Материал: 10_ТО шестерен, пружин, инструмента
После навивки в холодном состоянии пружины проходят низкий отпуск при температуре 175-250°С с выдержкой от 20мин до 1 ч для снятия напряжений, повышения предела упругости и выносливости, релаксационной стойкости и обеспечения стабильности размеров пружин. Конкретное время выдержки зависит от диаметра (толщины) проволоки или ленты. Для отпуска используют печи ванны с горячим маслом или расплавом солей. Для снижения коробления плоских пружин при отпуске необходимо применение специальных штампов.
Сл.18. Термическая обработка пружин из сталей общего назначения, упрочняемых закалкой с отпуском. Для изготовления пружин, упрочняемых закалкой с отпуском, используют углеродистые (65, 75) и легированные (60С2А, 50ХФА, 60С2Н2А) стали, для рессор - только легированные. Пружины из углеродистых сталей, имеющих низкую прокаливаемость, изготавливают из проволоки диаметром до 6 мм. Преимуществами легированных сталей по сравнению с углеродистыми сталями являются повышенная прокаливаемость и более высокие прочностные и пластические характеристики. Однако стали, легированные кремнием, склонны к образованию поверхностных дефектов при горячей обработке, обезуглероживанию и графитизации. В результате обезуглероживания наружной поверхности резко снижается сопротивление длительным нагрузкам и усталостная прочность. Поэтому нагрев пружин и рессор необходимо проводить в защитных средах или соляных ваннах.
Термическая обработка пружин зависит от способа их изготовления. Технологический процесс изготовления пружин горячей навивкой в общем случае включает следующие операции:
- отрезку заготовок, оттяжку или вальцовку концов заготовок в горячем состоянии (950-1150 °С);
- навивку или штамповку в горячем состоянии (800-1000 °С);
- обрубку концов, заточку и шлифование торцов пружин (при необходимости), термическую обработку;
- очистку от окалины гидропескоструйным способом или наклепом дробью.
- контроль качества.
Сл.19. Пружины большого диаметра производят из горячекатаных прутков. Их закаливают в масло после навивки с температуры 840-860°С и подвергают среднетемпературному отпуску 300-470 °С с выдержкой 0,3-1,5 ч. Режимы отпуска определяются диаметром (толщиной) заготовки и требуемыми свойства изделий. При указанных температурах отпуска получается наиболее высокий предел упругости сталей. Во избежание поводки и изменения размера витков ответственные пружины охлаждают при закалке на оправках (рис. 35). Коробление пружины можно устранить при отпуске. Для этого закаленную пружину надевают на оправку и зажимают клином (рис. 36). В таком состоянии проводят отпуск, при отпуске в зажатом состоянии коробление пружин устраняется.
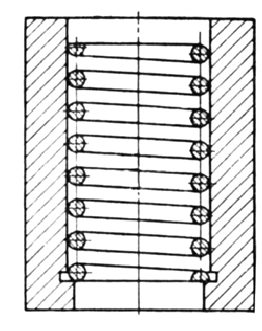
Рис. 35. Приспособление для закалки на оправке пружин сжатия
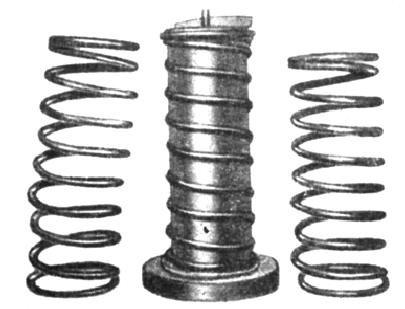
Рис. 36. Вид пружины: а – после закалки; б– на оправке перед отпуском; в – после отпуска
Изотермическая закалка пружин и рессор позволяет получить в структуре сталей нижний бейнит при температуре изотермической выдержки 280…350 °С. Такая структура обеспечивает в изделиях более высокие значения предела упругости, вязкости, усталостной прочности по сравнению с объемной закалкой и отпуском. Кроме того, уменьшается уровень напряжений и склонность стали к хрупкому разрушению при работе. Для повышения предела упругости и релаксационной стойкости после изотермической закалки проводится отпуск при 300-350 °С.
Сл.20. Технология термической обработки рессор включает закалку с отпуском. Для изготовления рессор применяют стали 60С2(А), 50ХГ(А), 60ХГС, 50ХФА и др. Рессорные листы нарезают в холодном состоянии, затем в них пробивают отверстия, оттягивают концы и в горячем состоянии загибают ушки (см. рис. 34). Термическую обработку, например, из стали 50ХГФА, выполняют по следующему режиму. Листы загружают в печь для нагрева под закалку (температура первой зоны 600-700 °С, второй - 800- 850°С и третьей - 850-880 °С). Выдержку дают из расчета 1,2-1,5 мин на 1 мм сечения. После нагрева листы поступают в гибочно-закалочную машину, где производится гибка и закалка с охлаждением в циркулирующем масле с температурой 40-60 °С (рис. 37).
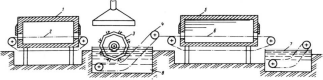
Рис. 37. Схема линии для термической обработки рессорных листов: 1 - конвейерная печь для нагрева под закалку; 2 - конвейер закалочной печи; 3 - гибозакалочный барабан; 4 - конвейер закалочного бака; 5 - отпускная печь; 6 - конвейер отпускной печи; 7 - бак с водой; 8 - бак с маслом
После закалки рессорные листы подвергаются отпуску при 550-600 °С с выдержкой 40-45 мин. Листы в отпускной печи укладывают на ребро. После отпуска охлаждение выполняется в баке с водой для устранения отпускной хрупкости второго рода. Термически обработанные рессорные листы подвергают дробеструйной обработке, что значительно повышает их предел выносливости. Остаточные напряжения сжатия наружных слоев, вызванные обдувкой дробью, уменьшают напряжения растяжения в наружных волокнах изогнутого листа, увеличивая его долговечность.
Сл.21. Контроль качества изделий сводится к наружному 100% осмотру поверхности на отсутствие рисок, волосовин, трещин. Для контроля ответственных пружин применяется магнитная дефектоскопия. Для пружин, проходящих закалку, проверяется твердость. Готовые пружины подвергают следующим видам контроля:
Определению высоты после минимальной и максимальной рабочей нагрузки. Часто используют сжатие (3-10 раз) до соприкосновения витков.
Длительному нагружению (заневоливанию), выполненному путем сжатия при напряжении на 10% выше рабочих, с выдержкой под нагрузкой в течение 10-30 ч. Для менее ответственных пружин используется кратковременное заневоливание на 2-3 мин. Крупные винтовые пружины рекомендуется заневоливать при напряжениях 0,5 σ0,2.
Испытанию на выносливость (число циклов до разрушения), на удар свободно падающим грузом на копре, на кручение с определением крутящего момента и угла закручивания.
Сл.22. Термическая обработка режущего инструмента
Инструменты используются для обеспечения изделиям требуемой формы и для измерения их размеров. Получение заданной формы может быть осуществлено:
- снятием стружки для этого применяется режущий инструмент - резцы, фрезы, сверла, метчики и др.;
- пластической деформацией, когда используется штамповый, ковочный, прессовый, волочильный инструмент, прокатные валки.
Для измерения размеров применяется калиброво-измерительный инструмент (пробки, кольца, скобы, шаблоны и др.).
Выбор материала для инструмента определяется его поведением при эксплуатации, чаще всего числом обработанных деталей. В качестве критериев при выборе стали для инструмента служат:
- высокая твердость и сохранение ее при повышенных температурах (тепло- и красностойкость);
- сопротивление истиранию, высокая стабильность размеров;
- малая чувствительность к перегреву и способность сталей к закалке, определяемая по виду излома закаленных образцов.
Сл.23. Химический состав инструментальных сталей характеризуется повышенным содержанием углерода (выше 0,5%) и наличием карбидообразующих элементов: хрома, вольфрама, молибдена, ванадия. Хром, вольфрам, молибден, растворяясь в цементите, затрудняют диссоциацию карбидов, а, следовательно, замедляют процессы их выделения из мартенсита и коагуляции. Этим они способствуют сохранению твердости до более высоких температур отпуска и эксплуатации. При высоком содержании карбидообразующих элементов при отпуске образуются высокодисперсные карбиды, вызывая при повышенных температурах отпуска возрастание твердости (явление вторичной твердости).
В присутствии хрома и вольфрама весьма эффективно легирование молибденом и ванадием: Молибден повышает устойчивость карбидов против отпуска, а ванадий образует дисперсные карбиды VC.
Из некарбидообразующих элементов благоприятно влияет кремний, затрудняющий диффузию углерода в феррите, и повышающий предел упругости стали.
Особую роль в инструментальных сталях играет кобальт, способствующий диспергированию карбидных частиц. Легирование никелем или его заменителем марганцем ведется в том случае, когда требуется инструмент с повышенной вязкостью. Это чаще всего инструмент, подвергающийся при работе ударам (молотовые штампы, вставки).
Технология термической обработки режущего инструмента определяется материалом для его изготовления и условиями работы.
Сл.24. К режущим элементам относят резцы, сверла, фрезы, протяжки, метчики и др. (рис. 38).
При резании часть работы переходит в тепло, которое разогревает режущую кромку инструмента. Поэтому для такого инструмента важна не только высокая твердость, но и сохранение ее при повышенных (рабочих) температурах. Повышение температуры режущей кромки инструмента зависит от твердости обрабатываемого материала и параметров режима резания (толщины снимаемой стружки и скорости резания). Эти условия определяют выбор стали для режущего инструмента.
Необходимая минимальная твердость инструмента при резании по металлу должна быть не менее HRC60-62. При нормальной подаче и невысоких скоростях резания (10-20 м/мин) нагрев режущей кромки составляет не более 200-300 °С, что позволяет применять для инструмента углеродистые и низколегированные стали с неглубокой прокаливаемостью.
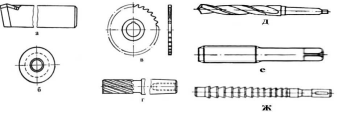
Рис. 38. Виды режущего инструмента: а,б - резцы плоский и круглый соответственно; в, г - фрезы отрезная и концевая соответственно; д - сверло спиральное; е - метчик; ж - протяжка
При высокой твердости обрабатываемого резанием материала или повышенных скоростях резания (30-50 м/мин) режущая кромка нагревается до 500-600°С, что требует применения высоколегированных сталей типа быстрорежущих, содержащих в структуре до 30% специальных карбидов. При нагреве режущей кромки инструмента выше 600 °С высокую твердость сохраняют инструменты, изготовленные из твердых сплавов, в которых содержание карбидов составляет 80-90 %.
Сл.25. В целом инструментальные стали для изготовления режущего инструмента можно условно разделить на три основные группы:
Углеродистые инструментальные стали (ГОСТ 1435-74);
Легированные инструментальные стали для режущего и измерительного инструмента (ГОСТ 5950-73) не глубокой и глубокой прокаливаемости;
Быстрорежущие стали (ГОСТ 19265-73). Принято подразделять эти стали на нормальной и повышенной производительности.
Характеристика инструментальных сталей для режущего инструмента. Углеродистые инструментальные стали (У7-У13) качественные и высококачественные применяются для изготовления режущего инструмента в основном для ручной работы, когда инструмент испытывает небольшие нагрузки и работает практически без разогрева. Стали имеют низкую прокали-ваемость и теплостойкость, малую устойчивость переохлажденного аустени- та, чувствительны к перегреву. К достоинствам этих сталей относится:
Возможность сохранения вязкой сердцевины, что позволяет выдерживать инструменту повышенные динамические нагрузки;
После закалки иметь в структуре малое количество остаточного ау-стенита (5-8%), который при работе распадается, что обеспечивает высокое сопротивление пластической деформации режущей кромки;
Низкая твердость в отожженном состоянии (НВ 150-170), что облегчает изготовление инструмента пластической деформацией (накатка, плющение, насечка) и обеспечивает хорошую обрабатываемость резанием;
Сохранять чистую поверхность при закалке в воде.
Легированные инструментальные стали неглубокой прокаливаемо-сти содержат незначительное количество хрома (0,4-0,7 %) и ванадия (0,150,30%). В эту группу входят следующие марки сталей: 7ХФ, 9ХФ, 11ХФ, 13Х. Малая концентрация легирующих элементов позволяет сохранить, в основном, преимущества углеродистых сталей, уменьшив их недостатки, в частности, чувствительность к перегреву.
Данные стали применяют для деревообрабатывающего инструмента (долота, пилы - 7ХФ, 9ХФ); инструмента, испытывающего ударные нагрузки (зубила, пуансоны - 7ХФ); метчики и развертки небольшого сечения до 30 мм, закаливаемые в масло - сталь 11ХФ; шаберы, гравильный инструмент - 13 Х.
Легированные инструментальные стали глубокой прокаливаемости содержат до 4-5% легирующих элементов (хром, вольфрам, кремний, марганец). Более высокая устойчивость легированного аустенита позволяет получить высокую твердость стали после термической обработки (HRC62-68) в сечениях до 25-90 мм. В эту группу входят стали ХВГ, ХВСГ, 9ХС.
Сталь ХВГ используется для режущего инструмента, склонного при термической обработке к короблению (длинные метчики, развертки, протяжки и т.п.). Из-за повышенного содержания углерода (0,90-1,05%) и карбидообразующих элементов (хром, вольфрам 2,1-3,8%) сталь имеет повышенную карбидную неоднородность. А высокое содержание марганца (0,80-1,10%) приводит к сохранению после закалки до 20% остаточного аустенита, что снижает деформацию при закалке.
Сталь ХВСГ содержит пониженное суммарное количество хрома и вольфрама (1,3-2,1%) и имеет меньшую карбидную неоднородность, что позволяет применять ее в инструментах большего поперечного сечения, чем сталь ХВГ. Это круглые плашки, развертки, зенкеры. Дополнительное легирование кремнием в количестве 0,65-1,0% повышает устойчивость стали против отпуска и прокаливаемость.
Меньшее содержание углерода в стали 9ХС (0,85-0,95%)позволяет практически устранить в структуре карбидную неоднородность. Это связано и с пониженным содержанием карбидообразующих элементов не более 1,25% хрома. К достоинствам стали следует отнести невысокую чувствительность к перегреву и низкое содержание остаточного аустенита после закалки (6-8%). Однако легирование кремнием, повышает твердость стали после отжига, что ухудшает ее обрабатываемость. Кроме того, кремний увеличивает склонность стали к обезуглероживанию, и повышает ее хрупкость. Данная сталь применяется для производства инструмента, рабочая часть которого расположена ближе к середине прутка (круглые плашки, сверла, развертки, метчики).
Быстрорежущие стали значительно превосходят углеродистые и легированные инструментальные стали по теплостойкости, что дает возможность применять их для резания с повышенными и высокими скоростями или для труднообрабатываемых материалов. Повышенная теплостойкость сталей связана с легированием большим количеством вольфрама и молибдена при условии £ [W+ (1,4-1,5)-Мо] = 12-13 % и закалкой с высоких температур (1200-1 300 °С).
Вольфрамо- и вольфрамомолибденовые стали относятся к сталям нормальной производительности. В эту группу входят стали: Р6М5, Р6АМ5, Р8М3, Р12, Р18. Стали, легированные вольфрамом и молибденом менее дефицитны, чем вольфрамовые, так как содержат до 5% Мо и не менее 6% W. Замена вольфрама молибденом из расчета Мо :W= 1 : (1,4-1,5) незначительно уменьшает теплостойкость сталей, но они менее дефицитны. Однако молибден увеличивает склонность сталей к обезуглероживанию, разнозерни-стости и перегреву. Поэтому температура нагрева вольфрамомолибденовых сталей под закалку должна быть ниже, чем сталей только с вольфрамом. Эта группа сталей применяется для резания со скоростями 30-50 м/мин. Более высокие скорости резания обеспечиваются при использовании инструмента, изготовленного из сталей Р12 и Р18. Сталь Р8М3 в отличие от стали Р6М5 имеет большую устойчивость против перегрева, меньшую обезуглероживае-мость при нагреве под закалку и лучшую стабильность свойств после термической обработки.
Быстрорежущие стали повышенной производительности, содержащие значительное количество ванадия (Р14Ф4), кобальта (Р9К5, Р9К10) или молибдена и кобальта (Р9М4К8, Р6М5Ф3, Р8М3К6С, Р9М5К5 и др.), предназначены для инструмента, работающего с высокими скоростями резания или для обработки материалов с твердостью HRC40-45, а также аустенитных сталей и жаропрочных сплавов. Наиболее применимы на практике из перечисленных марок стали Р9М4К8 и Р6М5Ф3. Рост теплостойкости сталей сопровождается падением их вязкости и прочности, а в ряде случаев и горячей пластичности и шлифуемости. Эти недостатки устраняются при изготовлении инструмента спеканием порошков указанных сталей.
Легирование кобальтом значительно повышает теплостойкость и вторичную твердость HRC67-70, но при этом понижается прочность и вязкость инструмента, который должен эксплуатироваться без ударных нагрузок.. Ванадий при высоком содержании углерода (0,8-1,5%) усиливает дисперсионное твердение, повышает износостойкость, теплостойкость до 670 °С и вторичную твердость HRC65-67, но ухудшает шлифуемость особенно при содержании более 3%.
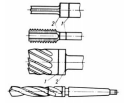
Рис. 39. Место сварки режущего инструмента: 1 - правильно; 2 - неправильно
Крупногабаритные концевые инструменты диаметром 8-60 мм (сверла, метчики, развертки, фрезы, зенкеры и др.) изготавливаются сборными. Так для корпусов сборного инструмента и хвостовых частей применяются конструкционные углеродистые (45, 50) и легированные стали (40Х, 45Х, 50ХФА, и др.). Сборный инструмент изготавливается в основном сваркой (рис. 39).
Маршрутная технология получения режущего инструмента в общем случае включает следующие операции:
Приготовление расплава и литье слитков;
Горячую деформацию слитков (прокатка или ковка);
Резку в меру и изготовление заготовок (предварительное формообразование) с применением сварки, горячей и холодной пластической деформации;
Предварительную смягчающую термическую обработку (ПТО) для улучшения обрабатываемости стали и подготовки структуры для ОТО;
Механическую обработку (окончательное формообразование) на металлорежущих станках или методом холодной деформации (насечка и др.);
Окончательная термическая обработка (ОТО), обеспечивающая требуемые свойства;
Шлифовку, заточку инструмента, дополнительную термическую обработку для улучшения поверхностного слоя;
Контроль качества.
Режущие инструменты из углеродистых и легированных сталей в основном изготавливают на металлорежущих станках из отожженного проката. Также получают и тонкий инструмент (диаметром 6-8 мм) из быстрорежущих сталей. Основную часть быстрорежущего инструмента в целях экономии высоколегированной стали получают из заготовок близких по форме к окончательной конфигурации инструмента. Для этого применяется ковка, прокатка периодических профилей, продольно-винтовая прокатка спиральных сверл, горячая штамповка метчиков и дисковых фрез, прессование сверл и другие малоотходные процессы горячей деформации.
При изготовлении сборного инструмента сваркой или пайкой (нагрев до 1 050-1 180 °С) сталь приобретает измененную структуру и повышенную твердость, хрупкость, что затрудняет обработку резанием. Кроме того, перегрев создает опасность образования нафталинистого излома при последующей закалке, применяемой в ОТО.