Материал: Rishat_Z3
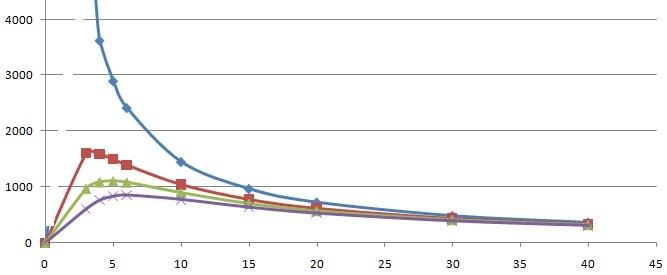
Рис.3.7. Кривые термического цикла при I=280 А, U=205 В, V=20 м/ч.
1 – для точек расположенных на удаление от оси на расстояние r=0;
2 – для точек расположенных на удаление от оси на расстояние r=0,85 см;
3 – для точек расположенных на удаление от оси на расстояние r=1,029 см;
4 – для точек расположенных на удаление от оси на расстояние r=1,169 см.
Таблица 3.18- Параметры кривых термического цикла при r = 0 см
|
t, с |
3 |
4 |
5 |
6 |
10 |
20 |
30 |
40 |
|
T, °C |
4828 |
3621 |
2897 |
2414 |
1448 |
724 |
482 |
362 |
Таблица 3.19- Параметры кривых термического цикла при r = 0,85 см
|
t, с |
3 |
4 |
5 |
6 |
10 |
20 |
30 |
40 |
|
T, °C |
1596 |
1579 |
1491 |
1388 |
1039 |
613 |
432 |
333 |
Таблица 3.20- Параметры кривых термического цикла при r = 1,029 см
|
t, с |
3 |
4 |
5 |
6 |
10 |
20 |
30 |
40 |
|
T, °C |
969 |
1086 |
1105 |
1082 |
894 |
569 |
411 |
321 |
Таблица 3.21- Параметры кривых термического цикла при r = 1,169 см
|
t, с |
3 |
4 |
5 |
6 |
10 |
20 |
30 |
40 |
|
T, °C |
608 |
765 |
835 |
856 |
778 |
530 |
392 |
310 |
Таблица 3.22- Параметры кривых термического цикла
|
r, cм |
0 |
0,85 |
1,029 |
1,169 |
|
Tm, °C |
∞ |
1610 |
1110 |
860 |
|
tm, c |
- |
3,32 |
4,81 |
6,21 |
|
ωохл, °C/с |
-57,1 |
-54,4 |
-47,5 |
- |
|
tр.з, c |
12,46 |
12,46 |
0 |
- |
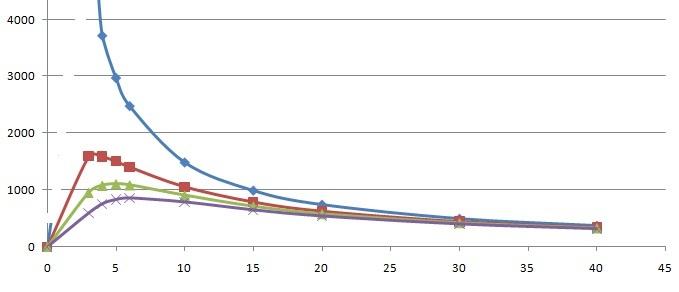
Рис.3.8. Кривые термического цикла при I=320 А, U=210 В, V=20 м/ч.
1 – для точек расположенных на удаление от оси на расстояние r=0;
2 – для точек расположенных на удаление от оси на расстояние r=0,86 см;
3 – для точек расположенных на удаление от оси на расстояние r=1,04 см;
4 – для точек расположенных на удаление от оси на расстояние r=1,18 см.
Таблица 3.23- Параметры кривых термического цикла при r = 0 см
|
t, с |
3 |
4 |
5 |
6 |
10 |
20 |
30 |
40 |
|
T, °C |
608 |
765 |
835 |
856 |
778 |
530 |
392 |
310 |
Таблица 3.24- Параметры кривых термического цикла при r = 0,86 см
|
t, с |
3 |
4 |
5 |
6 |
10 |
20 |
30 |
40 |
|
T, °C |
608 |
765 |
835 |
856 |
778 |
530 |
392 |
310 |
Таблица 3.25- Параметры кривых термического цикла при r = 1,04 см
|
t, с |
3 |
4 |
5 |
6 |
10 |
20 |
30 |
40 |
|
T, °C |
608 |
765 |
835 |
856 |
778 |
530 |
392 |
310 |
Таблица 3.26- Параметры кривых термического цикла при r = 1,18 см
|
t, с |
3 |
4 |
5 |
6 |
10 |
20 |
30 |
40 |
|
T, °C |
608 |
765 |
835 |
856 |
778 |
530 |
392 |
310 |
Таблица 3.27- Параметры кривых термического цикла
|
r, cм |
0 |
0,86 |
1,04 |
1,18 |
|
Tm, °C |
∞ |
1610 |
1110 |
860 |
|
tm, c |
- |
3,4 |
4,93 |
6,36 |
|
ωохл, °C/с |
-56,5 |
-53,2 |
-47,1 |
- |
|
tр.з, c |
13,23 |
13,23 |
0 |
- |
3.4 Построение зависимости времени пребывания выше температуры закалки в зависимости от параметров обработки
На основании построенных кривых термического цикла была получена зависимость времени пребывания температур в точках удаленных на различные расстояния от оси выше температуры закалки от величины тепловой мощности источника тепла при скорости V=20м/ч.
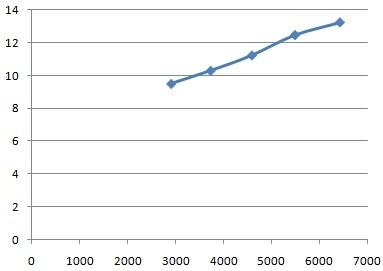
Рис.3.11. Зависимость времени пребывания температур в точках удаленных на различные расстояния от оси выше температуры закалки от величины тепловой мощности источника при скорости V=20м/ч.
Из графика видно, что при увеличении тепловой мощности увеличивается время пребывания выше температуры закалки. Это объясняется тем, что с увеличением энергии теплового источника увеличивается мощность излучения, а, следовательно, повышается температура обрабатываемой поверхности и материал дольше находится выше температуры закалки.
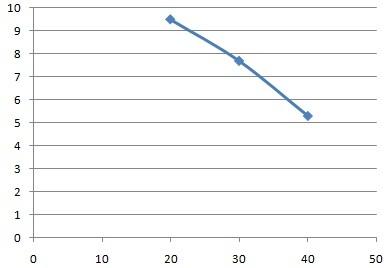
Рис.3.12. Зависимость времени пребывания температур в точках удаленных на различные расстояния от оси выше температуры закалки от величины скорости движения источника тепла при мощности q=2904,37 кал/с.
3.5 Построение зависимости изменения глубины зоны проплавления, закалки и отпуска в зависимости от параметров обработки
На основании построенных кривых термического цикла была получена зависимость изменения глубины зоны проплавления, закалки и отпуска от величины тепловой мощности источника тепла и от его различных скоростях движения .
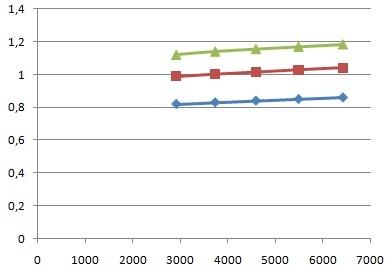
Рис.3.13. Зависимость изменения глубины зоны проплавления, закалки и отпуска от величины тепловой мощности источника тепла при скорости V=20 м/ч: ♦ – глубина зоны проплавления; ■ – глубина зоны закалки; ▲ – глубина зоны отпуска.
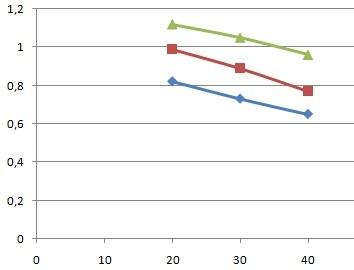
Рис.3.14. Зависимость изменения глубины зоны проплавления, закалки и отпуска от величины скорости движения источника тепла при мощности q=2904,37 кал/с: ♦ – глубина зоны проплавления; ■ – глубина зоны закалки; ▲ – глубина зоны отпуска.
Из приведённых выше графиков видно, что с увеличением интенсивности теплового источника глубина проплавления, закалки и отпуска увеличиваются. Это объясняется тем, что с увеличением интенсивности теплового источника увеличивается мощность излучения, а следовательно повышается температура обрабатываемой поверхности.
3.6 Вывод
По полученным графикам видно, что с увеличением интенсивности тепла источника нагрева, увеличивается глубина зоны проплавления, закалки и отпуска. А при увеличении скорости перемещения источника тепла ширина зон проплавления, закалки и отпуска уменьшается, так как источник нагрева при движении не успевает передать достаточного тепла обрабатываемой поверхности, и чем больше скорость движения источника нагрева, тем меньше ширина зон проплавления, закалки и отпуска. Таким образом, глубина зон закалки, отпуска и проплавления уменьшается на столько быстрее, насколько быстрее увеличивается скорость движения источника нагрева.
Список литературы
-
Б.А. Артамонов, Ю.С. Волков, В.И. Дрожалова. Электрофизические и электрохимические методы обработки материалов. Учебное пособие (в 2-х томах). Обработка материалов с применением инструмента/ под ред. В.П. Смоленцева. - М.: Высш. шк., 1983 г.
-
В. Г. Филимошин, А. П. Шулепов. Проектирование технологических процессов электрохимических и комбинированных методов обработки поверхности деталей двигателей летательных аппаратов. Учебное пособие.: Куйбышев,1985 г.
-
Н.А. Амирханова. Теоретические основы электрохимической размерной обработки: Учебное пособие. УГАТУ, Уфа,1994 г.
-
Н.А. Амирханова, А.Н. Зайцев, Р.А. Зарипов. Электрохимическая размерная обработка материалов в машиностроении. Учеб. пособие. : УГАТУ, Уфа, 2004 г. – 258 с.
-
Г.Л. Амитан. Справочник по электрохимическим и электрофизическим методам обработки. – Л.: Машиностроение. Ленингр. отд-ние, 1988. – 719с.
-
В.В. Будилов. Физические основы вакуумно-плазменной технологии нанесения покрытий: Учеб. пособие. УГАТУ, Уфа, 1993 г.
-
В.В. Будилов, Р.М. Киреев, С.Р. Шэхтман. Технология вакуумной ионно-плазменной обработки: учебное пособие/– М.: Изд-во МАИ, 2007. – 155с.
-
С.Б. Масленков, Е.А. Масленкова. Стали и сплавы для высоких температур. Справочное издание в 2-х книгах. - М.: Металлургия, 1991 г.
-
А.Г. Григорьянц. Основы лазерной обработки материалов. – М.: Машиностроение, 1989 г. - 304с.
-
Рыкалин Н.Н.. Расчёты тепловых процессов при сварке. М.: Машгиз, 1951 г. – 296 с.
-
Р. М. Киреев. Методические указания к выполнению курсовой работы по дисциплине «Теоретические основы обработки концентрированными потоками энергии» / Уфимск. гос. авиац. техн. ун-т; - Уфа, 2008.-57 с.
-
http://www.plasmacentre.ru/technology/13.php.