Материал: Записка[1]
Нормирование технологической операции [7].
Нормирование вспомогательных технологических переходов оформляется в виде таблицы 2.
Таблица 2. Нормирование вспомогательных переходов
-
Содержание технологических переходов
Тв, мин
1. Взять деталь (масса детали 2,73 кг), установить в кондукторе, снять деталь и отложить
0,14
2. Закрепить и открепить деталь с помощью гайки
0,2
3. Установить сверло Ø9 в быстросменном патроне и снять
0,09
4. Поставить кондукторные втулки Ø9 и снять
0,56
5. Подвести сверло в вертикальном направлении (ввести в кондукторную втулку)
0,08
6. Установить частоту вращения шпинделя рукояткой
0,08
7. Установить подачу рукояткой
0,08
8. Включить станок кнопкой
0,02
9. Включить подачу рукояткой
0,02
10. Сверлить восемь отверстий Ø9 на длину 20 мм
0,72
11. Выключить подачу рукояткой
0,02
12. Вывести сверло из отверстия на 100 мм
0,02
13. Выключить станок кнопкой
0,02
14…20. Повторить переходы 3…9 для зенкера Ø9,8 и кондукторной втулки Ø9,8
0,93
21. Зенкеровать восемь отверстий Ø9,8 на длину 18 мм
0,56
22…24. Повторить переходы 11…13
0,06
25…31. Повторить переходы 3…9 для развертки Ø10Н8 и кондукторной втулки Ø10Н8
0,93
32. Развернуть восемь отверстий Ø10Н8 на длину 24
0,56
33…35. Повторить переходы 11…13
0,06
36. Очистить приспособление от стружки щеткой
0,08
Итого:
5,23
В таблице не учтено время на измерение детали, входящее в состав вспомогательного времени. В данном случае время на измерение, учитывая периодичность (2% на измерение отверстий, размер которых определяется конструктивными размерами режущих инструментов, какими являются сверла, зенкеры, развертки) перекрывается основным машинным временем.
Время на техническое обслуживание рабочего места – смену режущих инструментов не учитываем, т.к. работа осуществляется с применением быстросменных патронов и втулок, в которых заранее установлены все режущие инструменты (сверло, зенкер, развертка).
Время на техническое и организационное обслуживание должно быть учтено. Это время определяется в процентах от оперативного времени (ТОП = ТО + ТВ)
 (14)
(14)
Время перерывов на отдых и личные надобности устанавливается также в процентах от оперативного времени. В данном случае
 (15)
(15)
Таким образом штучное время
 (16)
(16)
Принятый порядок последовательности обработки отверстия на радиально-сверлильном станке определяет условия серийного производства с концентрацией обработки на одном рабочем месте.
Для уточнения типа производства, а, следовательно, и выбора конструкции кондуктора необходимо сравнить штучное время (ТШТ) с тактом выпуска (tВ).
Определим такт выпуска
 ,
(17)
,
(17)
где FД – годовой фонд времени, при 2-х сменной работе, ч;
N – программа выпуска, шт.
Так как штучное время не превышает такт выпуска, то для обеспечения заданной годовой программы достаточно одного станка.
3 Расчет приспособления на точность
На основании вышеизложенного принимаем предложенную конструкцию одноместного кондуктора, жестко закрепленного на столе радиально-сверлильного станка с быстросменными кондукторными втулками с ручным закреплением детали.
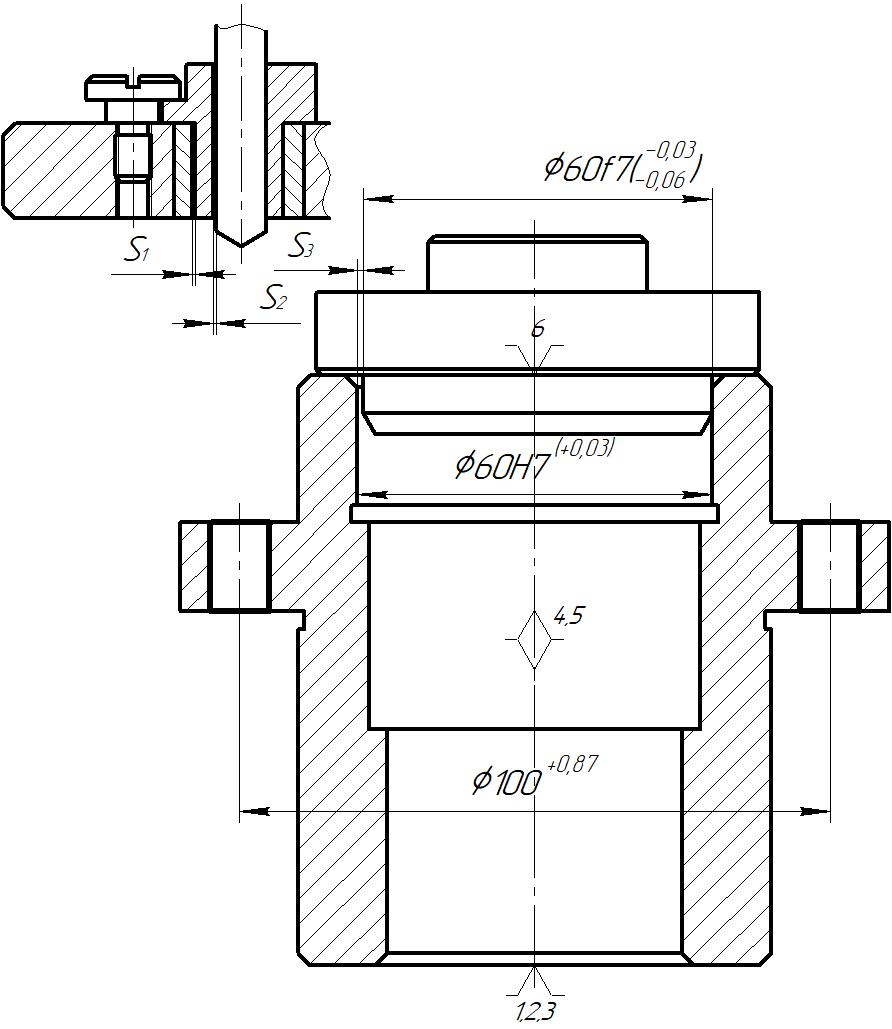
Рисунок 3 – Схема к расчету точности
При расчете точности необходимо определить погрешности изготовления и сборки элементов приспособления в зависимости от параметров, заданных на чертеже детали, а именно:
- допуск на размер 100 мм, диаметр центровой окружности, составляет +0,87 мм.
Допуски на диаметры отверстий кондукторных втулок для прохода сверл и зенкеров устанавливают по посадке f7, для разверток – по посадке g7 системы вала. Определим допустимую погрешность изготовления кондуктора, обеспечивающую получение размера 100+0,87 по формуле [3]
 (18)
(18)
где δ1 – допуск на размер заданный в детали, мм;
ƩS – сумма зазоров, мм;
Ʃе – сумма эксцентриситетов, мм.
Сумма зазоров для данного случая определяется по формуле
 (19)
(19)
где S1 – максимальный зазор между быстросменной и постоянной втулкой,
мм;
S2 – максимальный зазор между быстросменной втулкой и инструментом,
мм;
S3 – максимальный радиальный зазор между отверстием Ø60Н7 и
оправкой Ø60f7, мм.
Максимальный
зазор между быстросменной и промежуточной
втулкой (S1)
определяется исходя из величины полей
допусков на данные элементы, так для
наружной поверхности быстросменной
втулки
 ,
а для отверстия промежуточной –
,
а для отверстия промежуточной –
 .
Таким образом,
.
Таким образом,
 .
.
Максимальный
зазор между (S2)
быстросменной втулкой и инструментом,
определяется исходя из величин полей
допусков на данные элементы, так,
соответственно, для отверстия втулки
поле допуска
 ,
а для режущего инструмента (развертки)
поле допуска
,
а для режущего инструмента (развертки)
поле допуска
 по ГОСТ 13779-77. Таким образом,
по ГОСТ 13779-77. Таким образом,
 .
.
Максимальный
радиальный зазор между отверстием Ø и оправкой Ø
и оправкой Ø соответственно составит
соответственно составит
 .
.
Сумма эксцентриситетов
 ,
(20)
,
(20)
где е1 и е2 – допустимые эксцентриситеты быстросменной (D=15 мм) и
постоянной (D=22 мм) втулок, мм.
По ГОСТ 18435-73 радиальное биение поверхности d относительно D для втулок с полем допуска n6, m6 определяется по 4 степени точности ГОСТ 24643-81.
Для d1 = 15, е1 = 0,005 мм, для d2 = 22, е2 = 0,006 мм.
Тогда

Следовательно,
поле допуска на диаметр центровочной
окружности, которое необходимо указать
на чертеже: Ø .
.
4 Расчет зажимных усилий
Для обеспечения надежного закрепления детали при обработке необходимо, чтобы с помощью зажимных элементов и устройств базовые поверхности детали были бы прижаты к опорным элементам.
Расчет усилия зажима производится, решая задачу статики на равновесие твердого тела (заготовки) под действием системы внешних сил.
В процессе обработки отверстия обрабатываемая заготовка находится под воздействием крутящего момента М и осевого усилия Ро. Сила подачи и сила зажима действуют в одном направлении, прижимая заготовку. Под действием крутящего момента резания М деталь стремится повернуться вокруг оси. Этому противодействует момент трения Мтр, создаваемый осевым усилием зажима W.
Расчётная схема установки заготовки в приспособлении представлена на рисунке 4 [1].
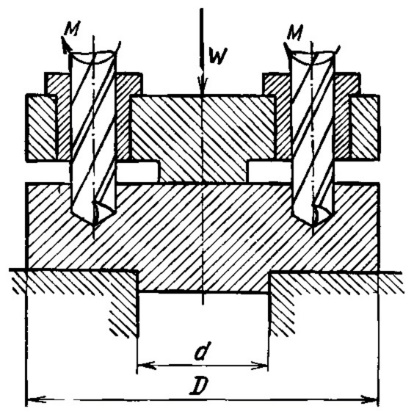
Рисунок 4 – Схема к расчету усилия зажима
Сила зажима заготовки определяется по формуле [1]
 ,
(21)
,
(21)
где М – крутящий момент, создаваемый сверлом, Н×м;
n – число одновременно работающих сверл;
К – коэффициент запаса;
d – наименьший диаметр опорной поверхности, м;
D – наибольший диаметр опорной поверхности, м;
f – коэффициент трения на рабочих поверхностях зажимов.
Коэффициент запаса является комплексной величиной, значение которого определяется по формуле [2]
 ,
(22)
,
(22)
где К0 – гарантированный коэффициент запаса;
К1 – коэффициент, учитывающий увеличение сил резания из-за случайных
неровностей на обрабатываемых поверхностях заготовок;
К2 – коэффициент, учитывающий увеличение сил резания вследствие
затупления режущего инструмента;
К3 – коэффициент, учитывающий прерывистость резания;
К4 – коэффициент, учитывающий непостоянство сил закрепления;
К5 – коэффициент, учитывающий непостоянство сил закрепления при
ручном приводе;
К6 – коэффициент, учитывающий непостоянство положения сил на
поверхностях контакта установочных элементов с заготовкой.

Согласно рекомендации [2]: К=2,5.
Тогда требуемая сила зажима заготовки составит
Минимальный внутренний диаметр резьбы шпильки, исходя из усилия зажима, определяется по формуле
 ,
(23)
,
(23)
где [σ] – допускаемое напряжение растяжения, МПа.
Исходя из конструктивных соображений, целесообразно принять шпильку М20х230.58 по ГОСТ 22040-76. Внутренний диаметр резьбы М20х2,5-8е равен dвн=16,933 мм.