Материал: 254
5.Штангенциркуль ШЦ-П ГОСТ 166-73 0-150 для предварительного определения размеров контролируемых деталей.
6.Линейка металлическая ГОСТ 427-75 L = 300 мм для определения длины цилиндра и положения поясов измерения.
7.Мел.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1.Ознакомиться с методическими указаниями и техническими условиями на контроль−сортировку блока цилиндров.
2.Подготовить рабочее место.
3.Изучить устройство и подготовить к работе измерительный инструмент.
4.Произвести внешний осмотр блока цилиндров.
5.Произвести измерение размеров: а) цилиндров; б) отверстий под втулки или во втулках распределительного вала; в) постелей коренных подшипников коленчатого вала и др. в соответствии с индивидуальным заданием.
6.На основе анализа результатов внешнего осмотра и измерений составить заключение о том, к какой группе следует отнести блок цилиндров (годен без ремонта, требует восстановления или подлежит замене). Определить, под какой ремонтный размер можно восстановить цилиндры.
7.Произвести замеры одного из цилиндров блока в 10-ти поясах (по схеме замеров) в двух плоскостях, построить кривые износа стенок цилиндра по образующей и сделать анализ построенных кривых.
8.Привести рабочее место в порядок.
9.Составить отчет.
ПОДГОТОВКА РАБОЧЕГО МЕСТА
Перед тем как приступить к выполнению работы, необходимо установить блок цилиндров на стол-подставку в удобное положение для производства замеров.
6
Перед началом работы необходимо проверить микрометры по калибрам, если нулевое деление шкалы микрометра не совпадает с отсчетной чертой, произвести настройку микрометра.
НАСТРОЙКА ИНДИКАТОРНОГО НУТРОМЕРА
Индикаторные нутромеры (рис. 1) служат для относительных измерений отверстий путем сравнения проверяемых размеров с размером образца. В качестве образца могут быть использованы микрометр, скоба или кольцо-калибр. В качестве отсчитывающих устройств в этих приборах используют нормальные или малогабаритные индикаторные головки.
При настройке нутромера по микрометру необходимо:
–Установить микрометр 12 на размер, равный номинальному размеру проверяемого отверстия, величина которого берется из технических условий на контроль-сортировку, и закрепить его стопорным устройством.
–Подобрать сменный стержень 11 в соответствии с размером отверстия, которое подлежит измерению и, навернув на него контргайку 10, ввернуть его в корпус нутромера 3 от «руки» до упора.
–Установить измерительный 1 и сменный 11 стержни индикаторного нутромера между пяткой и шпинделем микрометра
12.
–Установить необходимый «натяг», для чего, медленно вывертывая сменный стержень 11, следить за показаниями большой стрелки индикатора. Вывертывать стержень нужно до тех пор, пока большая стрелка индикатора 7 не сделает 1−2 оборота.
–Не сбивая положения сменного стержня закрепить его контргайкой 10.
7
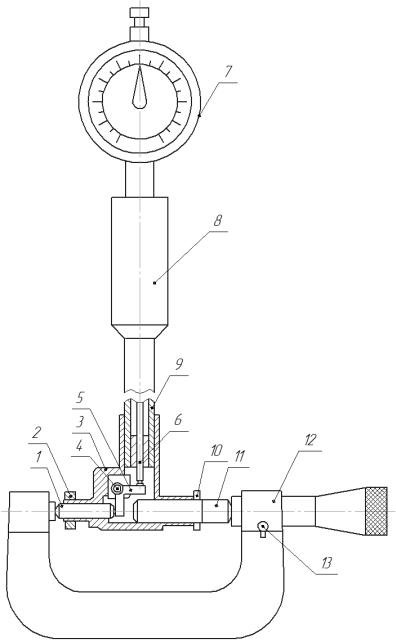
Рис. 1. Индикаторный нутромер: 1 – измерительный стержень; 2 – центрирующий мостик; 3 – корпус; 4 – ось рычага; 5 – рычаг; 6 – шток; 7 – индикатор; 8 – ручка; 9 – трубка; 10 – контргайка; 11 – сменный стержень; 12
–микрометр; 13 – стопор
–Повернуть шкалу индикатора 7 так, чтобы «нуль» шкалы стоял против стрелки индикатора, уточнить значение установочного натяга.
–Осторожно вывести индикаторный нутромер из микрометра или калибра.
8

Следует помнить, что при увеличении размеров замеряемых отверстий стрелка индикатора поворачивается против часовой стрелки, а при уменьшении – по часовой стрелке.
ВНЕШНИЙ ОСМОТР
Контролируемый блок цилиндров двигателя подвергают тщательному наружному осмотру. В процессе осмотра проверяют общее техническое состояние, выявляют видимые внешние дефекты: обломы, пробоины, задиры, трещины, отсутствие заглушек, повреждение резьбовых отверстий, обломы шпилек и т.д. Записывают в журнал наблюдений расположение, характер и размеры обнаруженных повреждений и дефектов.
В журнал наблюдений заносятся резьбовые отверстия, имеющие повреждение резьбы более двух ниток.
Скрытые трещины и пороки водяной рубашки определяются гидравлическим испытанием и другими методами дефектоскопии.
ЗАМЕР ЦИЛИНДРОВ
Металлической линейкой измеряют длину цилиндра Н, определяют и размечают мелом плоскости и пояса измерения. Поверхности цилиндров, подлежащих измерению, должны быть тщательно очищены от коррозии, пыли и других видов загрязнений.
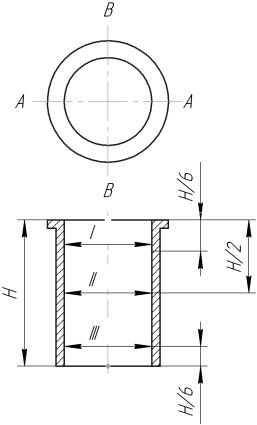
Замеры цилиндров производят в двух взаимноперпендикулярных плоскостях и трех поясах:
–плоскость измерения А-А (рис. 2) параллельна оси коленчатого вола, плоскость В-В перпендикулярна ей;
–первый измерительный пояс должен быть расположен на
1 H высоты цилиндра от его верхнего края;
6
– второй измерительный пояс должен быть расположен в
середине общей длины цилиндра, т.е. на 1 H ; 2
– третий измерительный пояс должен быть расположен на
расстоянии 1 H от нижнего края цилиндра.
6
9
Измерения производят следующим образом. Настроенный индикаторный нутромер осторожно вводят в цилиндр на нужную глубину и производят измерение в поясах и плоскостях, указанных на схеме замеров (см. рис. 2).
Рис. 2. Схема замеров цилиндра двигателя
При вводе измерительной головки индикаторного нутромера в цилиндр во избежание повреждения измерительных стержней его следует вводить в цилиндр, как показано на рис. 3, т.е. наклонно, чтобы сначала в цилиндр вошел центрирующий мостик 3 с измерительным стержнем 4, а затем сменный стержень 2.
После этого необходимо добиться такого положения индикаторного нутромера, при котором ось подвижного и неподвижного стержней была бы перпендикулярна к оси измеряемого цилиндра.
Это положение находят плавно покачивая индикаторный нутромер из положения А в положение В (рис. 4), наблюдая за стрелкой индикатора, которая при прохождении оси измерительных стержней через плоскость, перпендикулярную оси цилиндра, будет изменять направление своего движения на обратное.
10