Материал: TZ-6_Chebotarev_R_SZhD-804_Metrologia
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Петербургский государственный университет путей сообщения
Императора Александра I»
(ФГБОУ ВО ПГУПС)
Факультет «Промышленное и гражданское строительство»
Кафедра «Строительные материалы и технологии»
Направление подготовки 23.05.06 «Строительство железных дорог, мостов и транспортных тоннелей»
Профиль «Строительство магистральных железных дорог»
Типовая задача № 6
по дисциплине «Метрология, стандартизация и сертификация»
на тему: «Контроль качества продукции»
Форма обучения – очная
Вариант – 26
Обучающийся
курс II
группа СЖД-804 _________________ Р.Е. Чеботарев
подпись, дата
Руководитель,
старший преподаватель _________________ Ю.И. Макаров
подпись, дата
Санкт-Петербург
2020
Содержание
Выполнил 2
Введение 3
Введение 3
Подпись 3
1 Общие сведения о выпускаемой продукции 5
1 Общие сведения о выпускаемой продукции 5
Подпись 5
2 Установление нормативных требований к продукции 8
2 Установление нормативных требований к продукции 8
Подпись 8
2.1 Область применения 8
2.2 Типы и основные размеры 8
2.3 Технические требования 10
2.4 Требования безопасности и охрана окружающей среды 13
2.5 Упаковка, маркировка, транспортирование и хранение 14
2.6 Гарантии изготовителя 16
3 Статистические методы контроля качества продукции 17
3 Статистические методы контроля качества продукции 17
Подпись 17
3.1 Применение анализа Парето 21
3.2 Построение причинно-следственной диаграммы Каори Исикавы 25
3.3 Построение контрольных карт Шухарта 28
Заключение 34
Заключение 34
Подпись 34
Библиографический список 36
Библиографический список 36
Подпись 36
Введение
В современном мире огромную роль играет контроль качества продукции. В данной работе мы рассмотрим методы и способы, благодаря которым он осуществляется.
Процесс обеспечения качества продукции складывается из взаимозависимых стадий и операций: от приёмки сырья, до хранения и реализации готовой продукции. Например, даже одна некачественно выполненная операция в технологическом процессе производства продукции может испортить выполненную ранее высококачественную работу и в итоге продукция заданного качества не получится. Поэтому нужно соблюдать технологическую дисциплину, предписанную в нормативно-технической документации, строго контролировать качество выполнения не только отдельных операций, но и всего технологического процесса. Для обеспечения выпуска продукции высокого качества необходимо повышать уровень технической оснащённости предприятий, автоматизировать технологические процессы, а также совершенствовать механизм управления качеством продукции [1].
Качество продукции формируется на стадии разработки продукции и сопровождается нормативно-технической документацией. Качество продукции должно обеспечиваться на всех стадиях производства и поддерживаться на стадиях хранения, транспортировки и реализации [1].
Качество продукции – совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением [2].
Контроль качества продукции – проверка соответствия показателей качества продукции установленным требованиям [2].
Контроль качества в процессе производства продукции заключается в получении информации о состоянии объекта и сопоставлении полученных данных с установленными требованиями, зафиксированными в чертежах, стандартах, договорах поставки, технических условий и других документах.
Контроль продукции включает в себя такие меры на месте ее изготовления или на месте ее эксплуатации, в результате которых допущенные отклонения от нормы требуемого уровня качества могут быть исправлены еще до того, как будет выпущена дефектная продукция или продукция, не соответствующая техническим требованиям.
Способом осуществления контроля качества является применение статистических методов, основанных на теории вероятностей и математической статистики.
Проблемой повышения качества продукции занимаются во всех странах мира, о чем свидетельствуют многочисленные публикации по вопросам теории и практики повышения качества продукции. Исследования в данной области показывают, что решение проблемных вопросов обеспечения повышения качества продукции во многих странах стало национальным движением [1].
Общие сведения о выпускаемой продукции
Древесноволокнистая плита (далее – ДВП) представляет собой листовой материал, изготовленный методом горячей прессовки основы из древесного волокна, пропитанной связующими смолами. Используется в строительстве, в отделке жилых помещений, в производстве мебели и в промышленном производстве. В зависимости от технологии производства, количества связующего и породы дерева можно получить разные физические параметры древесноволокнистой плиты (рис. 1.1 [3]). [4]

Рисунок 1.1 − ДВП
Сырье и материалы для изготовления плит
Непосредственным сырьем для производства древесноволокнистых плит является технологическая щепа или стружка, которую получают из круглых сортиментов хвойных и лиственных пород, окоренных и с корой, кусковых и мягких отходов лесопильно-деревообрабатывающего, а также фанерного и спичечного производства [5].
Основные свойства
Стойкость размеров и неподверженность деформациям [6].
Этот материал не коробится от времени, если, конечно, не будет капитально намочен водой.
Обладает высокой влагоустойчивостью [6].
При длительном воздействии воды он разбухнет, а вот кратковременные воздействия влаги для него не страшны.
Долговечность [6].
К примеру, на полу при нормальных условиях эксплуатации он может пролежать несколько десятилетий, а то и больше.
Экологичность [6].
Материал ДВП производится из натуральной древесины – это просто спрессованные под воздействием высокого давления и температуры волокна дерева.
Область применения
Сведения приведены в соответствии с [6].
ДВП уже давно и успешно используется как в строительстве и ремонте, так и в мебельном производстве, а также во многих других областях народного хозяйства – его основное преимущество заключается в низкой стоимости и размерах. По сути, это листовой материал, посредством которого можно не только выравнивать поверхности, но и декорировать их.
Технология изготовления
На схеме по сухому способу производства ДВП (рис. 1.2) [7] видно древесно-приготовительное отделение, типичное для производства других видов плит. Кондиционная щепа поступает в пропарочную камеру, раствор связующего распыляется на волокно при выходе из размольной установки. Сушку волокна проводят в две ступени. На подпреcсованный волокнистый ковер наносят отделочный слой. Плиты прессуют в позиционных прессах при высокой температуре – 220…260 °С. Максимальное давление прессования составляет 6,5…7,5 МПа. Камера кондиционирования выполняет две функции: увлажнения и охлаждения [7].
Для повышения прочности и водостойкости плит, отпрессованных на фенолоформальдегидном связующем, проводят термообработку ДВП, и только после этого их подают на кондиционирование [7].
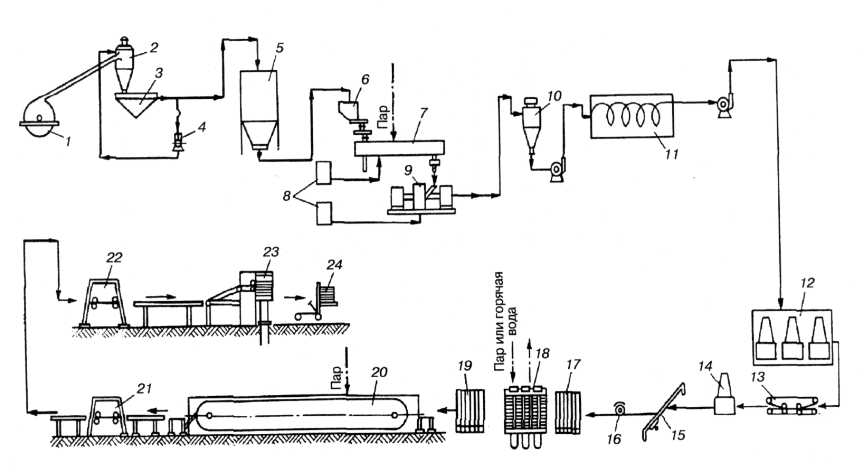
Рис. 1.2 – Схема производства ДВП по сухому способу: 1 – рубительная машина; 2 – циклон; 3 – щепосортировочная установка; 4 – дезинтнгратор; 5 – бункер хранения щепы; 6 – расходный бункер щепы; 7 – пропарочный аппарат; 8 – расходные баки парафина и связующего; 9 – размольная установка; 10 – циклон сушилки первой ступени; 11 – сушилка второй ступени; 12 – формирующая машина; 13 – ленточный пресс предварительной подпрессовки; 14 – формующая головка отделочного слоя; 15 – пила поперечной резки; 16 – пила продольной резки; 17 – загрузочная этажерка; 18 – пресс; 19 – разгрузочная этажерка; 20 – камера кондиционирования; 21 – продольная резка; 22 – поперечная резка; 23 – накопитель плит; 24 – автопогрузчик
Установление нормативных требований к продукции
Требования к древесноволокнистым плитам с лакокрасочным покрытием устанавливаются ГОСТ 8904 [8].
Область применения
[8] распространяется на твердые древесноволокнистые плиты и плиты средней плотности с нанесенным на их лицевые поверхности лакокрасочным покрытием (далее по тексту – плиты).
[8] Плиты применяют в качестве отделочного материала при строительстве жилых, общественных и производственных зданий, изготовлении транспортных средств, торгового оборудования, мебели, дверных полотен и других изделий.
Типы и основные размеры
В зависимости от внешнего вида лицевого лакокрасочного покрытия плиты подразделяют на типы:
с декоративным печатным рисунком;
одноцветные.
В зависимости от применяемых лакокрасочных материалов лицевую поверхность плит по степени блеска подразделяют на глянцевую (Г) и матовую (М).
Нелицевую поверхность плит по соглашению с потребителем допускается покрывать грунтовочными составами.
В зависимости от механической обработки плиты изготавливают:
гладкие;
с рустованной поверхностью в полоску или клетку для плит на основе древесноволокнистой плиты (ДВП) мокрого способа производства;
с перфорацией.
Плита состоит из твердой древесноволокнистой плиты-основы и лакокрасочного покрытия.
Размеры плиты-основы из древесноволокнистых плит мокрого способа производства, изготовленных по ГОСТ 4598 [9], и древесноволокнистых плит сухого способа производства, изготовленные по действующей документации, приведены в таблице 2.1.
Таблица 2.11
Размер |
Значение, мм |
Предельное отклонение |
Длина и ширина |
От 600 и более с градацией 10 |
± 5,0 |
Толщина |
от 2,0 и более с градацией 0,1 |
± 0,3 |
В зависимости от выделения формальдегида в воздух плиты подразделяют на три класса эмиссии − Е0.5; Е1 и Е2.
Условное обозначение плит должно включать обозначение типа, класс лакокрасочного покрытия, вида механической обработки, класса эмиссии формальдегида, длину, ширину, толщину в миллиметрах, обозначение [8].
Пример условного обозначения:
Древесноволокнистой плиты, отделанной (ДВПО) типа Б с лакокрасочным покрытием III класса; глянцевой, белой, образец-эталон N 4; грунтованной с обратной стороны; рустованной в клетку; класса эмиссии формальдегида Е 1; длиной 2700 мм, шириной 1700 мм, толщиной 3,2 мм имеет вид: ДВПО-Б; III. Г. белая-4; ГР; Е 1; 2700×1700×3,2; ГОСТ 8904-2014 [8].
То же, плита типа А с лакокрасочным покрытием II класса; матовой, с декоративным печатным рисунком под тик, образец-эталон N 16; с негрунтованной обратной стороной; гладкой; класса эмиссии формальдегида Е 1; длиной 2500 мм, шириной 1600 мм, толщиной 4 мм имеет вид:
ДВПО-А; II.М. тик-16; НГ; Г; Е 1; 2500×1600×4; ГОСТ 8904-2014 [8].