Материал: Записка[1]
Министерство образования Республики Беларусь
Учреждение образования
«Гродненский государственный университет имения Янки Купалы»
Специальность: 1-360104 «Оборудование и технологии высокоэффективных процессов обработки материалов»
Группа: ОиТВПОМ-181
КУРСОВАЯ РАБОТА
Тема: Разработка конструкции приспособления для обработки
отверстий Ø10Н8
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Выполнил: А.В. Субоч
Руководитель работы: А.В. Севашко
Допущен к защите
Заведующий кафедрой МиРТ
____________ _____________
«___»____________20__
2020
Содержание
-
Введение
4
1 Назначение детали и ее характеристика
6
2 Разработка технологической операции
7
2.1 Выбор метода обработки поверхности
7
2.2 Выбор оборудования, режущего и вспомогательного
инструмента
7
2.3 Разработка схемы базирования
8
2.4 Расчет режимов резания и нормирование технологической
операции
9
3 Расчет приспособления на точность
15
4 Расчет зажимных усилий
18
5 Разработка конструкции приспособления
21
Заключение
25
Список использованных источников
26
Введение
Технологической оснасткой называют приспособления, контрольно-измерительные устройства и металлорежущий инструмент для машиностроительных предприятий. Причем, приспособления являются наиболее сложной и трудоемкой ее частью.
Технологическая оснастка является важнейшим фактором осуществления технического процесса в машиностроении. В промышленности эксплуатируется более 25 миллионов специальных станочных приспособлений. Затраты на изготовление технологической оснастки приблизились к затратам на изготовление металлорежущих станков.
Приспособлениями в машиностроении называют дополнительные устройства к технологическому оборудованию, применяемые при выполнении технологических операций (обработке заготовок, сборке изделий, контроле и др.).
За счет использования приспособлений:
- устраняется необходимость разметки заготовок и выверки их при установке на станках;
- расширяются технологические возможности металлообрабатывающего оборудования;
- возрастает производительность труда;
- повышается точность обработки, сборки и качество изделий;
- обеспечивается возможность многостаночного обслуживания, применения прогрессивных норм времени, снижения необходимой квалификации и численности рабочих;
- создаются условия для механизации и автоматизации процессов производства;
- снижается себестоимость продукции;
- улучшаются условия и безопасность труда, снижается аварийность.
Приспособления должны быть:
- удобными и безопасными в работе;
- быстродействующими;
- достаточно жесткими для обеспечения заданной точности обработки;
- удобными для быстрой установки на станок, что особенно важно при периодической смене приспособлений в серийном производстве;
- простыми и дешевыми в изготовлении;
- доступными для ремонта и замены изношенных деталей.
1 Назначение детали и ее характеристика
Деталь "Стакан" используется в станкостроении, предназначена для точной установки валов, поэтому к ней предъявляются высокие требования по точности, по биению и шероховатости.
Деталь имеет цилиндрическую форму с фланцевой частью, предназначенной для крепления детали к стенке корпуса. В центральном отверстии имеются концентрично выполненные расточки, куда устанавливаются подшипники в которые запрессовываются концы вращающихся валов.
От качества изготовления стаканов зависит надёжность и долговечность работы изделий и поэтому совершенствованию технологии их изготовления постоянно уделяется самое серьёзное внимание.
Среди обрабатываемых поверхностей с повышенной точностью обрабатываются исполнительные поверхности. Как правило, их относительное положение оговаривается специальными требованиями, на обеспечение которых необходимо обратить внимание при выборе баз и последовательности их обработки. Кроме функциональных, с высокой точностью обрабатываются поверхности основных баз, т.е. те поверхности, которыми деталь устанавливается (базируется) в корпусе.
Данная деталь – стакан, относится к группе цилиндрических изделий. Основное предназначение – точная установка валов. Для установки подшипников качения предусмотрены два отверстия Ø50Н7, Ø60Н7. Базирование стакана в корпусе осуществляется по поверхности Ø80h6 с упором в торец фланцевой поверхности Ø120. Для крепления стакана к корпусу на фланцевой поверхности предусмотрены восемь отверстий Ø10Н8.
2 Разработка технологической операции
2.1 Выбор метода обработки поверхности
Обработка восьми отверстий Ø10Н8, с шероховатостью Ra=6,3 мкм, будет производится в следующей последовательности [4]:
1. Сверление восьми отверстий диаметром 9 мм.
2. Зенкерование восьми отверстий диаметром 9,8 мм.
3. Развертывание восьми отверстий диаметром 10 мм.
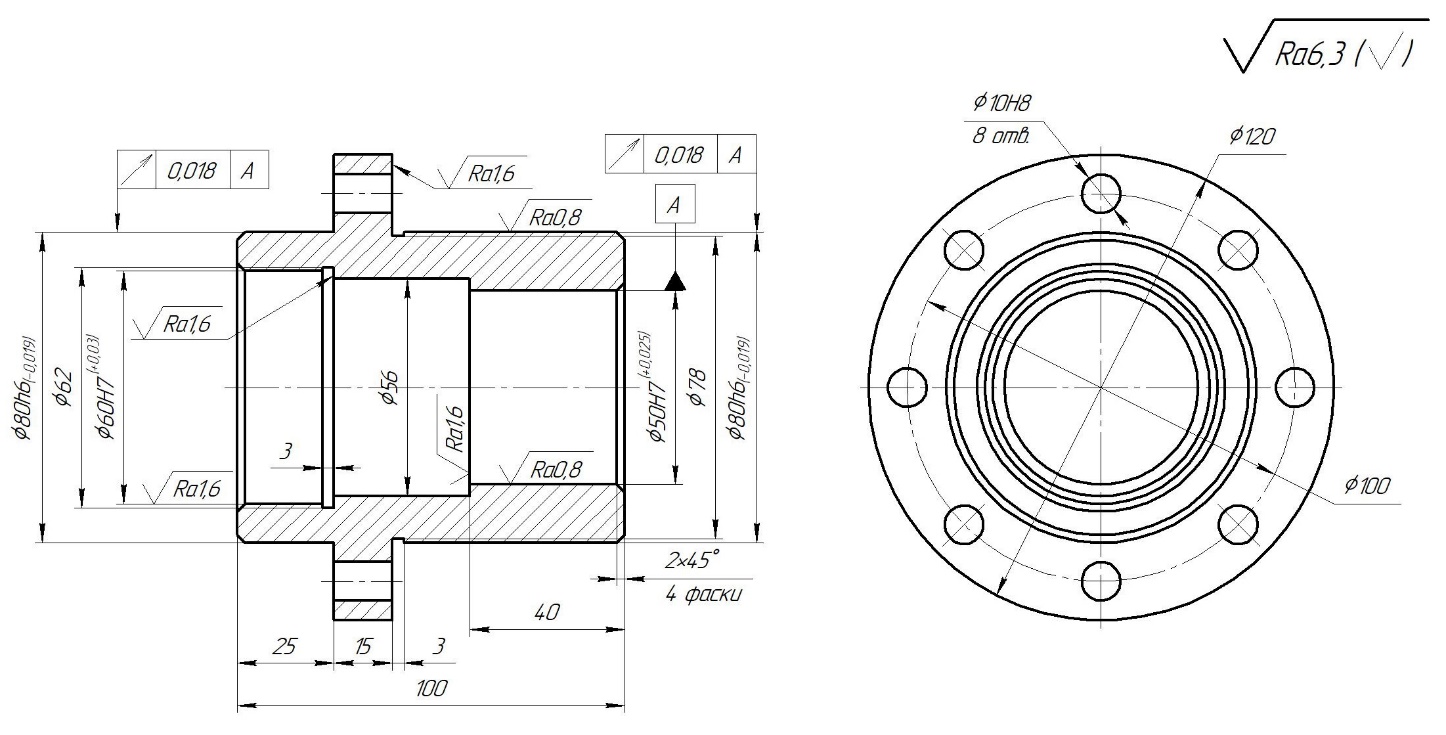
Рисунок 1 – Чертеж детали «Стакан»
2.2 Выбор оборудования, режущего и вспомогательного инструмента
Согласно техническому заданию, необходимо обработать восемь отверстий Ø10Н8. В данном случае существует необходимость перемещать либо кондуктор с деталью под шпинделем станка, либо шпиндель над кондуктором. Исходя из количества и расположения отверстий, годовой программы 8000 шт, целесообразно вести обработку на радиально-сверлильном станке модели 2К522. Наибольший условный диаметр сверления в стали 32 мм, что удовлетворяет нашим требованиям.
Обработка детали будет вестись следующим инструментом [5]:
1. Сверло 2301-0023 ГОСТ 10903-77
2. Зенкер 2323-0505 ГОСТ 12489-71
3. Развертка 2363-3391 Н8 ГОСТ 1672-80
Так как обработка будет производится тремя режущими инструментами, то необходимо обеспечить быструю замену инструмента, с этой целью в качестве вспомогательного инструмента целесообразно использовать быстросменный патрон и комплект втулок.
2.3 Разработка схемы базирования
Из рассмотрения чертежа детали (рисунок 1) следует, что точность диаметральных размеров Ø10Н8 обеспечивается режущими инструментами (сверло, зенкер, развертка). Точность расположения осей отверстий Ø10Н8 и осевой окружности Ø100, относительно оси отверстия А (Ø60Н7), наружной поверхности Б (Ø80h6) и торца детали (размер 100 мм) обеспечивается базированием заготовки и точностью положения направляющих элементов для режущего инструмента относительно установочных элементов приспособления (кондукторные втулки).
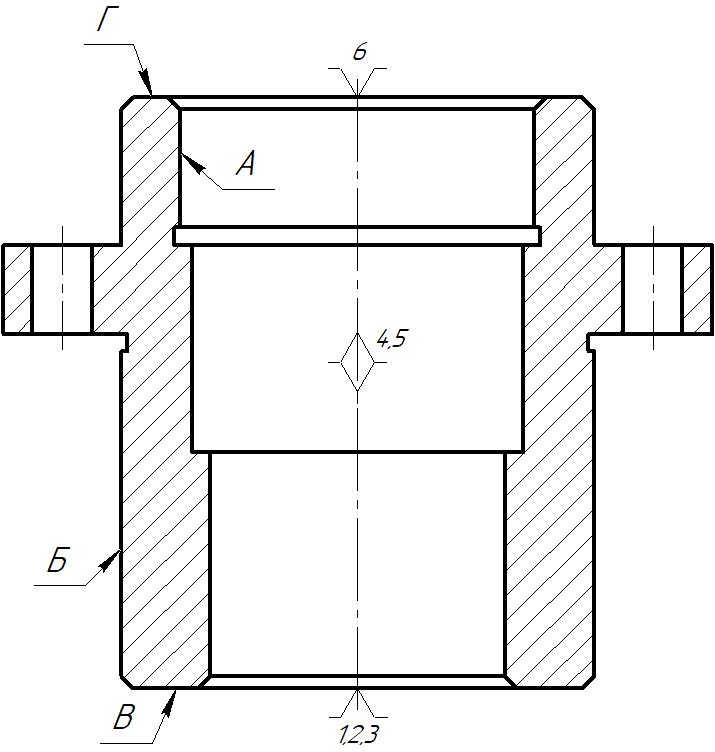
Рисунок 2 – Схема базирования
Для установки детали «Стакан» в приспособление за базы следует принять поверхности А, Б, В, Г (рисунок 2), в качестве установочных элементов для базирования заготовки целесообразно использовать: а) планшайба – базирование по наружной поверхности и плоскости; б) оправка – базирование по отверстию и торцу [1].
Для уменьшения числа зажимных элементов целесообразно зажимать заготовку по поверхности Г одной быстросъемной шайбой и гайкой.
2.4 Расчет режимов резания и нормирование технологической операции
Рассчитаем режимы резания и произведем нормирование технологических переходов по обработке отверстий.
В связи с тем, что расчет режимов резания и основного времени для всех технологических переходов будет аналогичным, его целесообразно выполнить в форме таблицы 1.
Предварительно определим характеристику рядов подач и чисел вращения шпинделя радиально-сверлильного станка [4].
Для станка 2К522 пределы подач 0,056…0,32, число подач 4. Знаменатель подач 1,78. Исходя из значения знаменателя подач, получаем ряд чисел значений подач: 0,056, 0,1, 0,18, 0,32.
Пределы частоты вращения шпинделя 45…2000 мин-1, число ступеней частот вращения 12. Знаменатель частот вращения 1,41. Исходя из значения знаменателя частот вращения, получаем ряд чисел значений частот вращения: 45, 63, 90, 125, 180, 250, 355, 500, 710, 1000, 1400, 2000.
Расчет режимов резания для сверления отверстия диаметром 9 мм.
Глубина резания при сверлении определяется по формуле
 ,
(1)
,
(1)
где D – диаметр просверливаемого отверстия, мм.

Подача при сверлении: So=0,2 мм/об [6].
Ближайшее значение подачи из ряда чисел: SoПР=0,18 мм/об.
Скорость резания определяется по формуле [6]
 ,
(2)
,
(2)
где
 – соответственно, коэффициент постоянный
и
– соответственно, коэффициент постоянный
и
показатели степени;
Т – период стойкости, мин;
Кv – коэффициент поправочный.
 ,
(3)
,
(3)
где Кmv, Киv, Кlv – коэффициенты, учитывающие соответственно качество
обрабатываемого материала, инструментальный материал,
глубину сверления.
 (4)
(4)
где Кг – поправочный коэффициент; [9], с.262;
σВ – твёрдость обрабатываемого материала;
nv – показатель степени.
 ,
,
 ,
,

Частота вращения сверла определяется по формуле [6]
 (5)
(5)
Ближайшее значение частоты вращения из ряда чисел: nПР=1400 мин-1.
Действительная скорость резания определяется по формуле [6]
 (6)
(6)
Крутящий момент при сверлении определяется по формуле [6]
 ,
(7)
,
(7)
где
 – соответственно, коэффициент постоянный
и показатели
– соответственно, коэффициент постоянный
и показатели
степени;
Кр – коэффициент, учитывающий фактические условия обработки.
 ,
,

Осевая сила при сверлении определяется по формуле [6]
 ,
(8)
,
(8)
где
 – соответственно, коэффициент постоянный
и показатели
– соответственно, коэффициент постоянный
и показатели
степени.

Мощность резания определяется по формуле [6]
 (9)
(9)
Проверка режимов резания по мощности привода главного движения
 ,
(10)
,
(10)
где Nшп – мощность шпинделя станка 2К522, кВт.
 ,
(11)
,
(11)
где Nд – мощность двигателя, кВт [5].

Установленные режимы резания можно осуществлять на данном станке.
Основное время определяется по формуле
 ,
(12)
,
(12)
где L – длина хода инструмента, мм;
i – количество обрабатываемых отверстий.
 ,
(13)
,
(13)
где l – глубина обрабатываемого отверстия, мм;
l1 – величина врезания, мм; [7], с.206;
l2 – величина перебега, мм; [7], с.206.
 ,
,
Аналогично выполняются расчеты режимов резания и основного времени для зенкерования и развертывания [8]. Результаты расчетов сводятся в таблицу 1.
Таблица 1. Расчет режимов резания и основного времени
-
Наименование технологических
переходов
LРЕЗ, мм
у+у1, мм
So, мм/об
φХ
φХПР
SoПР, мм/об
VИ, м/мин
V, м/мин
n,
мин-1
nПР,
мин-1
То, мин
Сверление восьми отверстий Ø9
15
5
0,2
1,78
1,8
0,18
39,56
40,29
1425,69
1400
0,64
Зенкерование восьми отверстий Ø9,8
15
3
0,22
1,78
1,8
0,18
21,85
24
779,93
710
1,13
Развертывание восьми отверстий Ø10Н8
15
9
0,45
3,17
3,2
0,32
7,85
8
254,78
250
2,4
Итого
4,17