Материал: 1790
Таблица 38
Зависимость плотности, пористости и водопоглощения пенобетона от содержания цемянки при постоянном расходе бишофита
Содержание |
|
Плотность образцов, кг/м3 |
|
Водопогло- |
|
Пористость сухого |
||||||||||
цемянки, |
|
|
|
|
|
|
|
|
щение, % |
|
пенобетона, % |
|||||
масс.% от |
|
нормальный |
|
мытый и вы- |
|
|
|
|
|
общая |
|
закрытая |
||||
ПМК-75 |
|
|
|
|
сушенный |
|
|
|
|
|
|
|
|
|
||
|
|
Расход раствора бишофита – 550 мл/кг сухой смеси |
|
|
||||||||||||
0 |
|
950 |
|
|
|
924 |
|
37,3 |
|
|
48,6 |
|
|
14,1 |
||
20 |
|
1010 |
|
|
|
906 |
|
36,2 |
|
|
49,6 |
|
|
16,9 |
||
30 |
|
1040 |
|
|
|
987 |
|
30,8 |
|
|
45,1 |
|
|
13,2 |
||
50 |
|
1060 |
|
|
|
997 |
|
32,3 |
|
|
44,6 |
|
|
12,4 |
||
60 |
|
980 |
|
|
|
875 |
|
29,2 |
|
|
51,3 |
|
|
25,7 |
||
80 |
|
970 |
|
|
|
824 |
|
41,8 |
|
|
54,1 |
|
|
19,7 |
||
100 |
|
1020 |
|
|
|
936 |
|
33,8 |
|
|
47,9 |
|
|
16,3 |
||
|
Расход раствора бишофита – 1100 мл/кг сухой смеси |
|
|
|||||||||||||
0 |
|
530 |
|
|
|
470 |
|
104 |
|
|
73,8 |
|
|
25,0 |
||
11 |
|
510 |
|
|
|
457 |
|
105 |
|
|
74,5 |
|
|
26,6 |
||
25 |
|
490 |
|
|
|
441 |
|
104 |
|
|
75,4 |
|
|
29,6 |
||
43 |
|
520 |
|
|
|
510 |
|
104 |
|
|
70,9 |
|
|
18,0 |
||
67 |
|
420 |
|
|
|
396 |
|
91 |
|
|
78,0 |
|
|
41,8 |
||
150 |
|
470 |
|
|
|
457 |
|
104 |
|
|
74,9 |
|
|
27,1 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 39 |
|
Сорбционная влажность пенобетона плотностью 470 – 530 кг/м3 |
||||||||||||||||
Содержание |
|
Расход |
|
Сорбционная влажность, масс. %, об- |
|
Содержание |
||||||||||
цемянки, |
|
раствора |
|
разцов при относительной влажности |
|
свободного |
||||||||||
масс. % от |
бишофита, |
|
|
|
|
воздуха, % |
|
|
|
бишофита, |
||||||
ПМК-75 |
|
мл/кг |
|
|
|
60 |
|
|
97 |
|
|
|
|
масс.% |
||
|
|
ПМК-75 |
|
норм. |
|
мытый |
|
норм. |
|
мытый |
|
|
|
|||
0 |
1100 |
|
9,0 |
|
3,6 |
|
|
15,0 |
|
8,7 |
|
26,2 |
||||
11,0 |
1200 |
|
10,1 |
|
3,6 |
|
|
15,6 |
|
7,8 |
|
28,8 |
||||
25,0 |
1375 |
|
9,7 |
|
3,8 |
|
|
15,2 |
|
10,6 |
|
31,4 |
||||
43,0 |
1570 |
|
11,9 |
|
3,8 |
|
|
16,4 |
|
9,9 |
|
34,0 |
||||
67,0 |
1830 |
|
12,3 |
|
3,7 |
|
|
17,3 |
|
8,1 |
|
36,6 |
||||
150,0 |
2750 |
|
12,8 |
|
4,1 |
|
|
18,1 |
|
10,1 |
|
41,9 |
||||
400,0 |
5500 |
|
17,3 |
|
3,7 |
|
|
24,0 |
|
8,7 |
|
47,0 |
||||
60,0 |
8800 |
|
6,6 |
|
- |
|
|
12,0 |
|
- |
|
13,1 |
||||
80,0 |
990 |
|
8,4 |
|
- |
|
|
13,6 |
|
- |
|
20,6 |
||||
Видно, что сорбционная влажность не зависит от содержания цемянки, а определяется расходом бишофита в расчете на массу ПМК75, а не на массу сухой смеси. Было рассчитано содержание свобод-
78
ного бишофита в пенобетоне при нескольких значениях отношения объёма бишофита к массе ПМК-75 в предположении, что именно этому отношению соответствует количество необратимо связываемого бишофи-
|
|
та. На рис. 22 |
||
|
|
представлена |
||
|
|
зависимость |
||
|
|
сорбционной |
||
|
|
влажности пе- |
||
|
|
номагнезита |
||
|
|
от содержания |
||
|
|
свободного |
||
|
|
бишофита |
в |
|
|
|
расчете |
|
на |
|
|
раствор плотно- |
||
|
|
стью 1200кг/м3. |
||
|
|
Нулевому |
со- |
|
|
|
держанию би- |
||
|
|
шофита |
соот- |
|
|
|
ветствует сор- |
||
|
|
бционная |
влаж- |
|
|
|
ность мытых, |
||
|
|
а затем |
высу- |
|
|
|
шенных |
|
об- |
|
|
разцов |
пено- |
|
|
|
магнезита |
||
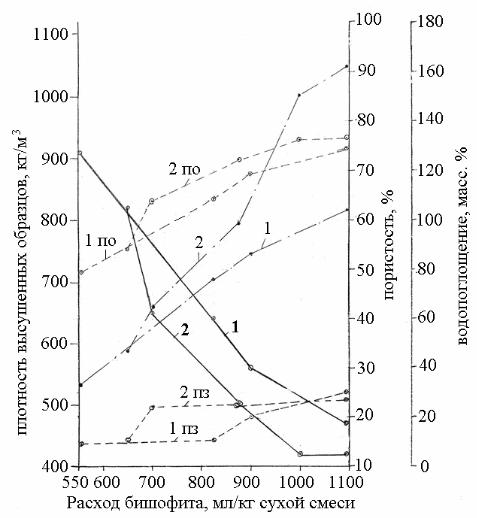
Рис. 21. Влияние расхода бишофита на плотность, |
(табл. 39). В |
|||
пористость и водопоглощение |
пеномагнезита |
предположении, |
||
(1 – плотность образцов без цемянки, 2 – плот- |
что бишофит |
|||
ность образцов с добавлением |
25 % цемянки, |
полностью свя- |
||
1– водопоглощение образцов без цемянки, 2 – во- |
зывается в пе- |
|||
допоглощение образцов с добавлением 25 % це- |
номагнезитепри |
|||
цемянки, 1по – общая пористость образцов без |
егорасходе0,55л/кг |
|||
без цемянки, 2по – общая пористость образцов |
ПМК-75, зави- |
|||
с добавлением 25 % цемянки, 1пз – закрытая пори- |
симостьсорбци- |
|||
стость образцов без цемянки, 2 пз |
– закрытая по- |
оной влажно- |
||
ристость образцов с добавлением 25 % цемянки |
сти от содер- |
|||
79
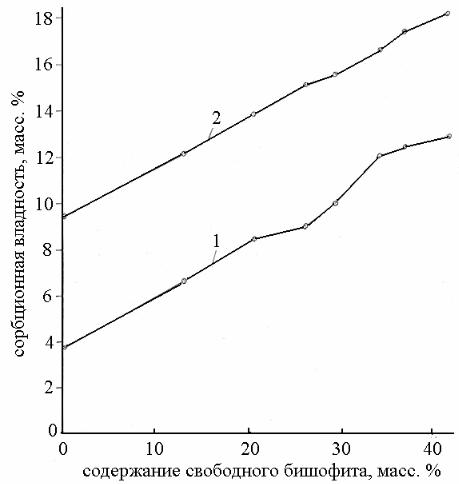
жания свободного бишофита имеет линейный характер, что соответствует механизму процесса. Сорбционная влажность, обусловленная бишофитом, полностью устраняется вымыванием его водой. В табл. 40 представлены результаты измерения коэффициентов теплопроводности сухого пенобетона с содержанием цемянки 20% от
массы |
ПМК-75. |
|
Сравнение данных |
Рис. 22. Зависимость сорбционной влажности пеномаг |
|
табл. 27 и 40 пока- |
незита от содержания свободного бишофита в расчете |
|
зывает, что наблю- |
на раствор плотностью 1200 кг/м3. 1 – при относитель- |
|
дается |
небольшое |
ной влажности воздуха 60%, 2 – при относительной |
возрастание коэф- |
влажности воздуха 97% |
|
фициента теплопроводности при переходе от пенобетона без заполнителя к пенобетону с цемянкой. Видимо, это связано с проникновением в межпоровое пространство оксихлоридмагнезиальной основы довольно крупных (до 0,3 мм) плотных частиц цемянки.
|
|
|
Таблица 40 |
Теплопроводность пенобетона на основе каустического магнезита |
|||
Плотность, кг/м3 |
436 |
550 - 580 |
795 |
Коэффициент теп- |
мытый |
нормальный |
нормальный |
лопроводности, |
0,146 |
0,162 |
0,327 |
Вт/м·град |
|
|
|
Усадка магнезиального бетона при сушке была изучена на плотных и поризованных образцах с различным содержанием цемянки и
80
золы. Установлено, что усадка плотного магнезиального бетона составляет: без наполнителя – 0,75 – 1,23 %; с добавкой циклонной золы
– 1,73 – 2,26 %; с добавкой электрофильтровой золы – 0,25 – 0,5 %; с добавкой цемянки менее 0,05 %. Показано также, что усадка магнезиальных бетонов с добавкой золы и цемянки не зависит от расхода раствора бишофита в интервале 0,55 – 1,2 л/кг смеси и содержания добавки в интервале 5 – 30 %. Пенобетон на основе магнезиального цемента всех составов имеет усадку менее 0,05 %.
В лаборатории кафедры строительных конструкций СибАДИ были определены кубиковая и призменная прочность, а также модуль упругости. Образцы для испытания – призмы размером 150 х 150 х 600 мм и кубы с ребром 150 мм трех марок по плотности в возрасте 7 суток. Определение призменной прочности и начального модуля упругости выполнялось в соответствии с требованиями ГОСТ 2445280 [28]. Испытания проводили на гидравлическом прессе, величину нагрузки определяли по шкале 50 тс (возможные отклонения создаваемого давления при малых нагрузках – не более 5 %).
Измерение продольных деформаций проводили с помощью индикатора часового типа с точностью деления 0,001 мм. Результаты испытаний приведены в табл. 41.
|
Механические свойства пенобетона |
Таблица 41 |
|||
|
|
||||
Марка по |
Кубиковая прочность, |
Призменная прочность, |
Начальный |
||
средней |
кгс/см2, в возрасте, сут |
кгс/см2, в возрасте, сут |
модуль уп- |
||
плотности |
|
|
|
|
ругости, |
7 |
28 |
7 |
28 |
||
|
|
|
|
|
кгс/см2 |
Д400 |
8,0 |
9,1 |
6,9 |
7,9 |
4730 |
Д550 |
22,0 |
25,1 |
20,0 |
22,8 |
15302 |
Д800 |
33,0 |
37,6 |
30,0 |
34,2 |
22427 |
На основании анализа результатов испытаний можно сделать вывод о соответствии характеристик пенобетона нормам проектирования СНиП 2.03.01-84 [29] для ячеистых неавтоклавных бетонов клас-
сов В 2,5 (М 35) для Д 800 и В 2 (М 25) для Д 550.
Если вместо ПМК-75 взять вяжущее с более высоким содержанием активной окиси магния, прочностные показатели будут существенно выше. На основании проведенных исследований были получены патенты на изобретение пенобетона на магнезиальном вяжущем [30] и газобетона [31].
81
6. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МАГНЕЗИАЛЬНЫХ БЕТОНОВ
6.1. Исходные материалы и требования к ним
Результаты изложенных выше исследований позволяют сформулировать общие требования к исходным материалам для производства магнезиальных бетонов. Решающая роль в обеспечении прочности материала принадлежит каустическому магнезиту. На прочность материала большее влияние оказывают температура и продолжительность обжига сырья, тонкость его помола, содержание же в нем оксида магния имеет меньшее значение. Степень обжига контролируется удельным весом и потерями при прокаливании, тонкость помола – набором стандартных сит. Для каустического магнезита нормального обжига удельный вес колеблется от 3,20 до 3,45, потери при прокаливании – от 4 до 8 %. Тонкость помола, при которой каустический магнезит нормального обжига дает цемент высокой прочности, должна быть не ниже следующих показателей: остаток на сите 900 отв./см2 не больше 2 %, проход через сито 4900 отв./см2 не менее 80 %. Удельный вес и потери при прокаливании каустического магнезита могут изменяться в зависимости от минералогического состава природного магнезита. Прочность при сжатии для образцов состава 1 часть каустического магнезита и 3 части кварцевого песка при концентрации раствора хлорида магния 25 %в возрасте 28 суток колеблется от 600 до1000 кг/см2.
Сложнее обстоит вопрос с качественной оценкой кальцинированного каустического магнезита, представляющего отход от обжига магнезита на металлургический порошок во вращающихся печах. Эти отходы в виде пыли скапливаются в пылевых камерах вращающихся печей и в мультициклонах, улавливающих пыль топочных газов печей. Активность пыли колеблется от 150 до 350 кг/см2, а пыли из мультициклонов – ещё выше. Для правильной качественной оценки сырья, получаемого из отходов, необходимо провести анализ всех данных, включая содержание свободной и связанной влаги с обязательным проведением механических испытаний.
При производстве пенобетона основным условием для обеспечения нормальных качеств и однородной структуры пеномагнезита является пластичность пеномассы и время схватывания. Для обеспечения хороших показателей дисперсность пыли должна быть как можно
82