Материал: 69.24
Суцільнозварні апарати горизонтального типу з еліптичним днищем без внутрішнього трубного пучка розраховані для зберігання робочих середовищ щільністю 1600 кг/м3 при надмірному тиску в апараті0,6; 1 і 1,6 МПа.
Коефіцієнт заповнення об’єму апарату складає до 0,9 від номінального об’єму. Горизонтальні суцільнозварні апарати з конічними неотбортованними
днищами працюють при тиску до0,07 Мпа. Вертикальні суцільнозварні апарати з нижнім конічним(90°) неотбортованним і верхнім плоским днищем призначені для прийому, зберігання і видачі рідких невибухонебезпечних, не- взриво-пожежних і нетоксичних середовищ при атмосферному тиску і можуть бути використані як відстійники. Апарати можуть бути забезпечені пристроєм як для періодичного, так і постійного підігріву або охолоджування.
Мірники призначені для прийому, зберігання і видачі рідин і розраховані на максимальний робочий тиск до0,6 МПа. Залежно від температурного режи-
му апарати можуть бути з сорочкою або без сорочки. |
|
|
|
|||
Корпус |
апаратів |
виготовляють |
з |
вуглецевої |
сталі |
Вмстз |
корозієстійких сталей Х18Н10Т, Х17Н13М2Т, ОХ22Н5Т, а також з двошарової |
|
|||||
сталі. |
|
|
|
|
|
|
Збірники. |
Місткості |
без перемішуючих |
пристроїв— збірники |
встанов- |
|
|
люють між апаратами різних технологічних стадій виробництва з метою підвищення коефіцієнта використання основного технологічного устаткування,
забезпечення ритмічності його роботи, а також для сполучення безперервних і |
|
||||||||||||||
періодичних стадій. Устаткування місткості у вигляді збірок виконує роль лан- |
|
||||||||||||||
ки тимчасового запізнювання наприклад для накопичення культуральної рідини |
|
||||||||||||||
перед її подачею на упарювання. |
|
|
|
|
|
|
|
|
|
|
|||||
|
Номінальна |
місткість |
судин |
і |
апаратів визначається |
їх |
внутрішнім |
||||||||
об'ємом без урахування об'єму кришок, що відкриваються, штуцерів і люків. |
|
||||||||||||||
Наявність захисної футеровки, покриттів і внутрішніх устроїв при розрахунку |
|
||||||||||||||
внутрішнього об'єму не враховується. |
|
|
|
|
|
|
|
|
|
||||||
|
Номінальна місткість збірники |
|
|
|
|
|
|
|
|
|
|||||
|
Vн = Vж /ц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
де Vж — об'єм завантажуваної в збірку рідини, м3; ц — коефіцієнт за- |
|
|||||||||||||
повнення збірники (рівний 0,7 — 0,8). |
|
|
|
|
|
|
|
|
|
||||||
|
Номінальну місткість (м3) циліндрових апаратів і судин, що виготовля- |
|
|||||||||||||
ються з металевих матеріалів і пластичних мас, слід вибирати з наступного ря- |
|
||||||||||||||
ду (ГОСТ 13372—78): 0,01; 0,016; 0,025; 0,040; 0,063; 0,100; 0,125; 0,160; 0,200; |
|
||||||||||||||
0,250; |
0,320; |
0,400; |
0,500; |
0,630; |
0,800; |
1,00; |
1,25; |
1,60; |
2,00; |
2,50; |
3,20; |
4,00; |
|
||
5,00; 6,30; 8,00; 10,0; 12,5; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100; 125; |
|
||||||||||||||
160; 200. У основі запропонованих стандартних характеристик місткостей -за |
|
||||||||||||||
кладено існування двох рядів преференцийных чисел R-10 (місткість більше 1) |
|
||||||||||||||
і R-5 (менше 1). |
Ряд |
R-10 |
визначається геометричною прогресією |
з |
|||||||||||
коефіцієнтом 10 Ö10 (об’єми, м3, 1,0, 1,25 1,6, 2,0, 2,5 і т. д.). |
|
|
5 |
|
|||||||||||
|
Ряд R-5 визначається |
геометричною |
|
прогресією |
|
|
|
|
|||||||
|
|
з коефициентом Ö10 |
|
||||||||||||
(об’єми, м3, 0,01, 0,16, 0,25, 0,04, 0,063, 0,1 і т. д).
66
Внутрішній об'єм корпусів не повинен відрізнятися від номінального більш ніж на 10 % у бік збільшення і на 5 % — у бік зменшення.
За внутрішнім обсягом апарату визначають діаметр і висоту, які також повинні відповідати стандарту (ГОСТ 9617 — 76); внутрішній діаметр судини або апарату, що виготовляється із сталевих листів або поковок, слід вибирати з ряду (мм): 400, (450), 500, (550), 600, (650), 700, 800, 900, 1000, (1100), 1200, (1300), 1400, (1500), 1600, (1700), 1800, (1900), 2000, 2200, 2400, 2500, 2600, 2800, 3000, 3200, 3400, 3600, 3800, 4000, 4500, 5000, 5600, 6300, 7000, 7500, 8000, 8500, 9000, 9500, 10000, 11000, 12000, 14000, 16000, 18000, 20000.
Розміри, в дужках, допускається застосовувати лише для обігріваючих або охолоджуючих сорочок судин і апаратів.
Довжини обичайок корпусів судин і апаратів, зокрема проміжні розміри, що мають, вибирають з наступного ряду(мм): 60, 80, 100, 120, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450, 500, 550, 600, 650, 700, 800, 900, 1000, 1100, 1250, 1400, 1600, 1800, 2000, 2200, 2500, 2800, 3200, 3600, 4000, 4500, 5000, 5500, 6000, 6500, 7000, 7500, 8000, 8500, 9000, 9500, 100000, 11000 12000 13000, 14000, 15000, 16000, 17000, 18000, 19000, 20000, 21000, 22000, 23000, 24000, 25000, 26000, 27000, 28000, 29000, 30000.
Основні розміри корпусів циліндрових сталевих зварних судин і апаратів визначені в ГОСТ 9931-79. Випускаються апарати дев'яти типів, з яких шість вертикальних (позначення В) і три горизонтальних(позначення Г) з різними формами днища і кришок(Е – елиптичне; З – сферичне; П – плоске; До – конічне).
Вибір устаткування місткості проводять виходячи з добового потоку рідини, що переробляється, тривалості операції (для періодичного процесу) або швидкості процесу (для безперервного процесу). При виборі об'єму і числа апаратів слід враховувати їх габаритні розміри, виробничі площі, які має в своєму розпорядженні підприємство, можливість технологічного маневрування, наявність паралельних потоків.
Апарати з механічними перемішуючими пристроями – реактори застосовуються в біотехнології для проведення різних хімічних реакцій(наприклад, нейтралізація, підкислення), для інтенсифікації масо- і теплообміну, а також для отримання суспензій, емульсій і сумішей твердих речовин. Це змішувачі для приготування розчинів компонентів живильних середовищ, збірники культуральної рідини, місткості для змішування рідин із стабілізаторами або
захисними засобами — реактори і т.д. |
|
|
|
Безперервна |
стерилізація. Використовуючи |
лінії |
безперервної |
стерилізації можна переробити за відносно короткий час будь-яку кількість матеріалу без перегрівання і перетримування. Стандартні лінії мають деякі відмінності, але працюють за єдиним принципом.
Наприклад, в лінію може бути включена буферна ємність між реакто- ром-змішувачем і нагрівачем.
Нагрівач може бути виконаний у вигляді колонки, в яку знизу подається рідина, а зверху через перфоровану трубку – гостра пара.
67
Вважається, що найбільш досконалим нагрівачем є колонка, в яку зверху тангенціально подається рідина, а в центр закрученого потоку подається пара.
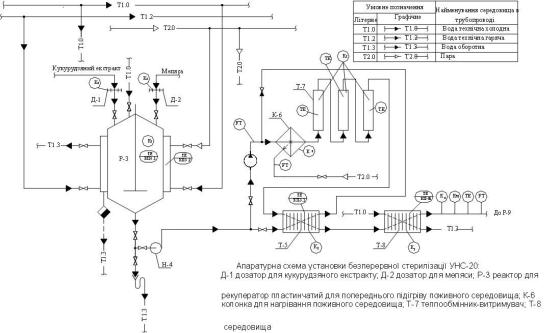
Рис.4.1.Апаратурна схема установки безперервної стерилізації УБС-20.
Витримувач може бути виконаний у вигляді змійовика або, як показано на рис.4.1. у вигляді колонки, яку споряджають внутрішніми пристроями для вирівнювання внутрішніх потоків.
Як правило, лінію споряджають декількома колонками-витримувачами, що дає можливість змінювати час витримки. Відкачку залишків ПС з колоноквитримувачів здійснюють як окремим насосом (як показано на схемі), так насо-
сом, який встановлений |
на відкачкуЖС з реактора-змішувача 1. В деяких |
||||
лініях відсутні |
ємність 5 |
для часткового |
охолодження |
стерильного ЖС, |
|
оскільки це ускладнює підтримку сталої температури і витрати гострої пари в |
|||||
процесі нагрівання, а втрата тиску іноді унеможливлює без додаткового насосу |
|||||
перетискання ПС у ферментер. |
|
|
|
||
Кінцевими |
холодильниками служать |
нерозбірні |
теплообмінники типу |
||
“труба в трубі”, оскільки лише вони забезпечують зберігання стерильності ПС, |
|||||
але відоме застосування і спіральних теплообмінників |
у |
лініях стерилізації |
|||
фірми “Альфа-Лаваль”, а також нерозбірних пластинчастих. Оскільки усі лінії |
|||||
працюють в безперервному стаціонарному режимі, то |
це |
полегшує їх |
|||
автоматизацію. |
|
|
|
|
|
Вибір лінії УНС і технологічні розрахунки лінії
Вибір лінії УБС диктується об’ємом ПС, що підлягає стерилізації, і часом додаткових операцій на стадії ферментації.
68
Наприклад, якщо потрібно переробити150 м3 ПС при часі додаткових операцій 15...20 годин, з яких лише третина часу може бути витрачена на завантаження стерильного ПС, тобто 5 - 6 годин, то продуктивність лінії повинна бути близько 150/5 = 50 м3/год. Отже, потрібно обрати лінію УНС-50. Якщо ж, наприклад, об’єм ЖС становить 10 м3, то використання цієї лінії приведе до того, що загальний час роботи лінії повинен бути10/50 = 0,2 год = 12 хв. За цей час не встигне навіть встановитись стаціонарний режим роботи лінії. Зниження продуктивності лінії шляхом зменшення витратиЖС від насосу 2 економічно недоцільне, оскільки продуктивність лінії потрібно зменшувати в5...10 разів. В даному випадку доречно встановити лініюУНС-5, час роботи якої буде становити 10/5 = 2 години, що цілком прийнятно. При дуже великих об’ємахЖС
можна встановлювати декілька паралельно працюючих ліній з максимально можливою продуктивністю
Будівельні рішення при проектуванні відділення стерилізації поживних середовищ
Приміщення для зберігання сировини, допоміжних матеріалів, готової продукції і пакування матеріалів повинні бути достатньо просторі, правильно освітлені, обладнанні так, щоб забезпечити необхідний температурний режим, умови чистоти і сухості для розміщених матеріалів. Ці приміщення повинні мати необхідну кількість шаф і полиць. Зберігати сировину треба в сухих прохолодних приміщеннях, розміщених так, щоб подача сировини у виробничі цехи була зручною. Складські приміщення повинні мати спеціальні майданчики для розвантаження, навіси для захисту від атмосферних осадів.
Заводські складські приміщення облаштовуються резервуарами. Це місткості великого об’єму від100 до 10 000 м3, що забезпечують централізоване зберігання рідких компонентів. Перевагою цього способу зберігання сировини є усереднення складу джерел поживних середовищ, о забезпечує отримання якісної готової продукції. Для зберігання сипких матеріалів використовують силоси висотою від 10 до 30 м. Переміщення різних матеріалів і сировини в межах підприємства здійснюється за допомогою пневмотранспорту.
Зовнішні транспортні зв’язки підприємства представлені стандартними транспортними мережами, а транспорт на площі промислового майданчика представлений трубопроводами, повітропроводами, системами пневмотранспорту, для здійснення перевезень між цехами використовується система електротранспорту.
4.4. Підготовка технологічного повітря
В тому випадку коли продуцент біологічно активної речовини є строгим аеробом ефективне забезпечення мікроорганізмів розчиненим киснем є необхідним елементом процесу біосинтезу. При цьому необхідною умовою вирощування глибинної культури продуцента ферментів є асептичніс, томуь повітря, що подається на аерацію, має бути стерильним.
69
|
Існує достатня кількість методів забезпечення стерильності повітря– об- |
||||
робка |
повітря |
хімічними, фізичними |
або |
іншими |
чинниками. Для |
біотехнологічних виробництв традиційними методами підготовки повітря є метод фільтрування через перегородки з різних матеріалів. Вибір методу стерилізації повітря в загальному вигляді є вибором фільтруючого матеріалу і способу його фіксації в корпусі фільтра.
Виходячи з теорії стерилізації повітря, для видалення контамінантів використовують волокнисті фільтруючі матеріали з різних мінеральних або органічних речовин, пористі перегородки з кераміки або полімерних матеріалів.
Атмосферне повітря завжди містить дрібні тверді або рідкі частинки, які
несуть на |
собі різноманітні |
мікроорганізми. У |
містах середня |
концентрація |
|
мікрофлори |
3 |
4 |
3 |
3 |
районах ця |
досягає 10 |
– 10 |
клітин/м (кл/м ). В озеленених |
|||
концентрація становить 103 – 3.104 кл/м3. Саме там намагаються розташовувати підприємства тонкого мікробіологічного синтезу.
Основною вимогою, що ставиться до аеруючого повітря, є його стерильність. Ефективність роботи системи очищення повітря оцінюють коефіцієнтом проскоку Кп, %
Кп = Х*100/Х0 |
(4.13) |
де Х, Х0 – концентрація мікроорганізмів у повітрі відповідно після і до системи очищення повітря, кл/м3.
Для асептичних процесів біосинтезу Кп повинен становити 10-8...10-11 %, для промислових систем – 10-4...10-6
Звичайні методи очищення, що ґрунтуються на дії відцентрових сил (циклони), інерції (віддільники), промивці (скрубери, пінні апарати), а також електрофільтри, не знайшли розповсюдження, оскільки дозволяють одержувати повітря з Кп = 3...5%. Ці методи застосовують лише для попереднього перед стерилізацією очищення атмосферного повітря.
Для стерилізації повітря з належними характеристиками використовують два методи: знищення мікрофлори за допомогою нагрівання або іонізуючого випромінювання, наприклад, за допомогою УФ-опромінювання, та вилучення її методом фільтрування. Перший метод є більш надійним та ефективним, але для промислових масштабів є неприйнятним, оскільки у виробничих умовах витра-
чають занадто великі об’єми повітря, щоб можна було б |
говорити про |
||||
економічну доцільність таких рішень. В промислових умовах використовують в |
|||||
основному метод фільтрування крізь шари насипного, пористого або волокни- |
|||||
стого матеріалу. Для |
попередньої |
стерилізації використовують |
глибинні |
||
(набивні) фільтри |
на |
основі |
волокнистих |
матеріа. Дляів |
остаточної |
стерилізації перед входом у ферментер встановлюють індивідуальні фільтри з розгорнутою поверхнею або абсолютні, які діють як сита, патронного типу Абсолютні сита, створюють велику втрату тиску повітря й швидко забиваються, тому застосовують їх рідко.
Попри того, що волокна набивного фільтру розташовані між собою на відстанях на порядок більше діаметрів мікрочастинок, вони діють досить ефективно. При великих швидкостях частинки, проходячи шар волоконного
70