбогенератора |
температуры |
Т3В-1200-2 |
|
Глава 3 посвящена разработке технологии высокочастотного индукционного нагрева рабочих колѐс паровых турбин при монтаже и демонтаже.
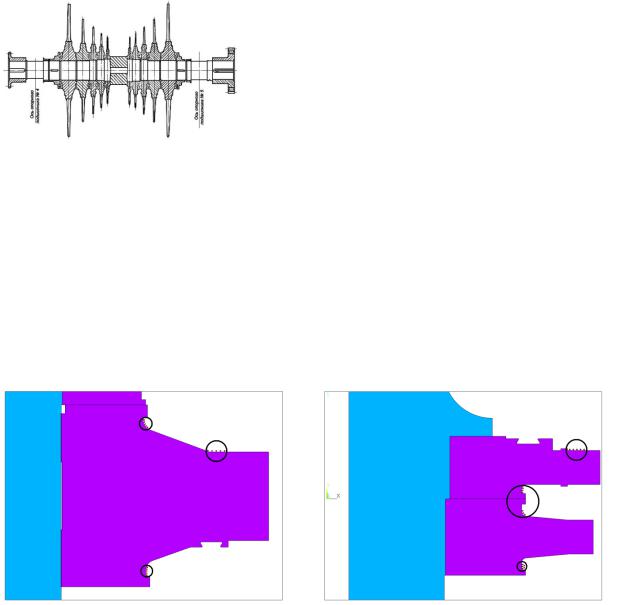
Исследование проводилось на модели ротора низкого давления паровой турбины к-300-240 (рис. 10). Масса дисков рабочих колѐс находится в значительном диапазоне (от 665 кг для первой ступени до 3125 кг – для
13
пятой), сложная форма их поверхности не способствует равномерному их покрытию ленточными индукторами, кроме того,
магнитные свойства не позволяют
располагать индуктора от разных источников
Рисунок 10. – Ротор низкого
питания рядом. В силу этого используются
давления
три многовитковых индуктора из провода,
разнесѐнных на максимально возможное расстояние и запитанных от отдельных транзисторных генераторов. При этом более лѐгкие рабочие колѐса первых двух ступеней снимаются с посадки одновременно. На рисунке 11 представлено принятое в итоге расположение индукторов при использовании трѐх нагревательных постов.
а |
б |
Рисунок 11. – Конечный вариант расположения витков индукторов на |
|
рабочем колесе пятой ступени (а) и первых двух ступеней (б) Высокое сопротивление многовиткового индуктора с магнитной
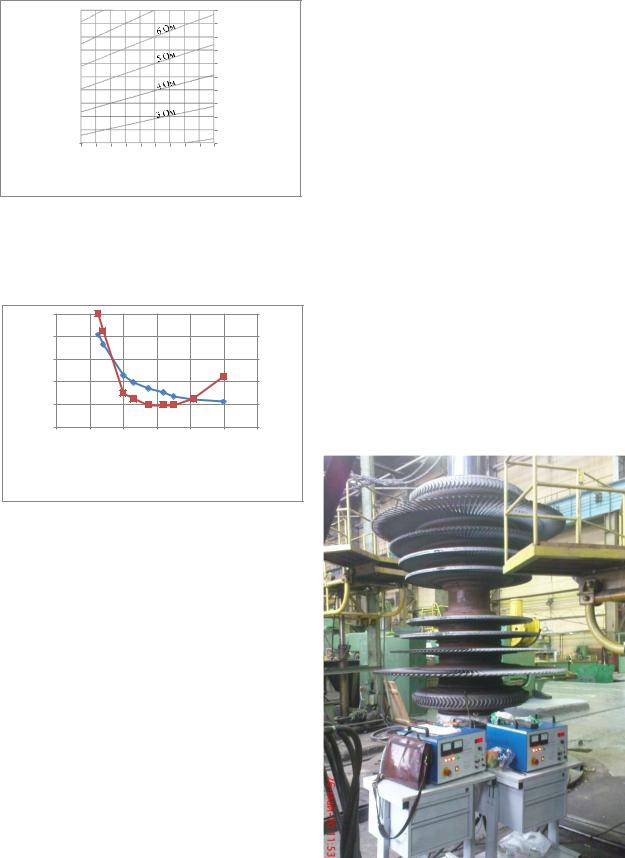
загрузкой позволяет согласовать его с транзисторным генератором ТГИ40/100, имеющим номинальное сопротивление нагрузки 5 Ом, без трансформатора. На рисунке 12 представлена номограмма для определения шага намотки пятивиткового индуктора из термостойкого провода для оптимального согласования на номинальное сопротивление нагрузки источника питания.
Исследование моделей при выбранном расположении витков показало,
что мощность нагрева имеет ярко выраженный оптимум, при котором нагрев
14
|
|
|
|
|
|
|
|
|
|
1,5 |
|
|
|
|
|
|
|
|
|
|
|
|
1,4 |
|
|
|
|
|
|
|
|
|
|
|
|
1,3 |
D, м |
|
|
|
|
|
|
|
|
|
|
|
1,2 |
|
|
|
|
|
|
|
|
|
|
|
|
1,1 |
колеса |
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
0,9 |
Диаметр |
|
|
|
|
|
|
|
|
|
|
|
0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
0,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,6 |
|
|
|
|
|
|
|
|
|
|
|
|
0,5 |
|
|
|
0,001 |
0,002 |
0,003 |
0,004 |
0,005 |
0,006 |
0,007 |
0,008 |
0,009 |
0,01 |
|
|
|
|
|
Межвитковый зазор h, |
м |
|
|
|
|||||
|
Рисунок 12. – Номограмма для |
|
||||||||||
|
определения активного |
|
||||||||||
|
сопротивления индуктора |
|
||||||||||
|
25000 |
|
|
|
|
|
|
|
|
|
500 |
|
|
20000 |
|
|
|
|
|
|
|
|
|
480 |
oС |
|
|
|
|
|
|
|
|
|
|
|
|
|
с |
15000 |
|
|
|
|
|
|
|
|
|
460 |
Т, |
Время t, |
|
|
|
|
|
|
|
|
|
Температура |
||
10000 |
|
|
|
|
|
|
|
|
|
440 |
||
5000 |
|
|
|
|
|
|
|
|
|
420 |
||
|
|
|
|
|
|
|
|
|
|
|
||
|
0 |
|
|
|
|
|
|
|
|
|
400 |
|
|
20 |
25 |
|
30 |
|
35 |
|
40 |
45 |
50 |
|
|
|
|
|
Мощность одного поста Р, кВт |
|
|
|||||||
 Время нагрева до схода с посадки
Время нагрева до схода с посадки 
 Максимальная температура по детали
Максимальная температура по детали
Рисунок 13. – Время нагрева рабочего колеса пятой ступени тремя нагревательными постами до схода с посадки и максимальная температура на момент схода в зависимости от мощности одного поста
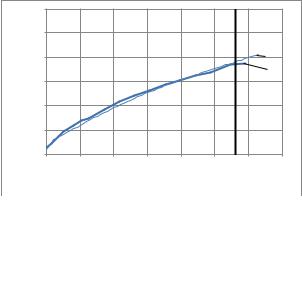
Расчѐтные температурные кривые качественно и количественно совпадают с экспериментальными с достаточно высокой точностью.
В |
заключении |
происходит за приемлемое время без излишнего перегрева поверхности
(рис. 13).
Разработанная технология внедрена в производство на заводе ЛМЗ ОАО "Силовые машины". На
фотографии (рис. 14) показан рабочий момент процесса нагрева для снятия с посадки рабочего колеса пятой ступени ротора низкого давления паровой турбины к-300-240, а
соответствующие экспериментальные
ирасчѐтные графики нагрева
представлены на рисунке 15.
сформулированы основные научные и |
Рисунок 14. – Нагрев рабочего |
|
практические |
результаты |
колеса пятой ступени для снятия с |
|
|
посадки |
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
диссертационной |
работы, |
сделаны |
|
600 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|||||
выводы |
об |
эффективности |
|
500 |
|
|
|
|
|
|
|
||
С |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
, o |
400 |
|
|
|
|
|
|
2 |
|
|
|
|
|
Т |
|
|
|
|
|
|
|
|
предложенной |
технологии |
Температура |
|
|
|
|
|
|
|
1 |
|||
300 |
|
|
|
|
|
|
|
||||||
высокочастотного |
индукционного |
200 |
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
||||||
нагрева |
крупногабаритных |
насадных |
|
100 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
деталей, |
изготовленных |
как |
из |
|
0 |
2000 |
4000 |
6000 |
8000 |
10000 |
12000 |
14000 |
|
|
|
|
|
Время t, с |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
магнитных, так и |
из немагнитных |
Рисунок 15. – Экспериментальный |
|||||||||||
|
|
|
|
|
|||||||||
металлов, при монтаже и демонтаже. |
|
(1) и расчѐтный (2) графики |
|
||||||||||
|
|
|
|
|
|
|
изменения температуры |
|
|||||
ОСНОВНЫЕ РЕЗУЛЬТАТЫ РАБОТЫ
1.Разработана методика моделирования высокочастотного индукционного нагрева крупногабаритных насадных деталей.
2.На моделях и экспериментально исследованы процессы, проходящие при высокочастотном индукционном нагреве цилиндрических крупногабаритных насадных деталей, выполненных из немагнитных материалов, при горизонтальном расположении вала ротора.
3.На моделях и экспериментально исследованы процессы, проходящие при высокочастотном индукционном нагреве дисковых крупногабаритных насадных деталей, выполненных из магнитных материалов, при вертикальном расположении вала ротора.
4.Разработана и успешно внедрена в действующее производство технология высокочастотного индукционного нагрева крупногабаритных насадных деталей при монтаже и демонтаже.