Материал: 2465
различаются по количеству щелей между ротором и статором и между роторами, например однодисковый трехщелевой.
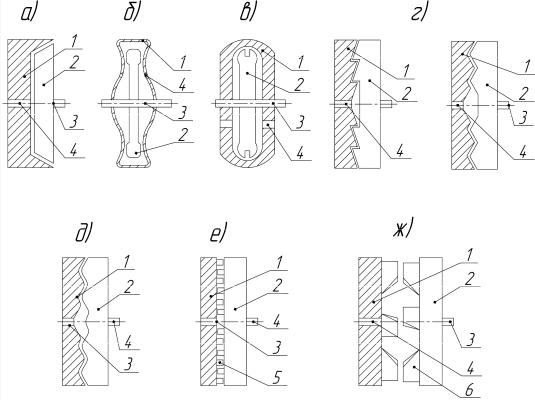
Для создания лучших условий эмульгирования рабочим поверхностям статора и ротора может придаваться различная форма: коническая, цилиндрическая, параболическая, извилистая и др. (рис. 6.3). Использование роторов с извилистой, волнистой или зубчатой поверхностью удлиняет путь движения жидкостей в зазоре между ротором и статором, что облегчает диспергирование и повышает дисперсность эмульсий.
|
|
|
|
И |
|
|
|
Д |
|
|
|
А |
|
|
|
б |
|
|
|
и |
|
|
|
|
С |
|
|
|
|
Рис. 6.3. Виды рабочих поверхностей диспергаторов роторного типа:
а – конические; б – цилиндрические; в – параболические; г – зубчатые; д – извилистые; е – кулачковые; ж – турбинные; 1 – статор; 2 – ротор; 3 – вал; 4 – загрузочные или разгрузочные отверстия; 5 – кулачковые била; 6 – турбинные лопатки
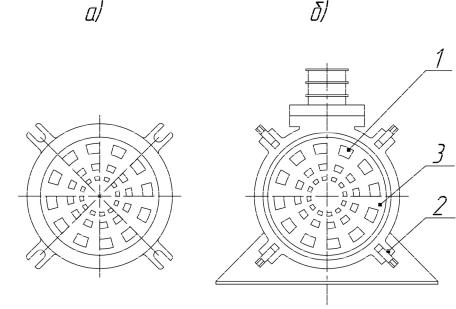
Развитием конструкций роторных эмульсионных машин с зубчатой или волнистой поверхностью рабочего органа является турбосмеситель (рис. 6.4), конструктивностью напоминающий дезинтегратор. Для эмульгирования материалов в нём служат специальные кулачки, укрепленные по концентрическим кругам на торцевой стороне вращающегося ротора и на съёмной крышке статора.
86
Турбосмеситель обладает небольшой массой, компактностью, высокой производительностью, сравнительно малой энергоемкостью.
Применение мешалок для приготовления эмульсий основано на принципе химического эмульгирования при повышенном количестве поверхностно-активного эмульгатора. Эмульсия в этом случае может образоваться самопроизвольно или для ее получения требуется простейшее оборудование, осуществляющее, например, механическое перемешивание или взбалтывание, однако несмотря на простоту этого способа, на практике он не нашел широкого применения, так как эмульсии в этом случае распадаются медленно.
|
|
|
И |
|
|
Д |
|
|
А |
|
|
С |
б |
|
|
Рис. 6.4. Турбосмеситель с кулачковыми рабочими органами: а – крышка; б – смеситель со снятой крышкой;
1 – ротор; 2 – статор; 3 – кулачки
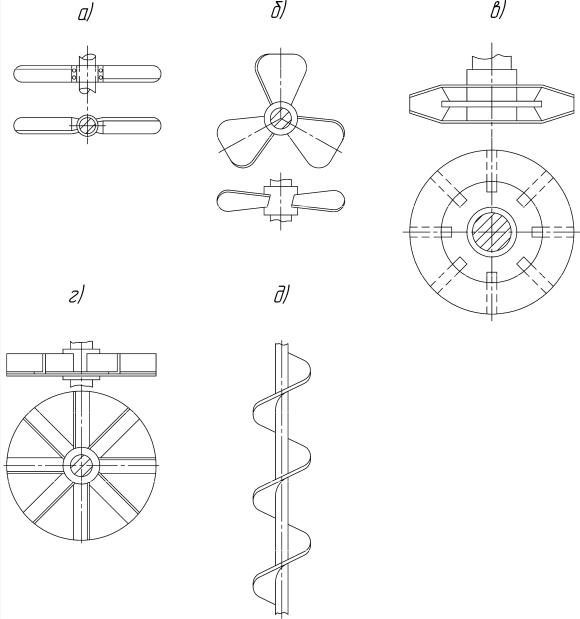
Мешалки являются оборудованием порционного действия. Известны три основных типа перемешивающих устройств (рис. 6.5): лопастные (частота вращения лопастей от 20 – 30 до 800 – 1000 об/мин), винтовые (частота вращения винта 300 – 1000 об/мин) и турбинные (частота вращения турбин 100 – 320 об/мин).
По расходу энергии на производство 1 т эмульсии наиболее экономичными являются лопастные мешалки с малым числом оборотов, наименее экономичными – турбинные. Лопастные мешалки по конструкции значительно проще диспергаторов. Их широко используют для приготовления обратных эмульсий с применением
87
жидких вяжущих материалов – каменноугольного дегтя или сланцевого битума, с нефтяным вязким битумом [12].
|
|
|
|
И |
|
|
|
Д |
|
|
|
А |
|
|
|
б |
|
|
|
и |
|
|
|
|
С |
|
|
|
|
Рис. 6.5. Типы перемешивающих органов в мешалках для приготовления эмульсий: а – лопастные; б – винтовые (пропеллерные); в – турбинные закрытого типа; г – турбинные открытого типа; д – шнековые
Вакустических эмульсионных установках источниками звуковых и ультразвуковых колебаний являются электромеханические и гидродинамические вибраторы.
Вкачестве источников звуковых и ультразвуковых колебаний в промышленных акустических эмульсионных установках используют
88
преимущественно гидродинамические вибраторы, эффективно диспергирующие жидкость в жидкости.
Контрольные вопросы
1.Что такое битумная эмульсия и для чего она применяется в дорожном строительстве?
2.Технологическая схема приготовления битумных эмульсий.
3.Классификация диспергаторов.
4.Преимущества и недостатки диспергаторов с различными видами рабочих поверхностей.
|
|
|
|
И |
|
|
|
Д |
|
|
|
А |
|
|
|
б |
|
|
|
и |
|
|
|
|
С |
|
|
|
|
89
7. ПРИМЕНЕНИЕ ОРГАНИЧЕСКИХ ВЯЖУЩИХ НА ОСНОВЕ БИТУМА ПРИ ЗАЩИТЕ НЕФТЕГАЗОПРОВОДОВ ОТ КОРРОЗИИ
Транспортировка нефти, газа и нефтепродуктов по трубопроводам является наиболее эффективным и безопасным способом их транспортировки на значительные расстояния. Этим способом доставки нефти и газа от районов их добычи к потребителям пользуются уже более 100 лет. Долговечность и безаварийность работы трубопроводов напрямую зависит от эффективности их противокоррозионной защиты. Для сведения к минимуму риска коррозионных повреждений трубопроводы защищают антикоррозионными покрытиями и дополнительно средствами электрохимзащиты. При этом изоляционные покрытия обеспечивают первичную ("пассивную") защиту трубопроводов от коррозии, выполняя функцию "диффузионного барьера", через который затрудняется доступ к металлу коррозионно-активных
агентов |
(воды, кислорода воздуха). При |
появлении в покрытии |
|||
дефектов |
предусматривается |
И |
защиты |
||
система |
|
катодной |
|||
трубопроводов – "активная" защита от коррозии. |
|
|
|||
|
|
Д |
|
|
|
Для того чтобы защитное покрытие эффективно выполняло свои |
|||||
функции, оно должно будовлетворятьА целому ряду требований, основными из которыхиявляются: низкая влагокислородопроницаемость, высок е механические характеристики, высокая и стабильная воСвремени адгезия покрытия к стали, стойкость к
катодному отслаиван ю, хорошие диэлектрические характеристики, устойчивость покрытия к ультрафиолетовому и тепловому старению. Изоляционные покрытия должны выполнять свои функции в широком интервале температур строительства и эксплуатации трубопроводов, обеспечивая их защиту от коррозии на максимально возможный срок их эксплуатации.
История применения защитных покрытий трубопроводов насчитывает более 100 лет, однако до сих пор не все вопросы в этой области благополучно решены. С одной стороны, постоянно повышается качество защитных покрытий трубопроводов, практически каждые 10 лет появляются новые изоляционные материалы, новые технологии и оборудование для нанесения покрытий на трубы в заводских и трассовых условиях. С другой стороны, становятся все более жесткими условия строительства и
90