Материал: 1790
Таблица 34
Изменение прочности при сжатии пеномагнезита после нагревания
Состав пеномагнезита |
Прочность при сжатии, кг/см2 после нагрева до темпе- |
|||
|
|
|
ратуры, о С |
|
|
|
100 |
200 |
300 |
А – MgCl2 (1,165 г/см3) |
23,0 |
15,8 |
13,6 |
|
В – MgCl2 |
(1,165 г/см3) |
11,0 |
10,5 |
7,7 |
С – MgCl2 |
(1,165 г/см3) |
18,3 |
18,6 |
16,6 |
В табл. 35 показана прочность пеномагнезита при сжатии после нагревания в процентах по сравнению с прочностью пеномагнезита при нормальной температуре.
Таблица 35
Прочность пеномагнезита при сжатии после нагревания в процентах к прочности ненагретых образцов
Состав пеномагнезита |
Прочность пеномагнезита при сжатии после нагрева |
|||||
|
|
|
в % к прочности образцов |
|
||
|
|
при нормальной температуре, о С |
|
|||
|
100 |
|
200 |
250 |
300 |
350 |
А – MgCl2 (1,165 г/см3) |
100 |
|
89 |
- |
50 |
- |
С – MgCl2 (1,165 г/см3) |
100 |
|
100 |
90,5 |
75 |
60 |
В табл. 36 приведены потери при прокаливании пеномагнезита при различных температурах в процентах от веса исходного образца.
Таблица 36
Потери при прокаливании пеномагнезита в процентах от веса образца
Состав пеномагнезита |
Потери при прокаливании, % от веса образца |
|||||
|
|
|
при температуре нагрева, о С |
|
||
|
|
130 |
160 |
175 |
200 |
300 |
А – MgCl2 (1,165 г/см3) |
0,90 |
1,85 |
2,50 |
4,37 |
4,50 |
|
С – MgCl2 |
(1,165 г/см3) |
0,40 |
0,66 |
1,23 |
3,64 |
4,40 |
В – MgCl2 |
(1,165 г/см3) |
0,13 |
1,40 |
2,90 |
3,71 |
3,73 |
Незначительные потери при прокаливании при температурах до 300 оС являются дополнительным доказательством высокой термостойкости пеномагнезита. В целом пеномагнезит следует рассматривать как более огнестойкий материал, чем пенобетон на основе портландцемента. Объёмный вес (плотность) материалов ячеистой структуры – один из основных показателей при оценке их изоляционных свойств. Плотность конструктивно-изоляционных материалов колеблется от 10 до 1200 кг/м3. Высокие вяжущие свойства магнезиального
73
цемента позволяют получить достаточно прочный материал незначительного объёмного веса. Пеномагнезит, как и пенобетон на основе портландцемента, по размерам ячеек может классифицироваться на мелкоячеистый 200 – 300 яч./см2, среднеячеистый 100 – 150 яч./см2 и крупноячеистый 25 – 50 яч./см2.
Морозостойкость пеномагнезита – основное условие его применения в качестве изоляционного материала вообще, и в таких сооружениях как холодильники, в особенности. Пеномагнезит, изготовленный на растворе хлорида магния, не показал признаков разрушения после 15-кратного замораживания и оттаивания. Образцы, изготовленные на растворе сульфата магния, после 15-кратного замораживания также не разрушились, однако углы у кубиков начали крошиться. Это объясняется тем, что пеномагнезит представляет собой материал с замкнутыми порами. Преобладание кристаллических форм соединений, входящих в состав магнезиального цемента, дает основание предполагать, что пеномагнезит будет более устойчивым в эксплуатации материалом, чем пенобетон на основе портландцемента.
Следует отметить ещё некоторые положительные свойства пеномагнезита. Высокие пластические свойства магнезиального цемента позволяют получать сложные фасонные детали с незначительными допусками, например, сегменты для изоляции трубопроводов. Можно предположить, что пеномагнезит будет обладать и хорошими звукоизоляционными свойствами.
5.6. Пути повышения водостойкости пенобетона на основе магнезиального цемента
Серьезными недостатками пенобетонов на основе магнезиального цемента, имеющим плотность 500 – 800 кг/м3, является низкая водостойкость, повышенная сорбционная влажность. Причина указанных недостатков заключается в том, что в обычных условиях гидроксохлорид магния кристаллизуется в форме пентаоксихлорида, обладающего относительно высокой растворимостью в воде. Водостойкость уменьшается также вследствие наличия в системе свободного хлорида магния, избыток которого требуется для обеспечения необходимой скорости растворения и гидратации каустического магнезита. Присутствие в магнезиальном бетоне хлорида магния, обладающего повышенной гигроскопичностью, сильно увеличивает и сорбционную влажность изделий.
74
Изучалось три способа повышения водостойкости. По первому способу создаются условия, при которых в период твердения образуется преимущественно не обычный пентаоксихлорид, а триоксихлорид магния, обладающий повышенной стойкостью по отношению к воде и многим агрессивным средам. В процессе образования триокисхлорида магния связывается в 1,8 раза больше хлорида магния, чем при образовании пентаоксихлорида, что должно положительно сказываться на снижении сорбционной влажности. Преимущественное образование триоксихлорида магния происходит при введении в бетон природных минералов, содержащих силикаты или гидроксид магния, а также цеолиты.
Второй способ – введение в состав магнезиального бетона активного кремнезема, например, аморфизированного микрокремнезема. Это приводит к частичному и даже полному связыванию избыточного хлорида магниязасчетобразованиясиликатовмагниянаповерхностичастицдобавки.
Третий способ связан либо с заполнением пор плотным материалом, например, нерастворимым гидроксидом железа или меди, гелем кремниевой кислоты или фурановой смолой, либо с образованием гидрофобных пленок, прочно связанных со стенками пор, например, из кремнийорганических полимеров ГКЖ-11 или 136-57. В этом варианте представляют интерес составы типа «Пенетрон» и «Ксайпекс», создающие «кристаллизационный барьер» в ячеистом бетоне, а также клеевые минеральные композиции на основе жидкого стекла (КМК).
При реализации описанных способов повышения водостойкости всегда наблюдается снижение сорбционной влажности и увеличение прочности магнезиального бетона.
5.7. Свойства модифицированного цемянкой пенобетона
Неавтоклавный пенобетон на основе магнезиального цемента превосходит свой аналог на основе портландцемента по механическим и теплотехническим характеристикам. Но, как показали проведенные в СибАДИ исследования [19], единственным путем (при использовании доступных ПАВ и стабилизаторов пены) получения пенобетонов на основе каустического магнезита плотностью 500 – 550 кг/м3 является увеличение объёма раствора бишофита, который одновременно служит жидкостью затворения вяжущего и средой пенообразующего раствора. Следствием этого будет неизбежное избыточное содержание свободного бишофита в готовом бетоне. Введение
75
таких заполнителей как цемянка и зола-унос не приводит к полному связыванию свободного бишофита, но повышает прочность и водостойкость бетона. Наиболее выражен этот эффект при введении цемянки. При ее содержании в пределах 15 – 30 % прочность бетона больше, чем без цемянки.
Для нейтрализации вредного влияния избыточного бишофита на свойства пенобетона решено было испытать описанный А.П. Вагановым приём [3]: вымывание из затвердевшего материала избыточного бишофита водой путем замачивания его на некоторое время. Влияние расхода раствора бишофита на прочность пенобетона на основе каустического магнезита с цемянкой и без нее изучалось на более чем 300 образцах. В табл. 37 приведены результаты этих исследований.
Таблица 37
Прочность при сжатии пенобетона, полученного с использованием различных количеств раствора затворителя – бишофита плотностью
1200 кг/м3 при содержании цемянки 25 %
Расход раствора бишофита |
Плотность образ- |
Прочность при |
|
|
|
цов, кг/м3 |
сжатии в возрасте |
л/кг ПМК-75 |
л/кг сухой смеси |
||
|
|
|
3 суток, кгс/см2 |
0,810 |
0,65 |
850 |
58,5 |
0,875 |
0,70 |
730 |
41,5 |
1,100 |
0,88 |
630 |
25,2 |
1,250 |
1,00 |
520 |
12,6 |
1,375 |
1,10 |
480 |
7,9 |
1,500 |
1.20 |
420 |
6,7 |
При большом расходе бишофита введение цемянки не предотвращает снижение прочности пенобетона.
Результаты восьми серий эксперимента были обобщены, они приводятся на рис. 20. Кривая 1 отражает зависимость прочности от плотности пенобетона в возрасте 28 суток для образцов естественного твердения, а кривая 2 – для образцов, высушенных после вымачивания. Оказалось, что независимо от наличия цемянки точки укладываются достаточно хорошо на одну кривую.
Общая закономерность – уменьшение прочности при снижении плотности, вызвана в том числе и расклинивающим действием кристаллизующегося из рассола свободного бишофита. Вымачивание образцов проводилось до 3 суток, сушка до постоянной массы – при
76
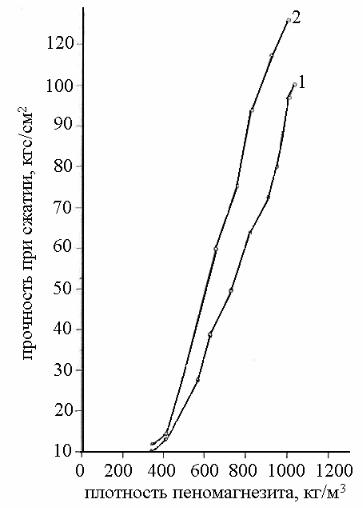
температуре до 120 оС. Хорошо видно, что вымачивание приводит не только к значительному снижению плотности (см. табл. 38), но и к резкому упрочнению пенобетона – до 50 %. Все точки кривой 2 расположены выше точек на кривой 1 при одинаковой плотности. Это свидетельствует о том, что удаление избыточного - бишофита не только снимает дополнительное напряжение в матрице, но и указывает на появление новой структуры, отличной от прежней. На рис. 21 показано влияние расхода бишофита на плотность, пористость и водопоглощение пенобетона.
Рис. 20. Зависимость прочности пеномагнези- Из рис. 21 и табл. 38 следу- та от его плотности: 1 – образцы естественого ет что плотность, общая по твердения; 2 – образцы, высушенные после ристость и водопоглощение
вымачивания главным образом определяются расходом бишофита. Пористость пенобетона на основе каустического магнезита на 70 – 80 % является открытой. Данные свойства практическинеизменяютсяотсодержанияцемянкивширокихпределах.
Общую пористость и объём закрытых пор вычисляли на основе величины водопоглощения, определенной по ГОСТ 17177-87, по методике, предложенной А.М. Сизиковым [27]. Для всех образцов, кроме прочности, плотности и водопоглощения, определялась сорбционная влажность. Результаты приведены в табл. 39.
77