Материал: XslaTfsNQi
6
индуктора-провода с генератором без трансформатора при плотной намотке требуется меньшая длина индуктирующего провода (на ступицу рабочего колеса пятью витками наматывается около 14 м), чем при намотке с крупным шагом (на полотно рабочего колеса пятью витками свободно наматывается около 19 м);
 предложена стратегия группового нагрева крупногабаритных насадных деталей с использованием нескольких источников питания,
предложена стратегия группового нагрева крупногабаритных насадных деталей с использованием нескольких источников питания,
позволяющая формировать необходимое температурное поле в нагреваемой детали.
Достоверность научных положений, результатов и выводов
диссертации обуславливается корректным использованием методов исследования, применением современных компьютерных средств и программных комплексов, подтверждается совпадением теоретических результатов с экспериментальными данными, полученными при проведении реальных технологических операций.
Практическая ценность новых научных результатов следует из того, что предложенный метод нагрева успешно внедрѐн в производство и показал себя лучше, чем использовавшиеся ранее. Он позволяет точно контролировать процесс нагрева и способствует более высокой культуре труда.
Реализация и внедрение результатов исследований. Результаты работы внедрены на заводах ЛМЗ и "Электросила" ОАО "Силовые машины"
в технологиях монтажа и демонтажа бандажных колец роторов турбогенераторов и рабочих колѐс паровых турбин, а также в ООО "Интерм"
при разработке оборудования и технологии для горячей посадки крупногабаритных насадных деталей.
Апробация. Основные положения диссертационной работы докладывались и обсуждались на 63-65 и 67 конференциях профессорско-
преподавательского состава СПбГЭТУ "ЛЭТИ" в 2010-2012 и 2014 годах и на
7
международном молодѐжном форуме "Энергоэффективные электротехнологии" в 2011 году.
Публикации. Основные теоретические и практические результаты диссертации опубликованы в 10 статьях и докладах, среди которых 5
публикаций в ведущих рецензируемых изданиях, рекомендованных в действующем перечне ВАК. Доклады доложены и получили одобрение на 5
международных, всероссийских и межвузовских научно-практических конференциях, перечисленных в конце автореферата.
Структура и объѐм диссертации. Диссертация состоит из введения, 3
глав, заключения и списка литературы. Она изложена на 123 страницах машинописного текста, включает 51 рисунок, 4 таблицы и содержит список литературы из 48 наименований.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертации,
рассматриваются применение горячей посадки в машиностроении и методы,
традиционно применяющиеся для нагрева крупногабаритных деталей под горячую посадку и для снятия с неѐ – нагрев в муфельных печах,
газопламенный нагрев и индукционный нагрев на промышленной частоте.
Анализируются достоинства и недостатки этих методов, проводится их сравнение с высокочастотным индукционным нагревом. Формулируются цели и основные задачи работы, характеризуется новизна и практическая значимость полученных результатов, приводятся основные положения,
выносимые на защиту.
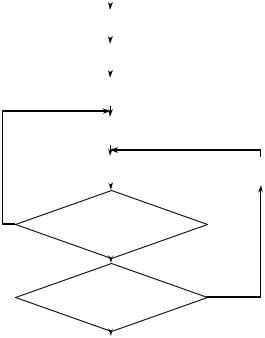
Глава 1 посвящена разработке методики моделирования системы
"индуктор – насадная деталь – вал". В ней произведена постановка задачи моделирования, определена структура модели (рис. 1), выбраны программные средства для разработки модели, а также выбраны параметры дискретизации модели по времени и в пространстве. Кроме того, в рамках разработки методики моделирования был поставлен ряд численных и
|
|
|
|
|
|
|
8 |
|
|
|
|
|
натурных |
экспериментов |
для |
подтверждения корректности принятых |
|||||||||
допущений. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Создание геометрии |
|
|
|
||
|
|
|
|
|
|
|
модели |
|
|
|
||
Важным |
|
результатом, |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||||
|
|
|
Разбиение сетки |
|
|
|
||||||
|
|
|
|
|
|
|
||||||
полученным |
в |
первой |
главе, |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|||||||
|
|
Задание граничных |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
условий |
|
|
|
является |
|
выбор |
|
типов |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
Задание начальных |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
условий |
|
|
|
индукторов для нагрева деталей, |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|||||||
|
|
Решение |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
электромагнитной задачи |
|
|
|
выполненных |
из |
магнитных и |
|
|
по первой гармонике |
|
|
|
||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
Связанное решение |
|
Следующий шаг по |
|
немагнитных |
металлов |
– |
для |
|
|
переходных тепловой и |
|
времени |
|
|||
|
|
механической задач |
|
t = t +Δt |
|
|||||||
немагнитных, |
|
|
которым |
Да |
|
Необходимость |
|
|
|
|||
|
|
|
|
|
|
|
|
|
пересчѐта |
|
|
|
|
|
|
|
|
|
|
|
|
электромагнитной |
|
|
|
свойственно |
более |
|
|
яркое |
|
|
задачи |
|
|
|
||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
Нет |
|
|
|
проявление |
|
|
|
эффекта |
|
|
Достижение условий |
|
Нет |
|||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
окончания процесса |
|
|
|
близкодействия |
и |
меньшая |
|
|
|
|
|
|
||||
теплопроводность, |
|
решено |
|
|
Да |
|
|
|
||||
|
|
|
Конец расчѐта |
|
|
|
||||||
использовать |
|
|
широкий |
|
|
|
|
|
|
|||
|
|
|
Рисунок 1. – Блок-схема алгоритма |
|||||||||
|
|
|
|
|
|
|
|
|||||
ленточный |
|
индуктор, |
|
для |
|
|
моделирования |
|||||
|
|
|
|
|
|
|
|
|
||||
магнитных, |
распределение |
тока |
|
|
|
|
|
|
||||
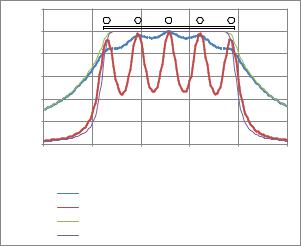
по поверхности которых при использовании многовиткового индуктора более равномерно, а теплопроводность выше – многовитковый индуктор-
провод (рис. 2). Кроме того, такой выбор типов индукторов определяется тем, что более простая, близкая к цилиндру, форма немагнитных деталей
(бандажные кольца) удобна для использования ленточного индуктора, а
заметно более сложная форма рабочих колѐс из магнитной стали легче обматывается проводом.
Для снижения объѐмов и времени расчѐтов была выбрана двумерная осесимметричная постановка задачи. Учѐт взаимодействия электромагнитной задачи по первой гармонике и связанных тепловой и механической задач в переходной области осуществляется передачей распределения источников тепла из электромагнитной задачи в тепловую и температурных полей – обратно. При этом учитываются нелинейности, связанные со свойствами
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
поверхности |
1,2 |
|
|
|
|
|
материалов |
и решением |
контактных |
||||
|
|
|
|
|
|
||||||||
1 |
|
|
|
|
|
задач. Условия |
охлаждения |
заданы |
|||||
0,8 |
|
|
|
|
|
||||||||
на |
|
|
|
|
|
|
аналитически |
|
рассчитанными |
||||
тока |
0,6 |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
плотность |
0,4 |
|
|
|
|
|
коэффициентами теплоотдачи. |
|
|||||
|
|
|
|
|
|
|
|||||||
0,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нормированная |
0 |
|
|
|
|
|
В |
главе |
произведена |
оценка |
|||
0,2 |
0,22 |
0,24 |
0,26 |
0,28 |
0,3 |
|
|
|
|
|
|
|
|
|
|
Длина трубы l, м |
|
|
погрешностей |
|
моделирования, |
||||||
|
|
|
|
|
|
|
|||||||
|
Индуктор-провод 5 витков, магнитная деталь |
|
|
|
|
|
|
|
|
||||
|
|
|
внесѐнных |
упрощением |
реальных |
||||||||
|
|
Индуктор-провод 5 витков, немагнитная деталь |
|
||||||||||
|
|
Индуктор-лента , магнитная деталь |
|
|
|
|
|
|
|
|
|
||
|
|
Индуктор-лента , немагнитная деталь |
|
|
трѐхмерных |
|
объектов |
до |
двух |
||||
|
|
|
|
|
|
|
|
||||||
|
Рисунок 2. – Распределение |
|
измерений, |
|
использованием |
при |
|||||||
|
плотности тока по поверхности |
|
решении |
электромагнитной |
задачи |
||||||||
немагнитных и магнитных деталей |
вычислений по первой гармонике и |
||||||||||||
|
при использовании разных типов |
исключением |
из |
термопрочностной |
|||||||||
|
|
|
индукторов |
|
|
задачи индуктора и изоляции. |
|
||||||
|
Погрешности определения сопротивлений и индуктивностей при |
||||||||||||
расчѐте по первой гармонике по сравнению с более точным расчѐтом во |
|||||||||||||
временной области составили около 5% для немагнитной загрузки и около |
|||||||||||||
10% – для магнитной. В силу заметно меньших затрат машинного времени |
|||||||||||||
принято решение использовать гармонический анализ, пренебрегая |
|||||||||||||
эффектами от воздействия высших гармоник. |
|
|
|
|
|
|
|||||||
|
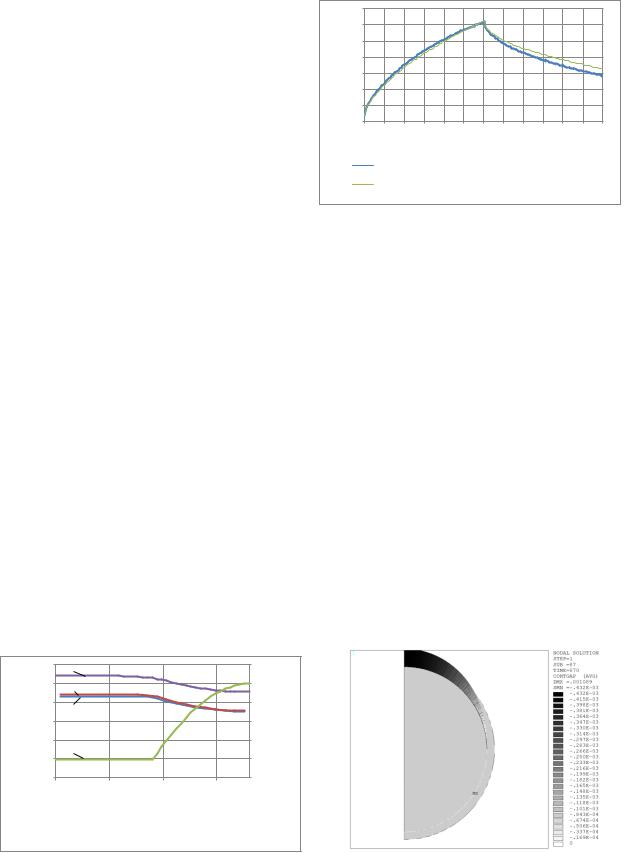
Учѐт в термопрочностном анализе индуктора и изоляции потребовал |
||||||||||||
бы рассмотрения дополнительной контактной задачи. Кроме того, характер |
|||||||||||||
их взаимодействия по части теплопередачи излишне сложен. Исключение их |
|||||||||||||
приводит к погрешности по температуре в контрольных точках на |
|||||||||||||
поверхности 5-10% при нагреве и до 15% при охлаждении (рис. 3), что |
|||||||||||||
связано с поведением индуктора во время нагрева как теплового экрана. В |
|||||||||||||
силу того, что основной интерес при монтаже и демонтаже представляет |
|||||||||||||
нагрев насадных деталей, соответствующая ему при принятых допущениях |
|||||||||||||
погрешность допустима. |
|
|
|
|
|
|
|
|
|
||||
|
Наконец, были рассмотрены физические явления, приводящие к |
||||||||||||
отклонению от осевой симметрии при горизонтальном расположении вала, |
|||||||||||||
|
|
|
|
|
|
10 |
|
|
|
|
обусловленные |
|
|
действием |
|
|
|
|
|||
|
|
|
|
|
|
|
|
350 |
|
|
гравитации, |
которые |
не |
могут |
быть |
|
300 |
|
|
||
, oС |
|
|
|
|||||||
|
|
|
|
|
|
|
250 |
|
|
|
учтены |
в |
выбранной |
для |
Т |
|
|
|
|||
Температура |
200 |
|
|
|||||||
|
|
|
||||||||
|
|
|
|
|
|
|
150 |
|
|
|
рассмотрения |
|
|
двумерной |
100 |
|
|
||||
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
осесимметричной |
постановке |
– |
|
0 |
|
|
||||
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
0 |
600 |
1200 1800 2400 3000 3600 4200 4800 5400 6000 6600 7200 |
провисание индуктора и связанное с |
|
|
|
Время t, c |
||||||
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
Поверхность детали под центром индуктора в полной модели |
|
ним |
неравномерное |
распределение |
|
|
Поверхность детали под центром индуктора без учѐта в |
|||||
|
|
модели индуктора и изоляции |
||||||||
|
|
|
|
|
|
|
|
|
||
источников |
|
теплоты |
(рис. |
4), |
Рисунок 3. – Динамика температуры |
|||||
непостоянные по периметру условия |
|
|
в различной постановке |
|||||||
|
|
|
|
|||||||
охлаждения при свободной конвекции, образование зазора и сопутствующее |
||||||||||
ему прекращение теплопроводности через контактные поверхности (рис. 5). |
||||||||||
Вносимая этими явлениями неравномерность в распределении температуры и |
||||||||||
образовании зазора по периметру, поддающаяся учѐту только в трѐхмерной |
||||||||||
постановке, может быть частично компенсирована за счѐт натяжения ленты |
||||||||||
индуктора. В этом случае неравномерность нагрева по периметру составляет |
||||||||||
порядка 10%, поэтому время схода и температура поверхности достаточно |
||||||||||
точно могут быть рассчитаны на двумерной модели, а неравномерность в |
||||||||||
распределении температуры рекомендуется учитывать при практическом |
||||||||||
применении – датчики контроля температуры должны располагаться в |
||||||||||
верхней точке горизонтально расположенного бандажного кольца, где |
||||||||||
наблюдается максимальная температура. |
|
|
|
|||||||
|
|
300 |
3 |
|
0,012 |
|
|
|
|
|
|
|
|
С |
|
250 |
2 |
|
0,01 |
|
|
|
|
|
|
||
o |
|
|
|
|
|
|
Температура Т, |
Потери P, Вт |
200 |
1 |
|
0,008 |
Зазор h, м |
150 |
|
|
0,006 |
|||
100 |
|
|
0,004 |
|||
|
4 |
|
|
|||
|
|
50 |
|
|
0,002 |
|
|
|
0 |
|
|
0 |
|
|
|
0 |
50 |
100 |
150 |
|
|
|
|
Угол от верхней точки φ, o |
|
|
|
1 |
Потери в холодном режиме |
2 |
Потери в горячем режиме |
3 |
Температура поверхности |
4 |
Зазор |
Рисунок 4. – Провисание индуктора,
температура через час нагрева,
распределение по периметру потерь в начале и через час нагрева
Рисунок 5. – Образование зазора при неравномерных по периметру условиях охлаждения