Материал: 7.Методичка УГНТУ
Таблица 6.2
Рекомендуемые диаметры болтов (шпилек) в зависимости от давления и диаметра аппарата
Таблица 6.3
Рекомендуемый шаг расположения болтов
|
Давление в аппарате Рp, МПа |
Шаг расположения болтов tш |
|
1 |
2 |
|
До 0,3 0,3 – 0,6 0,6 – 1,0 1,0 – 1,6 1,6 – 2,5 2,5 – 4,0 4,0 – 10,0 |
(4,2+5,0) dб (3,8+4,8) dб (3,5+4,2) dб (3,0+3,8) dб (2,7+3,5) dб (2,3+3,0) dб (2,1+2,8) dб |
Таблица 6.4
Вспомогательные величины для определения размера фланца
|
Диаметр болта dб, мм |
Конструктивная добавка а, мм |
Конструктивная добавка е, мм |
||
|
для гаек шестигранных |
для гаек с уменьшенным размером |
для плоских прокладок |
для прокладок овального сечения |
|
|
20 22 24 27 30 36 42 48 52 |
40 42 47 52 58 60 80 92 97 |
36 40 42 47 52 63 69 80 86 |
30 32 34 37 41 48 55 61 65 |
50 52 57 60 64 71 78 84 88 |
Таблица 6.5
Размеры прокладок
|
Прокладка |
Диаметр аппарата D, мм |
Ширина прокладки b, мм |
|
Плоские неметаллические |
D≤1000 1000<D≤2000 D>2000 |
12 - 15 15 - 25 25 |
|
Плоские металлические |
D≤1000 D>1000 |
10 - 12 12 - 15 |
|
Плоские в металлической оболочке и зубчатые металлические |
D≤1600 D>1600 |
12 - 18 13 - 25 |
|
Овального и восьмиугольного сечения для р≥ 6,4 МПа |
D≤600 600<D≤800 800<D≤1000 1000<D≤1600 |
12 - 13 16 - 22 18 - 28 22-42 |
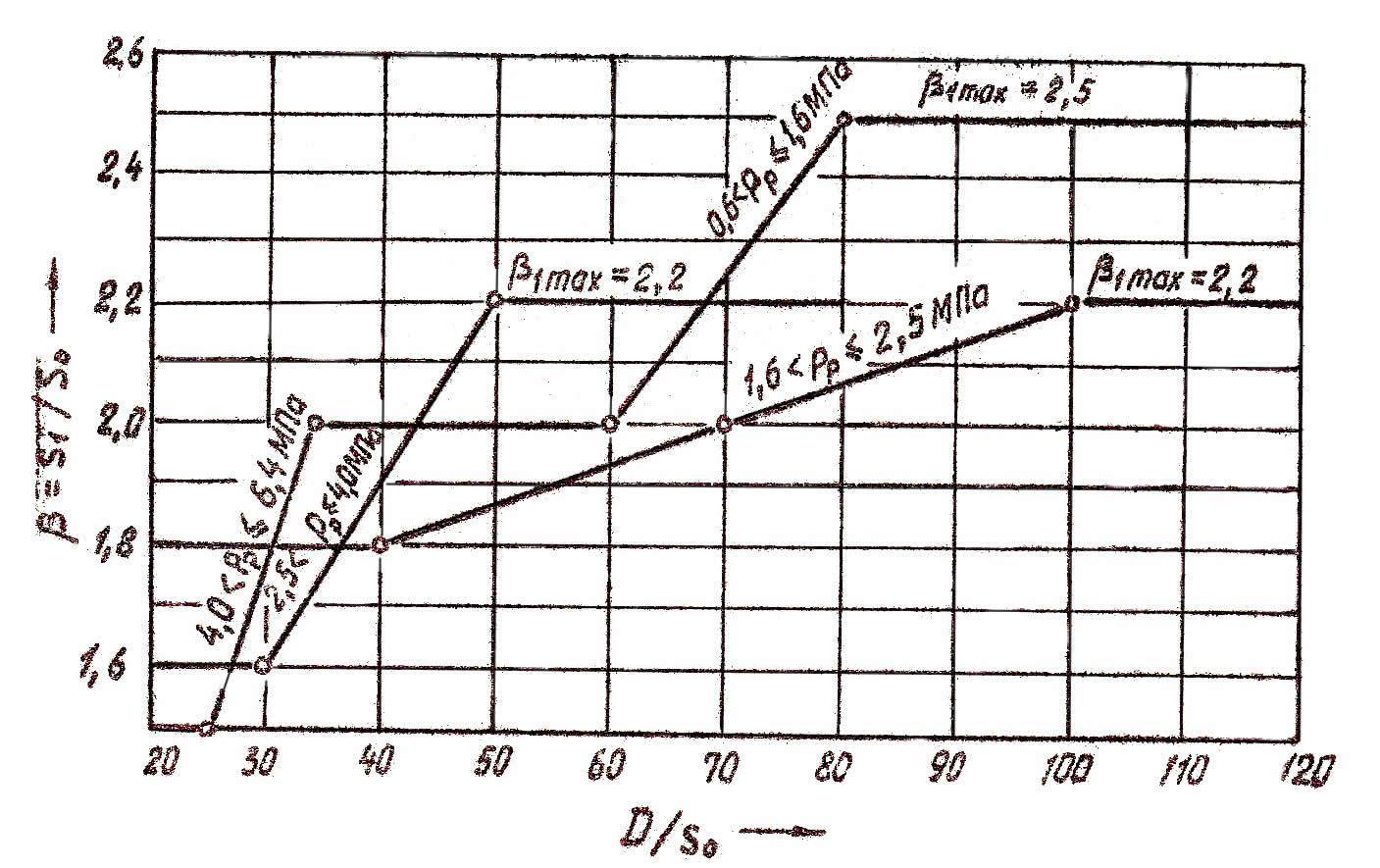
Рис.6.5.
График для определения коэффициента β1
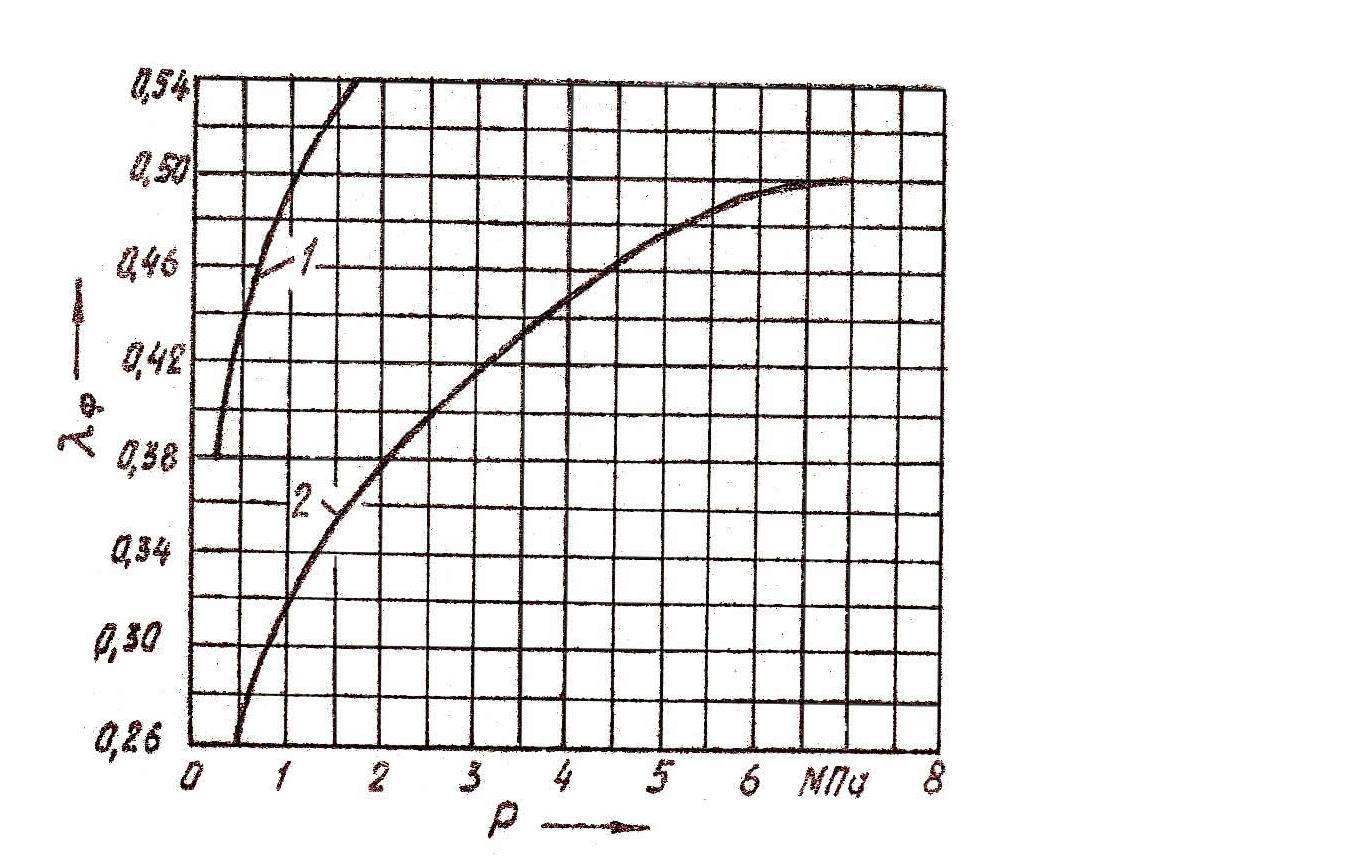
Рис. 6.6.
График для определения коэффициента λф:
-
– Для плоских приварных фланцев;
2– для сварных встык фланцев
Прочность болтов фланцевого соединения также оценим по приближенной методике [4]. Сила, растягивающая одну шпильку или один болт, определяется в зависимости от внутреннего избыточного давления, внутреннего диаметра аппарата и числа болтов через силу давления на крышку аппарата (рис. 6.4).
Сила давления, приходящаяся на один болт:
В зависимости от силы назначается сила предварительной затяжки болта для создания герметичности внутри аппарата:
![]() .
.
Коэффициент
затяжки назначается в пределах
![]() = 1,5...4. Сила
= 1,5...4. Сила
![]() увеличивается
на 30% для учета касательных напряжений
при
закручивании
гайки (коэфициент 1,3). После создания
давления
увеличивается
на 30% для учета касательных напряжений
при
закручивании
гайки (коэфициент 1,3). После создания
давления
![]() в аппарате не вся сила F
идет на увеличение силы растяжения
болта
в аппарате не вся сила F
идет на увеличение силы растяжения
болта
![]() , а только часть ее
, а только часть ее
![]() ,где
коэффициент внешней нагрузки
,где
коэффициент внешней нагрузки
![]() принимается
в пределах (0,2...0,3). В результате сила
принимается
в пределах (0,2...0,3). В результате сила
![]() ,
растягивающая один болт, определяется
по формуле
,
растягивающая один болт, определяется
по формуле
![]()
Соотношение конструктивных размеров задается из условия одновременного разрушения по трем видам: разрыву стержня болта по внутреннему диаметру резьбы d1, срезу выступов резьбы и смятию витков резьбы. Поэтому достаточно выполнения условия прочности на разрыв стержня резьбы
 .
.
Таблица 6.6
Характеристика прокладок
|
Конструкция прокладки |
Материал прокладки |
Коэффициент kпр |
Удельное давление, МПа |
|
|
минимальное pпр |
допускаемое [pпр] |
|||
|
Плоская неметаллическая |
Резина: мягкая твердая |
0,5 1,0 |
2,0 4,0 |
18 20 |
|
асбест листовой при толщине 1-3мм |
2,5 |
20 |
130 |
|
|
паронит при толщине не более 1 мм |
2,5 |
20* |
130 |
|
|
фторопласт-4 при толщине 1-3 мм |
2,5 |
10 |
40 |
|
|
Плоская металлическая** |
Алюминий марки АДМ |
4,0 |
60 |
|
|
Латунь марки Л63 |
4,75 |
90 |
|
|
|
Сталь: 05кп 0Х18Н10Т |
5,5 6,5 |
125 180 |
|
|
|
Плоская асбестовая в металлической оболочке** |
Оболочка из алюминия
меди или латуни
стали 05кп
стали 08Х18Н10Т |
3,25
3,5
3,75
3,75 |
38
46
53
63 |
|
|
Металлическая овальная или восьмигранная** |
Сталь: 05кп 0XI3 08Х18Н10Т |
5,5 5,5 6,5 |
125 125 180 |
|
* Для сред с высокой проникающей способностью (водород, гелий, легкие нефтепродукты и др.) р= 35 МПа.
** Для данной конструкции прокладки допускаемое удельное давление не регламентируется.
Глава 7. Пример расчета
7.1.1 Исходные данные
Произвести расчет и конструирование химического реакционного аппарата.
Номинальный объем V, м3 8
Внутренний диаметр D, мм 2000
Исполнение корпуса 31
Параметры мешалки
Шифр 10
Диаметр dм, мм 1600
Частота вращения n, мин-1 50
Потребляемая мощность N, кВт 6,0
Давление в корпусе
Избыточное Ри, МПа 0,8
Остаточное Ро, МПа 0,05
Давление в рубашке, избыточное Рруб, МПа 0,4
Уровень
жидкости в корпусе
![]() 0,8
0,8
Параметры среды
Наименование H2SO4
Температура t, оС 60
Плотность 1190
Концентрация 40
7.1.2. Основные положения
Основным узлом аппарата является корпус. Аналитический способ его расчета на прочность и устойчивость является приближённым [2, 4, 7, 8, 12, 13, 14, 17, 21, 23] и применяется для отладки работы с программой APM Winmachine [24, 25, 26, 27, 28, 29, 30]. Эта система основана на использовании численного метода конечных элементов и позволяет определить поле напряжений, запас устойчивости, резонансные частоты колебаний для всего корпуса аппарата.
Теоретические основы методов расчета изложены в трудах [1, 3, 5, 6, 9]. Конструирование химического аппарата основано на справочных пособиях [10, 11, 15, 18, 19, 20]. Уточнены современные тенденции машиностроения. Уплотнение вала выбрано торцовое [19]. Расчеты вала, подшипников и фланцевого соединения проведены по новым методикам. Оформление пояснительной записки и чертежей [16, 27] выполнено на основе современных ГОСтов. Материалы, использованы химически стойкие с добавками легирующих элементов никеля, хрома, молибдена.
Аппараты с перемешивающими устройствами широко используются при проведении основных технологических процессов в химической и биохимической промышленности. На практике наибольшее распространение получил механический метод перемешивания жидких сред в аппарате, состоящем из корпуса и перемешивающего устройства. Отраслевыми стандартами Минхимнефтемаша установлены конструкции и параметры специальных составных частей аппаратов мешалки, что позволяет осуществить компоновку аппарата из типовых элементов (корпуса, мешалки, уплотнения вала, привода перемешивающего устройства) по ОСТ 26-01-1205-95 в соответствии с частотой вращения мешалки, номинальным давлением в корпусе аппарата. Одновременно устанавливается тип уплотнения для вала мешалки: сальниковое или торцевое. Необходимо учитывать, что приводы типа 1 и 3 с концевой опорой в аппарате для вала мешалки ненадежны в эксплуатации при воздействии абразивной или коррозионной активной среды на вал и вкладыши подшипника. Типоразмер мотор-редуктора выбирается в соответствии с заданной частотой вращения вала мешалки и потребляемой мощности электродвигателя. В аппаратах всех типов могут применяться внутренние теплообменные устройства (змеевик) либо непосредственный обогрев рабочей среды подачей горячего пара.
7.2. Выбор материалов
Материалами для изготовления стальных сварных аппаратов являются полуфабрикаты, поставляемые металлургической промышленностью.
Материалы должны быть химически стойкими и коррозионно-стойкими в заданной среде при её рабочих параметрах, обладать хорошей свариваемостью и соответствующими прочностными и пластическими характеристиками в рабочих условиях, допускать горячую и холодную механическую обработку, а также иметь возможно низкую стоимость и быть недефицитными.
При выборе конструкционного материала основным критерием является его химическая и коррозионная стойкость в заданной среде. Обычно выбирают материал, абсолютно или достаточно стойкий в среде при её рабочих параметрах и к расчетным толщинам на коррозию, соответствующие прибавки в зависимости от срока службы аппарата. Вместе с тем следует учитывать и другие виды коррозии (межкристаллитную, точечную, коррозионное растрескивание), которым подвержены некоторые материалы в агрессивных средах. Другим критерием при выборе материала является расчетная температура стенок аппарата, а также, если эта температура является положительной, для аппаратов, устанавливаемых на открытой площадке или в неотапливаемом помещении, необходимо учитывать абсолютную минимальную зимнюю температуру наружного воздуха, при которой аппарат может находиться под давлением или вакуумом.