Материал: 1790
больше, размол пыли повышает ее вяжущие свойства и сокращает сроки схватывания.
Требование к инертным добавкам состоит в том, что тонкость их помола должна быть не хуже, чем каустического магнезита. Показана возможность замены до 50 % вяжущего тонкомолотой цемянкой. Вероятно, цемянка не является абсолютно инертной добавкой, имеет место взаимодействие между оксидом кремния, входящим в состав цемянки, и продуктами твердения магнезиального цемента, что положительно сказывается на прочности материала.
В качестве сырья может применяться и каустический доломит. Его можно рассматривать как смешанное вяжущее, состоящее из активной части – оксида магния (около 20 %), и инертной добавки в виде карбоната кальция (в пределах 80 %). Месторождения доломита более распространены, чем месторождения магнезита, и отличаются большей мощностью. Пенобетон на основе вяжущего, полученного обжигом доломита, по прочности приближается к пеномагнезиту с содержанием в вяжущем 25 % каустического магнезита. Прочность при сжатии образцов плотностью 400 – 500 кг/м3 на растворе сульфата магния в возрасте 28 суток составила от 10 до 15 кг/см2. Требования к каустическому доломиту следующие: время схватывания незначительное, начало схватывания – не более 1 часа. Тонкость помола должна быть высокой, остаток на сите 900 отв./см2 не более 1 %, проход через сито 4900 отв./см2 не менее 85 %. Прочность при растяжении – не более 18 кг/см2, при сжатии – не менее 200 кг/см2 для образцов в возрасте 28 суток. Механические испытания проводятся так же, как и для образцов из каустического магнезита в составах 1 : 3 с кварцевым песком на растворе хлорида магния плотностью 1,165 г/см3. Содержание оксида магния в доломите должно быть не менее 18 %. свободного оксида кальция – не более 2,5 %, потери при прокаливании – от 30 до 35 %. Вяжущие свойства каустического доломита могут быть значительно повышены добавкой каустического магнезита в количестве 5 % от веса доломита.
При выборе раствора для затворения цемента следует учитывать, что соли натрия и калия понижают прочность магнезиального цемента и повышают его гигроскопичность. Для отделения хлоридов натрия и калия из сырья вначале получают раствор высокой плотности не ниже 1,25 г/см3, затем отделяют осадок, после чего готовят раствор рабочей концентрации.
83
6.2. Основные процессы производства пеномагнезита
Производство пенобетона на основе магнезиального цемента аналогично производству пенобетона на основе портландцемента. Опыт производства ксилолита в Омском ТОО «АВЭ» подтвердил возможность использования обычного смесительного оборудования при работе с магнезиальными вяжущими и растворами хлоридов магния при условии соблюдения некоторых технологических приемов. Разработаны технические условия на производство стеновых блоков из ячеистого бетона на основе магнезиального вяжущего [32]. Ниже предлагается первый вариант объединенной технологической схемы,
вкоторой заложены следующие условия:
-предприятие предназначено для выпуска изделий как из плотного, так и из ячеистого магнезиальных бетонов;
-оба вида бетона могут выпускаться как поочередно, так и одновременно – при условии устройства промежуточных ёмкостей для компонентов;
-схема должна обеспечивать минимальную численность обслуживающегоперсоналаи минимизациюколичества единиц оборудования.
Предложенная объединённая технологическая схема (рис. 23) достаточно проста и удовлетворяет перечисленным условиям. Специальными устройствами являются пеногенератор – смеситель и пенобетононасос, которые выпускаются отечественными машиностроительными предприятиями. Специальное оборудование для неавтоклавных ячеистых бетонов может быть сконструировано и изготовлено в короткие сроки на машиностроительных предприятиях города Омска.
Предложенный вариант технологической схемы учитывает преимущества производства магнезиальных бетонов по сравнению с технологией плотных и ячеистых бетонов на основе портландцемента. Вследствие высокой пластичности плотного магнезиального бетона и подвижности пеномагнезиальной смеси отпадает необходимость в вибростендах и других устройствах для уплотнения смесей при формовании изделий. Имеется возможность использования в качестве затворителей и заполнителей широкогокруга материалов, включаяпромотходы.
Тепловая обработка магнезиальных бетонов при твердении не только не требуется, но в ряде случаев вредна. Нарастание прочности пеномагнезита при нормальной температуре и влажности воздуха можно характеризовать следующими цифрами [23]: прочность при
84
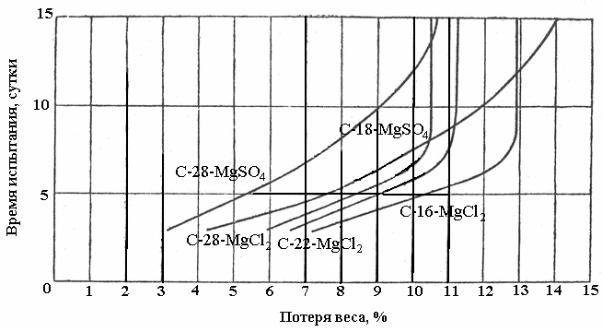
сжатии на 4 день составляет 10 – 15 кг/см2, на 7 день – 15 – 20 кг/см2, на 28 день – 20 – 35 кг/см2. Эта прочность относится к пеномагнезитуплотностью 400 – 600 кг/м3 состава одна часть каустического магнезита и 0,5 частей цемянки.Нарис.24показанапотерявесапеномагнезитомприеготвердении.
Рис. 24. Потеря веса пеномагнезитом при его твердении в зависимости от природы и плотности жидкости затворения
В пеномагнезите на растворе хлорида магния удаление воды заканчивается через 8 – 10 дней, на растворе сульфата магния – позже. Прочность пеномагнезита продолжает нарастать длительное время. Установлено, что нарастание прочности при сжатии продолжается до года. В табл. 42 приведены оптимальные составы магнезиальных бетонов различного назначения. В колонке, где приводится расход бишофита, в числителе указана массарастворавкилограммах,авзнаменателе–объёмвлитрах.
Производство магнезиального бетона не лишено недостатков, которые для успешного достижения цели необходимо учитывать. Вследствие высокой адгезии магнезиальных бетонов к различным материалам необходима тщательная подготовка внутренней поверхности стенок форм, например, обработка вязкими маслами или лаками для предотвращения прилипания бетона к стенкам. При изготовлении пенобетонной смеси в пеногенераторе – смесителе наблюдается интенсивное пыление, поэтому система пылезащиты требует серьезной проработки. Высокая подвижность (текучесть) пеномагнезиальной смеси требует при формировании изделийхорошейгерметизацииформвоизбежаниепротеканиясмеси.
85

Таблица 42
Оптимальные составы магнезиальных бетонов различного назначения
Прочность |
Плотность, |
|
Расход компонентов на 1 м3 бетона |
|
||
при сжа- |
кг/м3 |
ПМК- |
Цемянка, |
Раствор |
Синтанол, |
Клей |
тии, |
|
75, кг |
кг |
бишофита |
кг |
МЦ, кг |
кгс/см2 |
|
|
|
плотностью |
|
|
|
|
|
|
1,2 г/см3 |
|
|
Плотный магнезиальный бетон для внутренних конструктивных элементов |
||||||
400 |
1900 |
1068 |
- |
832/694 |
- |
- |
Плотный магнезиальный бетон повышенной водостойкости (наружный облицовочный слой, облицовочная плитка, черепица)
415 |
1750 |
706 |
423 |
621/518 |
- |
- |
Пенобетон для наружных стен (защита от воздействия влаги обязательна)
35 |
500 |
214 |
- |
233/234 |
2,3 |
0,7 |
Пенобетон для внутренних стен и устройства оснований теплых полов |
||||||
130 |
1100 |
609 |
- |
408/407 |
2,4 |
0,6 |
С.И. Килессо и А.В. Иванова [23] показали, что для ускорения процесса тверденияпеномагнезитацелесообразноприменятьметодгорячегозамеса.Онза- ключаетсявпредварительномнагреверастворасолидотемпературы50–60оС. При затворении вяжущего горячим раствором соли повышается гомогенность пеномассы и ее пластичность,чтопозволяет несколько уменьшить расход соли. Этотметодбылпровереннамагнезиальныхрастворахскварцевымпескомсостава1:3.Прочностьприсжатиинавторыесуткидляобразцов,изготовленныхме- тодомгорячегозамеса,на40–50%превышалапрочностьобразцов,изготовлен- ныхобычнымспособом.Результатыэкспериментаприведенывтабл.43.
Таблица 43
Сравнительные результаты испытания образцов пеномагнезита, изготовленных методом горячего замеса и стандартным методом, на прочность при сжатии
Номер |
Возраст образцов, |
Прочность при сжатии, кг/см2 |
Прирост |
|
опыта |
сут. |
20оС |
60оС |
прочности, % |
1 |
4 |
15,2 |
21,8 |
40 |
|
7 |
22,0 |
32,2 |
45 |
|
28 |
28,0 |
40,0 |
45 |
2 |
4 |
10,5 |
14,0 |
35 |
|
7 |
14,0 |
18,9 |
35 |
|
28 |
19,7 |
27,3 |
40 |
3 |
4 |
3,1 |
6,8 |
120 |
|
7 |
5,3 |
9,4 |
80 |
|
28 |
6,5 |
14,5 |
120 |
|
|
86 |
|
|
Пеномагнезит во втором опыте отличался меньшим удельным весом. В третьем опытепеномагнезитбылполучениз грубодисперсногосырья(проход через сито4900отв./см2 составилвсего40%). Этиисследования доказали,что твердение пеномагнезита может быть ускорено методом горячего замеса, что легкоосуществитьвусловияхстроительнойплощадки.Этотметодпозволяетв короткие сроки получить материал высокой прочности, при этом прочность повышаетсянетольконаначальные,ноинаконечныесрокитвердения.
ВЫВОДЫ
1.Исследование физико-механических свойств бетонов на магнезиальных вяжущих показало, что по ряду свойств они превосходят плотные и ячеистые бетоны на основе портландцемента.
2.Россия располагает источниками сырья, способными обеспечить организацию производства изделий на основе магнезиальных вяжущих любой производительности в любой части страны.
3.Режим обжига сырья следует выбирать в зависимости от его природы. Обязательным условием является тонкий помол продукта. В случае длительного хранения обожженного продукта для по-
вышения его активности следует проводить дополнительный обжиг при 400 оС в течение 1 часа.
4.В процессе производства бетонов на основе каустического магнезита часть вяжущего (до 75 %) может быть заменена тонкомолотыми инертными добавками, в частности, золой-унос или цемянкой.
5.Добавлениецемянкиприводиткснижениюводопоглощенияматериала.
6.В производстве пеномагнезита в качестве пенообразователя может бытьрекомендовансинтанол,стабилизаторпены–обойныйклейМЦ.
7.Повысить водостойкость пеномагнезита можно путем замачивания изделий с их последующим высушиванием. При этом происходит вымывание избыточного свободного хлорида магния.
8.Увеличить скорость твердения пеномагнезита можно методом горячего замеса, который заключается в нагревании раствора соли.
9.Определены оптимальные соотношения компонентов для изготовления плотного и ячеистого магнезиальных бетонов.
10.Получены патенты на изобретение пенобетона и газобетона на основе магнезиального вяжущего. Предложена технологическая схема производства бетонов на магнезиальном вяжущем.
11.Разработаны технические условия для производства стеновых блоков из ячеистого бетона на основе магнезиального вяжущего.
87