Материал: 1350
ры (РР), слесарно-механической обработкой, наплавкой под слоем легирующего флюса. Биение устраняется пластическим деформированием (правкой).
Последовательность выполнения: ниже приводится технологиче-
ская инструкция на дефектовку коленчатого вала (табл. 3).
Си б
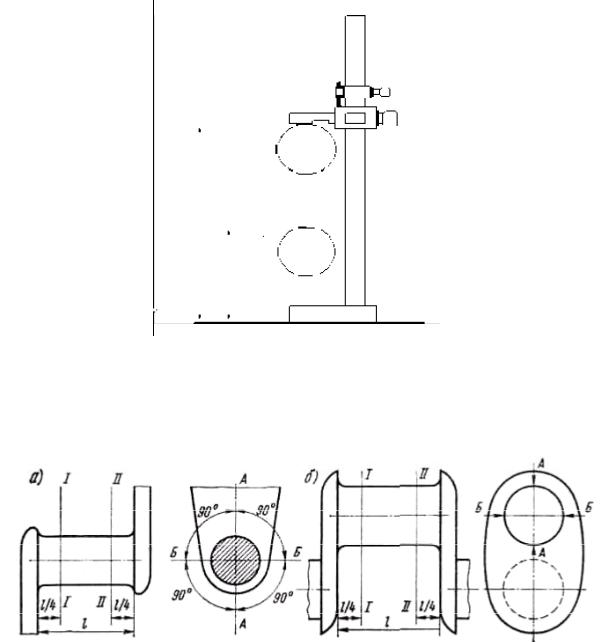
Рис. 2. СхемаАопределения радиуса кривошипа коленчатого вала:
1 – шатунная шейка в верхнем положении; 2 – ось коренных шеек; 3 – шатунная шейкаДв нижнем положении
Рис. 3. Схема замера диаметров шеекИколенчатого вала: а – коренных; б – шатунных
16
|
|
|
|
|
Таблица 3 |
|
|
Порядок выполнения работы по дефектовке коленчатого вала |
|||||
|
|
|
|
|
|
|
|
одержание этапа |
|
Указания по выполнению |
|
|
|
|
1 |
|
|
2 |
|
|
|
1, 2, 3. |
|
См. пп. 1, 2, 3 табл. 2. |
|
|
|
|
4. Подготовить исходные дан- |
Назначить |
конструктивные |
элементы, |
|
|
|
ные. |
|
подлежащие дефектовки (коренные и ша- |
|
||
|
и |
тунные шейки, первый кривошип, колен- |
|
|||
|
чатый вал), их названия записать в отчет. |
|
||||
С |
|
Для каждого конструктивного |
элемента |
|
||
|
определить |
технологические параметры |
|
|||
|
|
|
(размеры по рабочему чертежу, допусти- |
|
||
|
|
|
мые без ремонта, ремонтные требования к |
|
||
|
|
|
точности размера, формы и расположения, |
|
||
|
|
|
к качеству рабочей поверхности) и их зна- |
|
||
|
|
|
чения, а также способы и средства дефек- |
|
||
|
|
|
товки. Значение параметров и наименова- |
|
||
|
|
|
ния способов и средств дефектовки запи- |
|
||
|
|
А |
|
|
||
|
|
|
сать в отчет. |
|
|
|
|
б |
|
||||
|
5. Проверить состояние фасок На центровых фасках не должно быть за- |
|
||||
|
центровых отверстий и резь ы |
оин. Вал с поврежденными центровыми |
|
|||
|
под храповик. |
|
фасками устанавливать на прибор ПБМ- |
|
||
|
|
|
500 нельзя. При наличии сорванных ниток |
|
||
|
|
|
Д |
|
|
|
|
|
|
в резьбе определяют их число. |
|
|
|
|
6. Установить вал в центры |
С разрешения преподавателя. |
|
|
||
|
прибора ПБМ-500. |
|
|
|
|
|
|
|
|
|
И |
||
17
|
|
|
Продолжение таблицы 3 |
|||
|
1 |
|
2 |
|
|
|
|
7. Определить состояние коленчатого вала. |
|
|
|
|
|
|
7.1. Осмотреть коленчатый вал. |
Установить наличие выбраковочных при- |
|
|||
С |
знаков, а при их отсутствии – места рас- |
|
||||
положения и характер отколов, рисок, за- |
|
|||||
диров, выработки и других видимых де- |
|
|||||
|
|
|
||||
|
|
фектов. Результаты записать в отчет. |
|
|||
|
7.2. Определ ть размеры ко- |
Измерить диаметры шеек микрометром. |
|
|||
|
ренных шеек. |
Измерения каждой шейки провести в поя- |
|
|||
и |
сах I–I, II–II (рис. 3) и двух взаимно пер- |
|
||||
|
|
|
||||
|
|
пендикулярных плоскостях А–А и Б–Б |
|
|||
|
|
(А–А для всех коренных шеек берется в |
|
|||
|
|
плоскости кривошипа |
первой |
шатунной |
|
|
|
|
шейки). Пояса находятся у концов шейки |
|
|||
|
об |
|
|
|
|
|
|
|
на расстоянии, равном 1/4 от ее общей |
|
|||
|
|
длины; первый пояс ближе к носку вала. |
|
|||
|
|
Результаты замеров записать в отчет. |
|
|||
|
7.3. Определ ть вел чину - |
ИОБЩ = dН – dИ, где dH – диаметр шейки до |
|
|||
|
щего износа, ИОБЩ, для всех |
начала эксплуатации (наименьший пре- |
|
|||
|
коренных шеек, мм. |
дельный размер по рабочему или ремонт- |
|
|||
|
|
ному чертежу); dИ – минимальный диа- |
|
|||
|
|
метр шейки (использовать значение с наи- |
|
|||
|
|
большим износом). |
|
|
|
|
|
|
Д |
|
|
||
|
7.4. Определить величину од- |
И = β ИОБЩ, где β = 0,6 – коэффициент не- |
|
|||
|
ностороннего неравномерногоАравномерности износа. |
|
|
|
||
|
износа, И, для всех коренных |
|
|
|
|
|
|
шеек, мм. |
|
|
|
|
|
|
7.5. Определить нецилиндрич- |
∆OB = dA–A – dБ–Б; |
|
|
|
|
|
ность (овальность, ∆OB, и кону- |
∆KOH = d1–1 – d2–2. ля каждой шейки полу- |
|
|||
|
сообразность, ∆KOH), мм. |
чить два значения овальности и два – ко- |
|
|||
|
|
нусообразности. |
Наибольшие |
значения |
|
|
|
|
записать в отчет. |
|
|
|
|
|
7.6. Определить размер обра- |
Расчет вести по шейке, имеющей наиболь- |
|
|||
|
ботки коренных шеек (при из- |
ший износ, dP = d |
– |
– 2Z, где dP – наи- |
|
|
|
носе в пределах ремонтных |
больший предельныйИразмер ремонтируе- |
|
|||
|
размеров РР), мм. |
мой шейки; Z – минимальный односторон- |
|
|||
|
|
ний припуск на обработку (для шлифования |
|
|||
|
|
2Z = 0,05). Записи расчетов вести в отчет. |
|
|||
18
|
|
|
|
Продолжение таблицы 3 |
||
|
|
1 |
|
2 |
|
|
|
7.7. Назначить категорию ре- |
Сравнить результаты расчета со значе- |
|
|||
|
монтных размеров РР, dPP, для |
ниями РР (из руководства по ремонту) и |
|
|||
|
всех коренных шеек, мм. |
выбрать ближайшее меньшее значение dPP |
|
|||
С |
|
< dP. Категорию PP, диаметр и допуск за- |
|
|||
|
писать в отчет. |
|
|
|||
|
|
|
|
|
|
|
|
7.8. Измерить длину первой |
Замер вести микрометрическим глубино- |
|
|||
|
коренной шейки. |
|
мером в двух местах под углом 180°. Зна- |
|
||
|
|
|
|
чения записать в отчет. |
|
|
|
7.9. Определ ть размеры ша- |
Измерить диаметры шеек |
микрометром. |
|
||
и |
Измерение каждой шейки провести в поя- |
|
||||
|
тунных шеек. |
|
|
|||
|
|
|
|
сах I–I и II–II (рис. 3) и двух взаимно пер- |
|
|
|
|
|
|
пендикулярных плоскостях: первая (А–А) |
|
|
|
|
|
|
– параллельно плоскости кривошипа за- |
|
|
|
|
б |
|
|
||
|
|
|
|
меряемой шейки, вторая (Б–Б) – перпен- |
|
|
|
|
|
|
дикулярно первой. Пояса находятся у |
|
|
|
|
|
|
концов шейки на расстоянии, равном 1/4 |
|
|
|
|
|
|
от ее общей длины. Результаты замеров |
|
|
|
|
|
|
записать в отчет. |
|
|
|
7.10. |
Определить |
величину |
ИОБЩ = dН – dИ, где dH – диаметр шейки до |
|
|
|
общего износа, ИОБЩ, для всех |
начала эксплуатации, dИ – минимальный |
|
|||
|
шатунных шеек, мм. |
|
диаметр шейки. |
|
|
|
|
7.11. Определить величину од- |
И = β ИОБЩ. |
|
|
||
|
ностороннего неравномерного |
|
|
|
||
|
износа, И, для всехАшатунных |
|
|
|||
|
шеек, мм. |
|
|
|
|
|
|
7.12. |
Определить |
нецилинд- |
∆OB = dA–A – dБ–Б; |
|
|
|
ричность шеек, ∆OB и ∆КОН, мм. |
∆КОН = dI–I – dII–II. ля каждой шейки полу- |
|
|||
|
|
|
|
чить два значения овальности и два – ко- |
|
|
|
|
|
|
Днусообразности. Наибольшие значения |
|
|
|
|
|
|
записать в отчет. |
|
|
|
7.13. Определить размер обра- |
Расчет вести по шейке, имеющей наи- |
|
|||
|
ботки шатунных шеек, мм. |
больший износ, dP = d – |
– 2Z. Записи |
|
||
|
|
|
|
расчетов вести в отчет. |
|
|
|
|
И |
|
|||
|
7.14. Назначить категорию ре- |
Сравнить результаты расчета со значе- |
||||
|
монтных размеров РР, dPP, для |
ниями РР и выбрать ближайшее меньшее |
|
|||
|
всех шатунных шеек, мм. |
dPP < dP. Категорию РР, диаметр и допуск |
|
|||
|
|
|
|
записать в отчет. |
|
|
19
|
|
Окончание таблицы 3 |
|
1 |
2 |
|
7.15. Измерить длину первой |
Измерение вести штангенциркулем, губ- |
|
шатунной шейки, мм. |
ками для внутренних измерений. Значение |
|
|
длины записать в отчет. |
|
7.16. Определить величину ра- |
Измерить радиус кривошипа (рис. 2), для |
С |
|
|
|
диуса кривошипа, RКР. |
чего установить первую шатунную шейку |
|
|
в верхнее положение и штангенрейсмусом |
|
|
замерить расстояние а1 до опорной пло- |
|
|
щадки, повернуть коленчатый вал на 180° |
|
|
и замерить расстояние а2. Вычислить RКP |
|
|
= (а1 – а2)/2. |
|
7.17. Определ ть радиальное |
Радиальное биение определяется по сред- |
|
е коленчатого вала. |
ней (относительно крайних) шейке. Для |
|
|
этого стержень индикатора упирают в |
|
б |
|
биен |
среднюю коренную шейку. Обеспечив на- |
|
тяг, поворачивают коленчатый вал, пока |
||
|
|
стрелка не займет одно из крайних поло- |
|
|
жений. Затем поворачивают вал на 180° и |
|
|
определяют новое положение стрелки. |
|
|
Разность между двумя показаниями и оп- |
|
|
ределит биение вала. Величина прогиба |
|
|
вала равна половине величины его бие- |
|
Ания. |
|
1.Перечислите основныеДконструктивные элементы коленчатого вала и его дефекты.
2.Перечислите основные отклонения формыИрабочих поверхностей коленчатого вала.
3.На что влияет наличие овальности шейки вала?
4.Как установить микрометр на «0»?
5.Как определить величину ремонтного размера для шейки коленчатого вала?
6.Что называется дисбалансом?
20