Материал: 10_ТО шестерен, пружин, инструмента
Применение холодной пластической деформации в изготовлении инструмента создает наклеп и остаточные напряжения, которые усиливают деформацию при закалке. Это особенно нежелательно для длинномерного сложного по фасону инструмента (протяжки, сверла и др.). Указанные последствия горячей и холодной обработки устраняются ПТО.
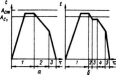
Рис. 40. Схема режимов отжига инструментальных сталей: а - с непрерывным охлаждением; б - с изотермическим охлаждением
Технология ПТО заготовок инструмента включает в основном их отжиг. Он предназначен для повышения обрабатываемости стали резанием, предупреждения нафталинистого излома и подготовки структуры к ОТО. Отжиг должен обеспечить получение структуры зернистого или сорбитообразного перлита с равномерным распределением карбидов легирующих элементов. При этом твердость углеродистых сталей должна быть не более НВ 207-217 для легированных - НВ 241-255, для быстрорежущих - НВ 255-285. Схемы отжига инструментальных сталей приведены на рис. 40,41 и в табл. 16,17 (номера этапов в таблицах и по оси ординат на рисунке одинаковы).
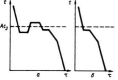
Рис. 41. Схема режимов изотермического отжига с использованием остаточного тепла после горячей деформации: а - отжиг с повторной перекристаллизацией; б - отжиг без повторного нагрева
Температура нагрева и время выдержки определяются по справочникам, исходя из критических точек сталей и габаритов заготовок. При этом желательно в структуре получение аустенита с сохранением некоторой части нерастворенных избыточных карбидов. Для уменьшения термических напряжений с целью обеспечения равномерного нагрева скорость нагрева крупногабаритных заготовок и больших садок должна быть <100 °С/ч для углеродистых и легированных сталей, <50 °С/ч для быстрорежущих сталей. Время выдержки обычно составляет 2-3ч.
Таблица 16
Режимы отжига с непрерывным охлаждением
|
Номер |
Наименование |
Марка инструменталь |
Температура, |
Время выдержки, |
|
этапа |
операции |
ной стали |
°С |
скорость охлажд. |
|
1 |
Нагрев и вы- |
Углеродистые (У7-У13) |
760-780 |
1-2 ч |
|
|
держка (аусте- |
Легированные (ХВГ) |
770-790 |
1-3 ч |
|
|
низация) |
Легированные с Si |
790-810 |
1-2 ч |
|
|
|
(9XC, ХВСГ) |
|
|
|
|
|
Быстрорежущие |
850-870 |
2 -3 ч |
|
2 |
Медленное ох |
Углеродистые |
<500 |
50 °С/ч |
|
|
лаждение |
Легированные |
<500 |
50 °С/ч |
|
|
(распад аусте- |
Быстрорежущие |
<500 |
30 °С/ч |
|
|
нита) |
|
|
|
|
3 |
Окончательное |
Все стали |
<18-20 |
На воздухе |
|
|
охлаждение |
|
|
|
Таблица 17
Режимы изотермического отжига инструментальных сталей
|
№ этапа |
Наименование этапа |
Тип стали |
t, °С |
Выдержка, Vохлаждения |
|
1 |
Нагрев (аустенизация) |
Углеродистые Легированные ЛегированныеSiБыстрорежущие |
760-780 770-790 790-810 850-870 |
1-2 ч 1-2 ч
|
|
2 |
Подстуживание до изотермической выдержки |
Все стали |
- |
С печью |
|
3 |
Изотермическая выдержка |
Углеродистые Легированные Быстрорежущие |
680-700 700-720 730-750 |
1-2 ч
|
|
4 |
Замедленное охлаждение |
Углеродистые Легированные Быстрорежущие |
<500 <500 <500 |
50 °С/ч 50 °С/ч 30 °С/ч |
|
5 |
Окончательное охлаждение |
Все стали |
< 18-20 |
На воздухе |
Режим охлаждения назначают таким образом, чтобы обеспечить завершение распада переохлажденного аустенита в интервале температур 550600 °Сс получением феррито-карбидной смеси требуемой дисперсности. При использовании в качестве ПТО изотермического отжига скорость охлаждения до температуры изотермической выдержки не оговаривается, обычно садка охлаждается в выключенной печи при закрытых дверцах.
С целью экономии тепловой энергии целесообразно выполнять отжиги с использованием тепла предыдущих операций горячей обработки (пайка, сварка, горячая деформация). Если требуется исправить перегретую структуру, то обязательно проведение ускоренного подстуживания заготовок до температур 600-700 °С. Это обеспечивает распад аустенита с получением более дисперсных структур, чем при медленном охлаждении (рисунок 40, а). После чего выполняется отжиг с фазовой перекристаллизацией.
Если нагрев при горячей деформации или сварке не привел к росту зерна аустенита, то повторная перекристаллизация не проводится. В этом случае достаточно контролируемого охлаждения или изотермической выдержки, как при обычном отжиге (рис. 41). Циклический отжиг с числом циклов 3-8 проводится при требованиях высокой чистоты поверхности заготовок при обработки резанием, когда необходимо иметь сфероидизированый мелко- или среднезернистый перлит. Нагрев заготовок под аустенизацию выполняют до 750 °С для углеродистых и легированных сталей и до 850°С для быстрорежущих. Нижняя температура цикла должна находиться в интервале 680-710 °С. Время выдержки при каждом цикле нагрева и охлаждения составляет 0,5-1,0 ч для углеродистых и 0,2-0,5 ч для быстрорежущих сталей.
В качестве ПТО можно проводить высокий отпуск, его выполняют для инструмента из быстрорежущих сталей, чтобы обеспечить правку инструмента (заготовки), полученного горячей деформацией. Параметры отпуска 760-780 °С в течение 15-30 мин с охлаждением на воздухе. Для отпуска применяют скоростной нагрев в соляных ваннах или индукционных печах. После отпуска твердость примерно равна НВ 300, что затрудняет механическую обработку.
Рекристаллизационный отжиг при ПТО применяют для устранения наклепа, снижения твердости и снятия внутренних напряжений после обработок. Основная цель его уменьшение коробления и деформации при последующей закалке. Параметры отжига медленный нагрев до 600-700 °С, выдержке 1-2 ч с охлаждением в печи.
Нормализацию и улучшение применяют в том случае, когда требуется устранить в структуре цементитную сетку или участки с палстинчатым перлитом. Параметры нормализации температура 880-900 °С для углеродистых и 860-880 °С для легированных сталей. При высокой твердости заготовок после нормализации проводится высокий отпуск при 600-650 °С. Улучшение позволяет более полно устранить цементитную сетку и понизить деформируемость инструмента при ОТО. Параметры операций улучшения определяются маркой стали. Нормализацию и улучшение как операции ПТО проводят после черновой механической обработки для заготовок из углеродистых и легированных сталей, используемых для производства инструмента сложной формы, а также резьбового (метчики, плашки).
Карбидный отпуск применяют как вид ПТО для быстрорежущих сталей с целью улучшения их обрабатываемости пластической деформацией и устранения растрескивания при холодной вырубке тонких заготовок (дисковые фрезы). При отпуске сталь нагревается до 720-760 °Сс выдержкой 1,01,5 ч при этом часть мелких карбидов растворяется. Последующее быстрое охлаждение (масло, вода) фиксирует это состояние, что повышает пластичность стали и несколько снижает предел текучести.
При отжиге инструментальных сталей, относящихся к высокоуглеродистым, и поэтому склонных к обезуглероживанию, рекомендуется применять защитные атмосферы или вести нагрев в контейнерах с засыпкой смесями. Защитной средой может быть отработанный карбюризатор или смесь древесного угля 85-90% и кальцинированной соды 10-15%. Для отжига быстрорежущих сталей применяется менее углеродсодержащая среда, которой является чугунная стружка в составе: 50% свежая и 50% отработанная. Без применения защитной среды отжигаются заготовки, которые имеют значительные припуски на последующую механическую обработку.
Время нагрева при посадке в предварительно нагретые печи может ориентировочно определено из расчета: для углеродистых сталей 1 мин /мм толщины нагреваемого слоя заготовок, для легированных 1,5 мин /мм, для быстрорежущих 2 мин /мм. Общая длительность процесса отжига заготовок из углеродистых и легированных сталей достигает 14-18 ч, из быстрорежущих 18-24 ч. При применении циклического отжига это время сокращается до 2-6 ч.
Правильный выбор технологии ОТО инструмента обеспечивает получение требуемого уровня его свойств: высокой твердости, износостойкости, теплостойкости, прочности. Теплостойкость углеродистых и легированных сталей должна быть не ниже 200-250 °С, а быстрорежущих - 600-650 °С. Прочность инструмента зависит от характера распределения карбидов, количества остаточного аустенита и величины напряжений, возникающих в процессе закалки. Инструмент из любой группы сталей в качестве ОТО проходит закалку и отпуск. Наилучшие свойства обеспечиваются структурой мелкоигольчатого или бесструктурного мартенсита с равномерно распределенными избыточными карбидами и по возможности малым количеством остаточного аустенита. Основные факторы, влияющие на результаты закалки: способ, температура и скорость нагрева, продолжительность выдержки при нагреве и условия охлаждения.
Закалка инструмента. Температура нагрева под закалку определяется маркой стали и должна обеспечивать аустенизацию с достаточным насыщением твердого раствора углеродом и легирующими элементами при сохранении мелкого зерна аустенита (10-11 балл). Влияние температуры нагрева под закалку на твердость и количество остаточного аустенита инструментальных сталей представлено на рис. 42. Недогрев при закалке углеродистых и легированных сталей приводит к пониженной твердости, снижая износостойкость и режущие свойства инструмента. Недогревбыстрорежущих сталей резко снижает ее теплостойкость, что проявляется и в снижении твердости стали при отпуске.
Перегрев при закалке выявляется по величине аустенитного зерна. Рост зерна выше 10 балла ведет к понижению вязкости и прочности стали и поэтому недопустим. Для инструмента, работающего без динамических наг рузок допускается размер аустенитного зерна до 9 балла.
Углеродистые и легированные стали подвергают неполной закалке с нагревом до температур на 50-80 °С выше критической точки Ас1 (табл. 18). Нерастворившиеся при нагреве карбиды цементита и карбидов легирующих элементов препятствуют росту зерна аустенита и повышают износостойкость стали.
Нагрев под закалку быстрорежущих сталей ведется до более высоких температур (табл. 18), когда растворяются вторичные карбиды и аустенит насыщается легирующими элементами. Однако часть карбидов с высоким содержанием вольфрамам сохраняется, что обеспечивает мелкое зерно аустенита. Следует отметить, что на практике температуру нагрева под закалку быстрорежущих сталей следует выбирать поплавочно по результатам технологических проб и назначения инструмента. Это связано с тем, что размер зерна зависит от целого ряда факторов, к которым относятся исходная структура, содержание молибдена и неизбежных примесей в данной плавке.
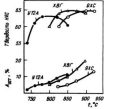
Рис. 42. Твердость и количество остаточного аустенита в структуре углеродистых и легированных сталей в зависимости от температуры нагрева под закалку
Таблица18
Температуранагрева под закалку инструментальных сталей
|
Марка стали |
t, °С |
HRCпосле закалки |
Марка стали |
t, °С |
HRCпосле закалки |
|
|
Углеродистые |
Быстрорежущие |
|||||
|
У 8 А, У9А У10А, У13А |
760-770 1 780-7902 770-7901 790-8102 |
63-65 60-62 63-65 61-63 |
Р18 Р12 Р6АМ5 (Р6М5) Р14Ф4 Р9К5, Р9К10 Р9М4К8 Р8М3К6С Р9М5К5 6Х6В3МФС |
1270-1290 1240-1260 1200-1300 1240-1260 1210-1235 1215-1235 1200-1220 1200-1230 1050-1075 |
62-65 62-65
|
|
|
Л |
егированные |
|||||
|
11ХФ, 13Х ХВГ ХВГС 9ХС |
800-820 830-850 850-870 860-880 |
63-65 63 -66 63-64 63-64 |
||||