Материал: 3
|
d(D) |
d1(D1) |
d2(D2) |
Р |
α |
Н |
Н/8 |
Н/6 |
Н/4 |
|
10 |
8.647 |
9,188 |
1,25 |
60 |
1,08253 |
0,135375 |
0,1805 |
0,27075 |
Определим, к какой группе относится длина свинчивания резьбового соединения.
Различают малые S,
нормальные N и большие
L группы свинчивания
резьбовых соединений. К нормальной (N)
длине свинчивания относят длины свыше до
до .
Длины свинчивания, меньше нормальных,
относятся к группе S,
а больше - к группе L.
В данном случае длина свинчивания l
= 12 мм, относиться к группе нормальных
(4,244…12,69 мм) N длин
свинчивания.
.
Длины свинчивания, меньше нормальных,
относятся к группе S,
а больше - к группе L.
В данном случае длина свинчивания l
= 12 мм, относиться к группе нормальных
(4,244…12,69 мм) N длин
свинчивания.
По ГОСТ 16093-81 выбираем поля допусков наружной и внутренней резьбы, установленных в классах точности: точном, среднем и грубом. В данном случае класс точности - средний. Выбираем для внутренней резьбы поле допуска 6Н и поле допуска для наружной резьбы 6g.
Резьба м10 x1.25
По выбранному характеру резьбового соединения установим по ГОСТ 16093-2004 предельные отклонения размеров и занесем их в таблицу 5.2:
Таблица 5.2 - Предельные отклонения размеров резьбового соединения (мм) [4]
|
Диаметры |
Отклонения |
|
|
Наружная резьба (d) |
Внутренняя резьба (D) |
|
|
Наружный d, D |
es = -0,028 ei = -0,240 |
ES= - EI = 0 |
|
Средний d2, D2 |
es = -0,028 ei = -0,146 |
ES = 0,160 EI = 0 |
|
Внутренний d1, D1 |
es = -0,028 ei = - |
ES = 0,200 EI = 0 |
Нижнее отклонение внутреннего диаметра и верхнее отклонение наружного диаметра не нормируются. Нижние отклонения всех диаметров внутренней резьбы равны нулю.
 Вычислим
предельные значения диаметров наружной
и внутренней резьбы.
Вычислим
предельные значения диаметров наружной
и внутренней резьбы.
Для наружной резьбы:
dmax = d + es = 10,000 + (-0,028) = 9.972 мм;
dmin = d + ei = 10,000 + (-0.240) = 9.760 мм;
d2max = d2 + es = 9188 + (-0,028) = 9,160 мм;
d2min = d2 + ei = 9,188 + (-0,146) = 9,042 мм;
d1max = d1 + es = 8,647 + (-0,028) = 8,619 мм;
d1min не назначают.
Для внутренней резьбы:
Dmax не назначают;
Dmin = D + EI = 10,000 + 0 = 10,000 мм;
D2max = D2 + ES = 9.188+ 0,160 = 9.348 мм;
D2min = D2 + EI = 9,188+ 0 = 9,188 мм;
D1max = D1 + ES = 8,647+ 0,200 = 8,847 мм;
D1min = D1 + EI = 8,647+ 0 = 8,647 мм.
Таблица 5.3. Предельные значения диаметров наружной и внутренней резьбы
|
Диаметры |
Обозначения |
Численное значение |
|
|
Наружная резьба |
Внутренняя резьба |
||
|
Наружный |
dmax(Dmax) dmin(Dmin) |
9.972 9.760 |
- 10,000 |
|
Средний |
d2max(D2max) d2min(D2min) |
9.160 9.042 |
9.348 9.188 |
|
Внутренний |
d1max(D1max) d1min(D1min) |
8.619 - |
8.847 8.647 |
 Выберем
средства контроля резьбового соединения.
Резьбовые изделия контролируют с помощью
предельных калибров (комплексный метод).
В комплект для контроля цилиндрических
резьб входят рабочие, проходные и
непроходные предельные калибры. Проходные
предельные калибры должны свинчиваться
с резьбовым изделием; они контролируют
приведенный, средний и наружный (у гаек)
или внутренний (у болтов) диаметры
резьбы. Непроходные резьбовые калибры
контролируют средний диаметр.
Выберем
средства контроля резьбового соединения.
Резьбовые изделия контролируют с помощью
предельных калибров (комплексный метод).
В комплект для контроля цилиндрических
резьб входят рабочие, проходные и
непроходные предельные калибры. Проходные
предельные калибры должны свинчиваться
с резьбовым изделием; они контролируют
приведенный, средний и наружный (у гаек)
или внутренний (у болтов) диаметры
резьбы. Непроходные резьбовые калибры
контролируют средний диаметр.
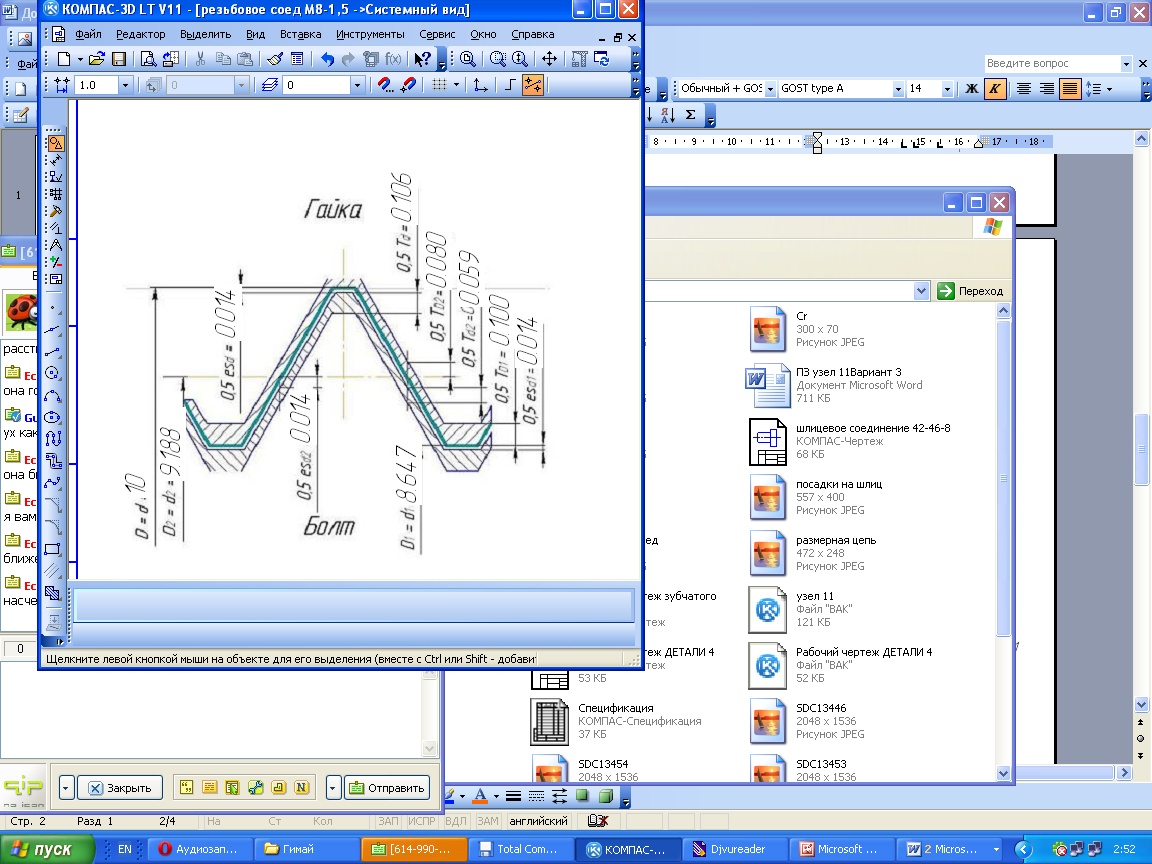
Рисунок 4. Схема допусков резьбового соединения
 5.
Назначения
комплекса контролируемых параметров
зубчатого колеса 7 и выбор средств
контроля.
5.
Назначения
комплекса контролируемых параметров
зубчатого колеса 7 и выбор средств
контроля.
 -
диаметр посадки колеса на вал
-
диаметр посадки колеса на вал
 - модуль
- модуль
 - число зубьев колеса
- число зубьев колеса
Установим 7 степень точности для колеса (для зубчатых колёс общего машиностроения, не требующих особой точности). По ГОСТ 1643-81 выберем сопряжение B
Рассчитаем зубчатое колесо:
 - коэффициент смещения (т.2 [5]);
- коэффициент смещения (т.2 [5]);
 - делительный диаметр.
- делительный диаметр.
 - диаметр вершин зубьев.
- диаметр вершин зубьев.
 - диаметр впадин зубчатого колеса.
- диаметр впадин зубчатого колеса.
По ГОСТ 1643-81 для степени точности 7 контролируемые параметры зубчатого колеса будут следующими (том2 стр 317 табл. 5,7) [3]:
1) По нормали кинематической точности:
 - допуск на колебание длины общей нормали.
- допуск на колебание длины общей нормали.
 - допуск на колебание измерительного
межосевого расстояния за оборот зубчатого
колеса.
- допуск на колебание измерительного
межосевого расстояния за оборот зубчатого
колеса.
2) По нормам плавности работы:
 - допуск на колебание измерительного
межосевого расстояния на одном зубе.
- допуск на колебание измерительного
межосевого расстояния на одном зубе.
3) По нормам контакта зубьев:
Суммарное пятно контакта: по высоте зубьев не менее 45%; по длине зубьев не менее 60%.
4) По нормам бокового зазора:
 - предельное отклонение межосевого
расстояния.
- предельное отклонение межосевого
расстояния.
 - наименьшее отклонение средней линии
общей нормали.
- наименьшее отклонение средней линии
общей нормали.
W = 1,75 * 7,81448 =

Измерение и контроль зубчатых колёс производится специальными и универсальными измерительными средствами:
1) Для измерения межосевого расстояния используют штихмассы;
2) Для измерения суммарного пятна контакта применяют проекторы и большие инструментальные микроскопы;
3) Для измерения толщины зубьев, смещения исходного контура и длины общей нормали используют два ролика и микрометр, микрометрический нормалемер, жёсткие предельные скобы.
 6.
Расчет размерной цепи A-A
6.
Расчет размерной цепи A-A
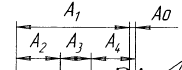
Рисунок 5. Размерная цепь
m = 5, n = 3, p =1,
где n, p число увеличивающих и уменьшающих звеньев размерной цепи.
m общее число звеньев цепи, включая замыкающее
Определяем номинальный размер замыкающего звена:
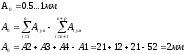
Определяем предельные отклонения и допуск замыкающего звена.
Решим задачу двумя методами:
6.1 Метод обеспечения полной взаимозаменяемости
Решение задачи способом равных допусков:
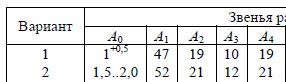
По ГОСТ 520-2002 (стр. 482, т2 [3]) определяем предельные отклонения и допуск размера стандартного звена A2 и A4:

Решим задачу способом равноточных допусков:
Среднее число единиц допуска:
 ,
где
,
где
 - допуски подшипников качения, которые
известны. В нашем случае:
- допуски подшипников качения, которые
известны. В нашем случае:

 (2т., стр. 273 [3]).
(2т., стр. 273 [3]).
По таблице 25 ([4]) выберем единицы допуска и рассчитаем
и рассчитаем :
:

Что соответствует 10-му квалитету точности (табл.26 [4]).
По ГОСТ 25347 – 82 (т.1, стр.44 [4]) по 10-му квалитету точности назначаем допуски составляющих размеров цепи A3, оставляя размер A1 в качестве резервного звена (наиболее простое в изготовлении).
ТA3=0,070мм
ТA2=ТA4=0,150мм
A3=12 +0.070мм
A2=A4=21 -0,150
Определяем предельные отклонения резервного звена Б1 по формулам предельных отклонений замыкающего звена:
а) Нижнее отклонение:



б) Верхнее отклонение:


Получаем
 .
.
Допуск резервного звена

Проверка:
Должно выполняться условие:


Итак, звенья размерной цепи имеют следующие отклонения:
A3=12 +0.070мм
A2=A4=21 -0,150
