Материал: 10_ТО шестерен, пружин, инструмента
1 2При охлаждении в воде и водных растворах. При охлаждении в масле и горячих средах.
При выборе технологии нагрева под закалку необходимо помнить, что инструментальные стали склонны к обезуглероживанию и окислению. Поэтому нагрев желательно выполнять быстро и с применением защитных атмосфер. Наиболее распространен нагрев в хорошо раскисленных соляных - ваннах. Высокая скорость нагрева в соляных ваннах может вызвать значительные внутренние напряжения, деформацию и образование трещин. Поэтому рекомендуется применять ступенчатый нагрев под закалку для крупногабаритного инструмента сложной формы особенно из легированных и быстрорежущих сталей, имеющих пониженную теплопроводность по сравнению с углеродистыми сталями. Время выдержки при нагреве должно обеспечивать сквозной нагрев инструмента до заданной температуры и полное завершение фазовых превращений.
Температуру и количество подогревов определяют, исходя из состава стали, размеров и конфигурации инструмента, а также с учетом технологических соображений. Рекомендуется назначать повышенные температуры подогрева (при одном подогреве) на 100-150 °С ниже температуры нагрева под закалку. Это позволяет уменьшить выдержку при окончательном нагреве, что в свою очередь понижает размер зерна аустенита и обезуглероживание. Режим нагрева с одним подогревом в основном используется для углеродистых и легированных сталей.
Для инструмента из быстрорежущих сталей нагрев ведется с двумя или тремя подогревами. Первый подогрев совмещается с сушкой и выполняется для инструмента, обрабатываемого в соляных ваннах. Это связано с тем, что загрузка влажных деталей ведет к выбросу (взрыв) расплава из печи- ванны. Этот подогрев выполняется при температурах 200-500 °С и ведется в электрических или газовых печах. Температура второго подогрева выбирается равной 600-650 °С, его назначение понижение термических напряжений при нагреве инструмента с расчетной толщиной более 20 мм. Третий подогрев выполняется при температурах 800-850 °С, он обязателен для инструмента всех размеров, так как обеспечивает понижение и термических, и фазовых напряжений в изделиях. Затем проводится окончательный нагрев до высоких температур.
Время нагрева под закалку определяется размерами инструмента, нагревающей средой и температурой нагрева, устанавливается, исходя из справочных данных, или расчетным методом. Выдержки при окончательном нагреве и подогревах могут быть определены, исходя из табл. 19. Для инструментов из углеродистых сталей нормы выдержки на 15-20% меньше приведенных в таблице.
Таблица 19
Нормы выдержки на 1 мм диаметра (толщины) при нагреве инструмента размером 3 - 75 мм из быстрорежущих сталей
|
Оборудование для нагрева |
Выдержка (с/мм) при нагреве |
до температур, °С |
||
|
750-900 |
950-1 100 |
1 250-1 300 |
||
|
Соляная ванна |
25-30 |
12-15 |
8-10 |
|
|
Пламенная печь |
- |
- |
10-12 |
|
|
Электрическая печь |
70-90 |
- |
- |
|
Примечание. Для печей указано время выдержки при посадке в разогретую печь. Для высокотемпературных ванн приведены нормы выдержки для условий предварительного подогрева.
Охлаждение при закалке должно быть достаточно быстрым, чтобы предотвратить распад аустенита диффузионным путем и получить мартен- ситную структуру при минимальной деформации инструментов и отсутствии трещин. Выбор охлаждающей среды и способы охлаждения определяются в основном маркой стали. Рассмотрим эти способы.
Инструмент из углеродистых сталей с толщиной до 8 мм охлаждают в расплаве солей при 160-180 °С, при толщине более 8 мм охлаждают до 150200 °С в 5 %-ном водном растворе поваренной соли, а затем переносят в масло и выдерживают до полного охлаждения. При этом выдержку в горячей среде принимают равной выдержке при нагреве под закалку. Для крупного сложного по форме инструмента используют прерывистую закалку в двух средах: в воде до температурыМн с переносом в масло или горячий расплав с температурой 160-200 °С, затем на воздухе.
Для инструмента из легированных сталей охлаждение проводится при толщине до 20 мм в расплаве солей с температурой 160-240 °С в течение времени, равного выдержке при окончательном нагреве, далее на воздухе. При диаметре (толщина) инструмента свыше 20 мм охлаждение выполняется в масле.
Быстрорежущие стали закаливают ступенчато в горячих средах, реже в масле. Длинный стержневой инструмент охлаждают в масле до 200-250 °С и передают на правку с последующим охлаждением на воздухе. Остальной инструмент рекомендуется охлаждать ступенчато до 400-550 °С в соляной ванне, далее на воздухе. Инструмент с толщиной более 20 мм подстуживают на воздухе до 300-400 °С. затем передают на отпуск. При всех способах ступенчатой закалки время выдержки в горячих средах принимают равным времени окончательного нагрева инструмента под закалку.
Оптимальная структура быстрорежущих сталей после закалки мартенсит (60-65%), карбиды (5-20%) и остаточный аустенит (13-30%). Значительное количество остаточного аустенита связано с тем, что при комнатной температуре мартенситное превращение не заканчивается. Снизить количество остаточного аустенита до 5-8% можно обработкой холодом с охлаждением до-70 °С, но это сопровождается повышением уровня остаточных напряжений и опасностью возникновения трещин. Поэтому обработку холодом применяют ограниченно только для инструмента высокой точности (измерительный).
Отпуск инструмента проводится после удаления с поверхности остатков солей или масла. Рекомендуется очистку проводить в два этапа: первый - промывка в горячем (70-80 °С) водном растворе 10-15% каустической соды с добавлением жидкого стекла (0,15 % NaSiO3); второй - пассивирование* в водном растворе NaNO2(2 - 3 %) и Na2CO3(0,3 % ) обработка ведется в течение 3-5 мин при 70-80 °С.
Отпуск - это конечная операция, которая уменьшает хрупкость, повышает вязкость, уменьшает уровень остаточных напряжений Параметры отпуска определяются химическим составом стали, требуемой твердостью, которая зависит от назначения инструмента.
Инструменты из углеродистых и легированных сталей подвергают отпуску при температурах 140-200 °С (чаще при 150-180 °С) с последующим охлаждением на воздухе. Выдержка при отпуске инструментов определяется его температурой:
Сл.15. Технология термической обработки рессор и пружин. Закалка и отпуск пружин. Изотермическая закалка. Поверхностное упрочнение рессор 7
Сл.22. Термическая обработка режущего инструмента 13
220 И выше 0,7-1.
Для сохранения высокой твердости (>HRC60) используют отпуск при 140-180 °С, отпуск при 180-200 °С снижает твердость до HRC58, поэтому его применяют редко. Быстрорежущий инструмент подвергают чаще всего трехкратному отпуску при 560-580 °Сс выдержкой по 1 ч с обязательным охлаждением после каждого отпуска на воздухе до 20 °С, иначе в структуре остается неотпущенный мартенсит. Назначение трехкратного отпуска снизить количество остаточного аустенита до 2-3 %, который резко ухудшает режущие свойства инструментов, а также уменьшить внутренние напряжения и повысить вязкость и прочность. В результате отпуска твердость стали практически не изменяется или незначительно возрастает за счет распада остаточного аустенита и дисперсионного твердения мартенсита (рис. 43).
* Пассивирование - химическая обработка в растворе, при которой на поверхности инструмента образуется искусственная пленка, предохраняющая от атмосферной коррозии.

Рис. 43. Влияние числа отпусков при 560°С, 1 ч на твердость, количество остаточного аустенита и прочность стали Р18
Структура отпущенной быстрорежущей стали представляет собой мартенсит отпуска и карбиды без видимых участков остаточного аустенита, границы зерен практически не наблюдаются.
Отпуск следует проводить по возможности сразу после закалки. Это связано как с опасностью возникновения трещин, так и со стабилизацией остаточного аустенита при выдержке более 3-5 ч при комнатной температуре, в результате чего превращение остаточного аустенита при отпуске замедляется. Общая длительность трех отпусков может достигать 15-24 ч, что не позволяет применять их в единых поточных линиях термической обработки инструмента. Поэтому на практике в массовом и крупносерийном производстве, где используются автоматизированные агрегаты, рекомендован к применению кратковременный отпуск при более высоких температурах 580-600 °Сс выдержкой 10-20 мин.
Стойкость инструмента из быстрорежущих сталей можно повысить обработкой паром. В результате такой обработки на поверхности образуется пористый оксид, удерживающий смазку при эксплуатации. Инструмент помещают в герметичный муфель шахтной печи нагревают до 550-600 °С, выдерживают 30-60 мин в атмосфере перегретого пара и охлаждают до 300-350 °С, после чего прекращают подачу пара и охлаждают инструмент на воздухе с последующей немедленной промывкой в горячем масле.
Отпуск для снятия шлифовочных напряжений обязателен для всех сталей, если инструменты после шлифования не цианируют или не оксидируют. Такой отпуск снимает напряжения, способствует превращению аусте-нита, образовавшегося при шлифовании, и в зависимости от условий шлифования повышает стойкость инструмента (рис. 44). Температуры отпуска 350-400 °С, выдержка 30-60 мин и 150-160 °С, 2-3 ч для деталей высокой точности (измерительный инструмент).
Контроль качества инструмента проводится при выполнении закалки, когда проверяются все технологические параметры процесса. Качество закалки инструмента выборочно контролируется микроструктура (размер зерна аустенита), твердость, состояние поверхности (отсутствие разъедания и оплавления, трещин).
Макроструктуру оценивают по излому. Излом должен быть ровный, матово-серый, мелкозернистый. Присутствие блесток свидетельствует о наличии крупного зерна и нафталинистом изломе. Причинами образования крупного зерна служат низкая степень горячей деформации или высокая температура ее окончания (1 050-1 100 °С).
Объем контроля качества закалки зависит от устойчивости технологического процесса и характера производства. В единичном и мелко серийном производстве необходимо контролировать детали каждой партии (садки). В массовом производстве объем контроля составляет 2-3 изделия в смену.
Приемочный контроль качества инструмента должен предусматривать проверку всех параметров, оговоренных чертежом и техническими условиями на термическую обработку, включая визуальную проверку наружных дефектов и качества очистки поверхности, определения деформации (биение или кривизна). Кроме того, контролируется твердость, а также отсутствие трещин. Выборочно на 2-3 деталях от партии (садки) проверяется микроструктура после отпуска.
Технология термической обработки сварного инструмента. Сварной инструмент используется для лучшего его закрепления в станках и во избежание поломок при установке и монтаже. Крепежная (хвостовая) часть инструмента должна иметь твердость HRC35-50 в зависимости от назначения и материала инструмента. Инструменты из углеродистых и легированных сталей, а также короткий инструмент из быстрорежущих изготавливают обычно цельным. При этом хвостовики дополнительно отпускают путем местного нагрева до повышенных температур ~ 600 °С в течение 5-10 мин.
У крупногабаритного инструмента рабочую и крепежную части подвергают раздельной термической обработке (закалка и отпуск). Обработку хвостовой части можно проводить до или после термической обработки режущей части. Сборный инструмент, состоящий из рабочей и крепежной части, соединяют сваркой. При нагреве до высоких (1 050-1100 °С) в зоне сварного шва образуется мартенситная структура, что вызывает опасность возникновения трещин при охлаждении. Поэтому сварные заготовки сразу после сварки помещают в печь, нагретую до 730-760 °С и отжигают по режиму: на-
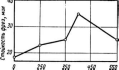
Рис. 44. Влияние отпуска, выполненного после шлифования на стойкость фрез из стали Р18
грев до 820-850 °С, охлаждение до 730-760 °С со скоростью 30-40 °С/ч, выдержка 3-4 ч и последующее охлаждение на воздухе.
При выполнении ОТО как рабочей части инструмента, так и крепежной во избежание образования трещин в зоне сварки инструмент нагревается в соляных ваннах так, чтобы сварной шов выступал над уровнем соли на 1012 мм. Параметры обработки крепежной части выбираются в зависимости от марки стали, однако время нагрева под закалку в соляных ваннах не должно превышать 4-5 мин. Для углеродистых сталей (45, 50) охлаждение при закалке проводится в воде, а для легированных (45Х, 50 Х, 50ХФА) - в масле или расплаве солей при температуре 160-180 °С. Температура отпуска 400-450 °С, что ниже температуры отпуска рабочей части. Часть сварного шва из быстрорежущих сталей нагревают до более низкой температуры, чем рабочую и получают твердость в пределах HRC50-56 , что создает плавный переход в изменении твердости. Сварные инструменты не следует обрабатывать холодом, так как при этом усиливается опасность образования трещин.