Материал: записка фрезерование
У
3
17
Листов
Лит.
Лист









Содержание
Введение 4
1 Технологический маршрут механической обработки детали 5
2 Расчет режимов резания, сил и мощности резания 6
3 Обоснование выбора элементов и устройств приспособления 7
4 Расчетная схема и силовой расчет приспособления 8
5 Расчет и выбор параметров механизированного привода 10
6 Прочностные расчеты деталей приспособления 11
7 Выбор расчетного параметра точности приспособления 12
8 Установление допусков на звенья размерной цепи
приспособления 13
9 Описание конструкции приспособления и принципа его работы 14
Список использованной литературы 15
Приложение А 16
Введение
Станочными приспособлениями называются дополнительные устройства к металлорежущим станкам, позволяющие наиболее экономично в заданных производственных условиях обеспечить заложенные в конструкции детали требования к точности размеров, формы и взаимного положения обрабатываемых деталей.
К станочным приспособлениям относятся: устройства для установки и закрепления обрабатываемых деталей на станках, устройства для установки и крепления режущего инструмента на станках.
В современных производствах роль таких устройств настолько велика, что во многих случаях приспособлениях «сливаются» со станком так, что трудно найти границу между станком и приспособлением к нему. Существует, однако, множество типовых приспособлений в виде отдельных самостоятельных агрегатов, которые изготавливаются на специализированных заводах.
Правильность установки обрабатываемых деталей в приспособлении достигается применением специальных установочных элементов. Однако определившееся установочными элементами положение детали может быть нарушено а процессе обработки под действием сил резания. Чтобы этого не произошло, производят крепление детали в приспособлении с помощью специальных зажимных устройств.
Помимо указанных элементов, в приспособлениях используются: делительные устройства, предназначенные для изменения положения обрабатываемой детали в приспособлении без нарушения ее положения обрабатываемой детали в приспособлении без нарушения ее положения, относительно инструмента; детали и механизмы управления, предназначенные для приведения в действие приспособлений.
1 Технологический маршрут механической обработки детали
Технологический маршрут механической обработки детали представляется в виде таблицы 1.
Таблица 1- Технологический маршрут механической обработки детали
Наименование и содержание операции |
Наименование и модель станка |
Схема базирования и операционный эскиз обработки |
Режущий, мерительный инструмент |
Скорость резания V, м/мин |
Подача S, мм/об |
Глубина резания t, мм |
005 Фрезерно-центровальная
Центрование торцев |
2Г942 |
|
|
|
|
|
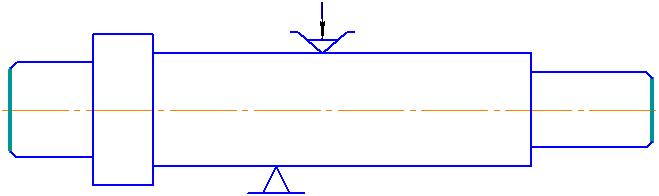
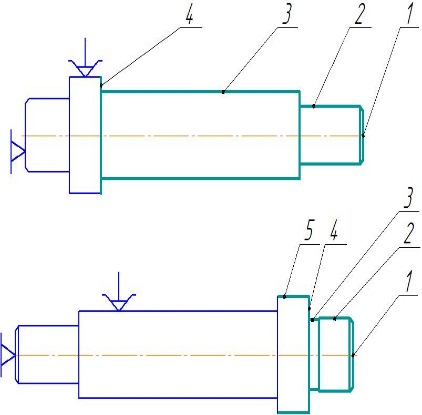
010 Токарная
Установ 1 Точить торец 1 и поверхности 2,3,4
Установ 2 Точить торец 1 и поверхности 2,3,4,5
|
1А616 |
|
Резец проходной Т15К6 ГОСТ 18877-73 Штангенциркуль ГОСТ 166-80 |
|
|
|
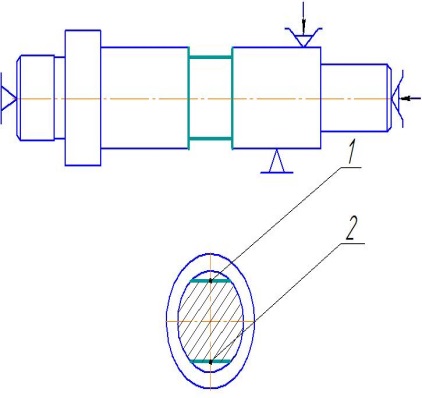
015 Фрезерная
Установ 1 Фрезеровать лыску 1
Установ 2 Фрезеровать лыску 2
|
ВФ130 |
|
Фреза концевая d=20 мм ГОСТ17025-71 Штангенциркуль ГОСТ 166-88
|
19.78 |
0,09 |
8 |
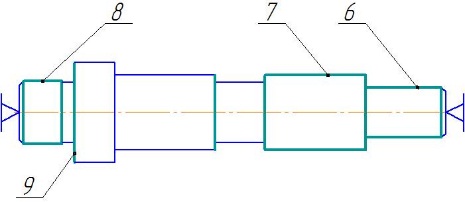
020 Шлифовальная Шлифовать 6,7,8,9 |
3А423 |
|
Круг ГОСТ 2424-83 |
|
|
|
025 Контрольная |
Стол ОТК |
|
|
|
|
|
2 Расчет режимов резания, сил и мощности резания
Фрезерование паза выполняется на вертикально фрезерной операции 15.
Станок модели ВФ130. Инструмент – фреза концевая Ø20.
Подача на 1 зуб фрезы SZ=0,018 мм/зуб. [1]
Подача на 1 оборот [1]

Скорость резания [2]

где Vтабл. – табличное значение скорости;
K1, К2, К3 – поправочные коэффициенты;
Vтабл=26 м/мин; K1=0,8; K2=0,9; K3=1,0

Частота вращения шпинделя
 ,
,
Принимаем по паспорту станка nп=315 мин-1
Действительная скорость резания
 ,
,

Рассчитываем окружную силу РZ при фрезеровании по формуле [1]
Cp=68,2; t=8; Sz=0,018; B=18; z=2; D=20; n=315; x=0,86; y=0,72; u=1,0; q=0,86; w=0; KMP=0,82


Крутящий момент при фрезеровании


3 Обоснование выбора элементов и устройств приспособления
При выполнении данной операции деталь базируется по цилиндрической поверхности и торцу вала. Следовательно, базирующая деталь в приспособлении может быть в виде цилиндра.
Предусмотрен поджим детали при помощи использования пневматического привода двойного действия.
4 Расчётная схема и силовой расчёт приспособления
Для расчёта силы закрепления детали составляем расчётную схему сил, действующих на деталь при фрезеровании (рисунок 1)
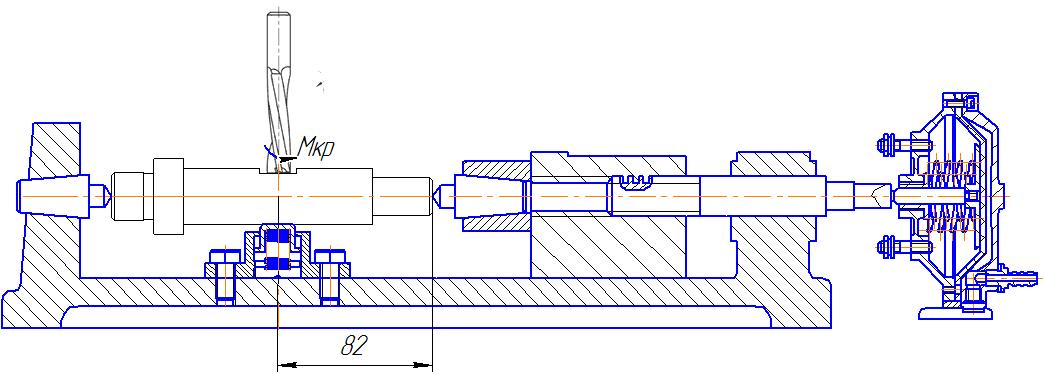
Рисунок 1- Расчётная схема сил
Рассчитываем необходимую силу закрепления (силу на штоке) по формуле:
где k-коэффициент запаса;
Px.y – силы резания при фрезеровании;
f – коэффициент трения, f=0,25
l- расстояние от центра шпоночного паза до торца детали, к которому приложено усилие.
Коэффициент запаса рассчитывается по формуле:

где К0 – гарантированный коэффициент запаса (К0 = 1,5);
К1 – коэффициент, учитывающий состояние поверхности заготовки
(К1 =1,0);
К2 – коэффициент, учитывающий увеличение силы резания от затупления инструмента (К2 = 1,25);
К3 – коэффициент, учитывающий увеличение силы резания при прерывистом точении (К3 = 1,0);
К4 – коэффициент, учитывающий постоянство силы зажима, развиваемой приводом приспособления (К4 = 1,0);
К5 – коэффициент, учитывающий эргономику ручных зажимных элементов (К5 = 1,0);
К6 – коэффициент, зависящий от способа установки заготовки (К6 = 1,0).

Принимаем коэффициент запаса k = 1,5.

5 Расчёт и выбор параметров механизированного привода
Привод должен обеспечивать усилие на штоке. В приспособлении принят пневматический привод двойного действия.
Определяем диаметр диафрагмы:

где D-диаметр диафрагмы, м;
P- давление сжатого воздуха, P=0,4-0,6 МПа;
Принимаем стандартное значение диаметра диафрагмы D = 32 мм.
Тогда диаметр опорной шайбы

6 Расчёт деталей приспособления на прочность
При закреплении детали максимальную нагрузку воспринимает шток привода. Самым слабым элементом штока является резьба М10, с помощью которой шток соединён с поршнем. Условие прочности резьбы имеет вид:
где d- наружный диаметр резьбы;
d1 – внутренний диаметр резьбы;
z- число витков резьбы;
 -
допускаемые напряжения на смятие.
-
допускаемые напряжения на смятие.


d=10 мм; d1= 8 мм.

 ;
;
 (для стали 40ХН).
(для стали 40ХН).


Таким
образом, прочность резьбы М10 обеспечивается,
т.к. ,
т.е. 0,6<288.
,
т.е. 0,6<288.
7 Выбор расчётного параметра
Расчётными параметрами точности приспособления являются:
1. Допуск параллельности плоскости Г относительно плоскости В.
На чертеже детали отсутствуют требования к перпендикулярности лыски относительно торцовой плоскости.
Паз имеет размер 20Н15, допуск на него составляет Т=840 мкм.
Допуск перпендикулярности паза T = 0,24 мм.
8 Определение допусков на звенья размерной цепи приспособления и расчет приспособления на точность
Допуск на изготовление приспособления рассчитываем по формуле:

где
 – погрешность базирования;
– погрешность базирования;
 -
погрешность закрепления;
-
погрешность закрепления;
 -
погрешность установки приспособления
на станке;
-
погрешность установки приспособления
на станке;
 -
погрешность положения детали из-за
износа установочных элементов
приспособления;
-
погрешность положения детали из-за
износа установочных элементов
приспособления;
 -
погрешность от перекоса (смещения)
инструмента,
-
погрешность от перекоса (смещения)
инструмента,
 ;
;